光滑极限量规的使用与设计
- 格式:pdf
- 大小:16.82 MB
- 文档页数:56
光滑极限量规使用方法嘿,朋友们!今天咱来聊聊光滑极限量规这玩意儿的使用方法。
你可别小瞧它,这就好比是一把神奇的钥匙,能打开精准测量的大门呢!先来说说这光滑极限量规是啥吧。
它就像是个特别的裁判,专门来判断工件尺寸合不合格。
想象一下,工件就像是参加比赛的选手,而量规就是那个严格又公正的裁判,一量就知道选手过不过关啦!那怎么用它呢?首先得把量规拿在手里,就像握住一把宝剑一样,得有气势!然后轻轻把它靠近工件,这时候可得小心点,别毛毛躁躁的。
要是量规能顺利通过工件,那是不是就像选手轻松冲过终点线一样,说明工件尺寸在合格范围内呢。
但要是通不过呢,哎呀,那就好比选手被淘汰了,工件尺寸就不合格啦。
你说这量规神奇不神奇?它能这么快速准确地告诉我们结果。
就像我们走路,量规就是给我们指引方向的明灯呀!要是没有它,我们不就像在黑暗中摸索一样,不知道工件到底合不合格呀。
使用量规的时候,可不能马马虎虎的哟!要像爱护宝贝一样对待它,别给它磕了碰了。
不然它一生气,说不定就不准了呢!而且呀,用完了得好好放起来,别随手一扔,那多不尊重它呀。
咱再想想,要是量规不准确了,那会怎么样呢?那不就像裁判糊涂了,乱判比赛结果一样嘛,那可不行!所以我们平时就得细心呵护它,让它一直保持精准的状态。
还有啊,用的时候得集中注意力,别三心二意的。
就像考试的时候,得专心答题,不能一边想着玩一边做题呀。
不然量错了尺寸,那可就麻烦大啦!总之呢,光滑极限量规这东西,看着不大,作用可不小。
我们得好好掌握它的使用方法,让它为我们的工作服务。
别小看它哦,它可是能帮我们把好质量关的重要伙伴呢!让我们和光滑极限量规一起,为了更精准的测量而努力吧!怎么样,现在是不是对光滑极限量规的使用方法更清楚啦?。
光滑极限量规教程(塞规-检具)第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
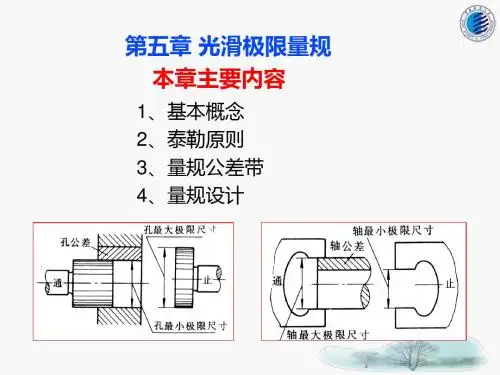
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
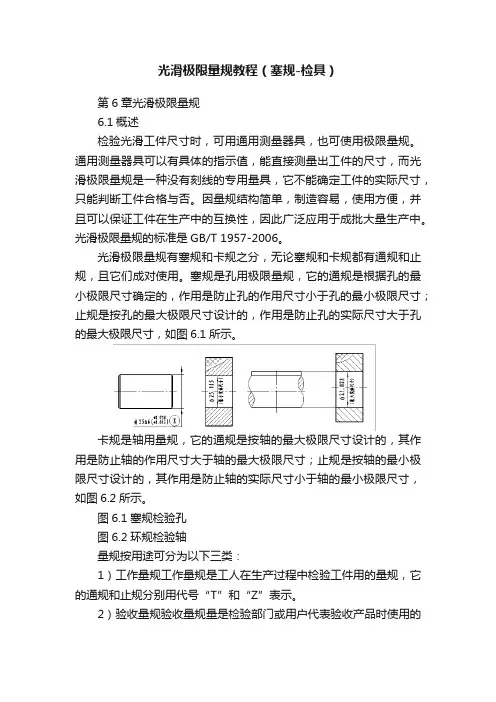
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。


光滑极限量规概述及设计原则第5章光滑极限量规5.1 概述在机械制造中,检验尺寸一般使用通用计量器具,直接测取工件的实际尺寸,以判定其是否合格,但是,对成批大量生产的工件,为提高检测效率,则常常使用光滑极限量规来检验。
光滑极限量规是用来检验某一孔或轴专用的量具,简称量规。
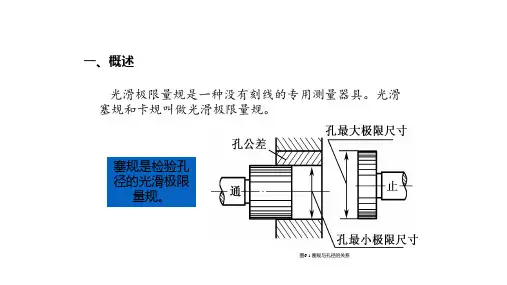
一、量规的作用量规是一种无刻度的专用检验工具,用它来检验工件时,只能判断工件是否合格,而不能测量出工件的实际尺寸。
检验工件孔径的量规一般又称为塞规,检验工件轴径的量规一般称为卡规。
塞规有“通规”和“止规”两部分,应成对使用,尺寸较小的塞规,其通规和止规直接配制在一个塞规体上,尺寸较大的塞规,做成片状或棒状的。
塞规的通端按被测工件孔的MMS(Dmin)制造,止规按被测孔的LMS(Dmax)制造,使用时,塞规的通端若能通过被测工件孔,表示被测孔径大于其Dmin,止规若塞不进工件孔,表示孔径小于其Dmax,因此可知被测孔的实际尺寸在规定的极限尺寸范围内,是合格的,否则,若通规塞不进工件孔,或者止规能通过被测工件孔,则此孔为不合格的。
同理,检验轴用的卡规,也有“通规”和“止规”两部分,且通端按被测工件轴的MMS(dmax)制造,止规按被测轴的LMS(dmin)制造,使用时,通端若能通过被测工件轴,而止规不能被通过,则表示被测轴的实际尺寸在规定的极限尺寸范围内,是合格的,否则,就是不合格的了。
