f7 LMS
TP TT ZT
ZT:控制止规不要做小了, 能通为准。 TT:控制通规不要做小了, 能通为准。 TS:防止通规超过磨损极限。
5、量规形状公差及表面粗糙度
GB规定: 工作量规的形位误差,应在工作量规的公差范围内,其形位公差值=1/2 制造公差(T)。考虑到制造和测量的困难,当T≤0.002mm时,其形状 和位置公差为0.001mm。
LML
(2)选择计量器具 按I档选择:查表5-1,u1=0.003 5mm
满足u’1<u1,由表5-3: 比较仪:u’1=0.0030mm
(3)误判概率 由表5-5知:误收率m=0,误废率n=6.98%。
精选PPT
14
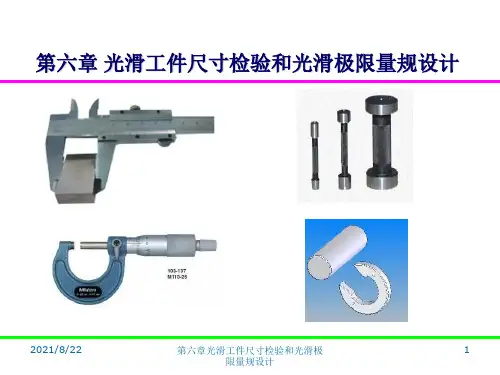
§5.3光滑极限量规(GB1957-1981)
一、特点及种类
1、特点
➢无刻度:只能判定合格与否,不能
A
LML, Dmax
最大实体极限(MML) 孔
和最小实体极限(LML)
公 差
分别向工件公差带内移 带
动一个安全裕度(A)
来确定。
A
上验收极限
下验收极限
MML, Dmin
A
A
MML
轴 上验收极限 公 差 带 下验收极限
LML
精选PPT
6
1、验收极限方式的确定——内缩
孔尺寸的验收极限:
上验收极限=最小实体极限(LML)-安全裕度(A)
(1)、从《公差与配合》中查得被检工件的极限偏 差。
(2)、由表5-8查出工作量规的T和Z。 按工作量规T确定工作量规的形状公差和校 对量规的制造公差。
(3)、画出量规公差带图 (4)、计算各种量规的工作尺寸或极限偏差。
精选PPT
22