二、量规的标准与种类我国于1981年颁布者了《光滑极限量规》GB1957-81,标准规定的量规适用于检验基本尺寸500mm,公差等级为IT6-IT16级的孔与轴。
量规按其用途不同可分为工作量规、验收量规和校对量规三类。
1.工作量规:工作量规是工人在工件的生产过程中用来检验工件的量规。
其通端代号为“T”止端代号为“Z”。
2.验收量规:验收量规是检验部门或用户验收产品时使用的量规。
GB对工作量规的公差带作了规定,而没有规定验收量规的公差,但规定了工作量规与验收量规的使用顺序。

❖
❖
❖
❖量规设计实例:
❖例1:设计检验Ф30+0.033/-0.00的孔用量规
❖一、根据被检工件的基本尺寸和公差等级,由表中可查出相应量规的T值和Z值,公差等级为8级,与其相对应量规的Z值为0.005mm,T值为0.0034mm
❖二、根据量规公差带图,计算出量规的最大、最小以及磨损尺寸(磨损尺寸略)
❖ 1.通规的计算
❖ Tmax=MMS+Z+T/2
❖ =D+EI+Z+T/2
❖ =30+0+0.005+0.0034/2
❖ =30.0067
❖ Tmin=MMS+Z-T/2
❖ =30.0033
❖由上式可知:孔用量规通规的公式为
❖ 2.止规的计算
❖ Zmax=LMS
❖ =D+ES
❖ =30+0.033
❖ =30.033
❖ Zmin=LMS-T
❖ =30.0296
❖由上式可知:孔用量规止规的公式为
❖例2:设计检验Ф30-0.020/-0.041的轴用量规
❖轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:❖轴用量规通规的公式为
❖T=MMS ❖-(Z-½T)❖-(Z+½T)
❖
❖
❖轴用量规止规的公式为
❖Z=LMS ❖+T ❖-0
❖
❖
❖
❖
❖
❖
(注:素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注!
)
❖
❖
❖。
光滑极限量规教程一、基本原理光滑极限量规是通过两个可调节的测量脚来确定物体的尺寸。
其中一个脚是固定脚,用于固定量规。
另一个脚是可动脚,通过螺旋机构调节其位置来测量物体的尺寸。
当可动脚接触到物体表面时,螺旋机构会自动停止调节。
这时,通过读取量规刻度,就可以得到物体的尺寸。
二、使用方法1.准备工作:使用前,首先要确保光滑极限量规的表面清洁无划痕,并且测量脚之间的间隙没有异物。
同时,还要检查量规的刻度是否清晰可读。
2.调整零位:将可动脚与固定脚完全分开,然后轻轻旋转可动脚,直到其两个测量脚的间隙与待测物体的预期尺寸接近。
此时,将可动脚锁紧,确保其位置不再变化。
3.测量物体:将待测物体放置在两个测量脚之间,然后用适当的力使其表面与测量脚紧密接触。
注意,力度应该适中,不能过大或过小。
4.读取测量结果:通过读取量规上的刻度,确定两个测量脚之间的间隙大小。
通常情况下,测量结果以毫米为单位,可以精确到0.02毫米。
读取结果后,及时关注量规的读数,以免由于松动而引起误差。
三、注意事项1.量具保养:光滑极限量规是一种精密仪器,需要定期进行维护和保养。
特别是量规的测量脚,要保持清洁无划痕,以确保测量的准确性。
2.使用时避免碰撞:在使用过程中,要避免量规与硬物碰撞,以防刻度损坏或测量脚变形。
3.防止过量力:量规的测量脚只需要与待测物体轻轻接触即可,不需要施加过大的力度,否则会导致量规变形,影响测量准确性。
4.正确读数:读数时要确保视线垂直于量规刻度,避免视角产生误差。
同时,要注意光照条件,确保刻度清晰可读。
5.温度影响:量规的测量准确性会受到温度的影响。
因此,在正式进行测量前,要保证量规和待测物体的温度相等。
总结:。