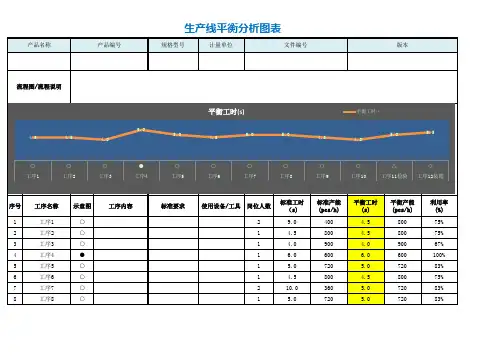
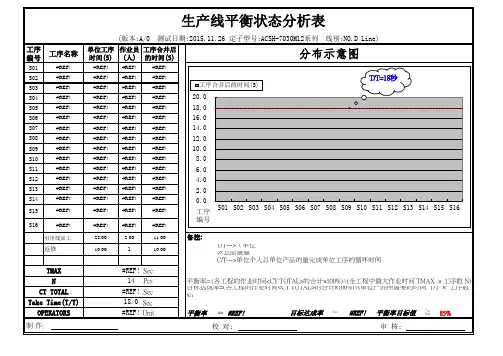
生产线平衡分析和改善模板表
- 格式:xlsx
- 大小:46.43 KB
- 文档页数:1
【案例】某机械加工厂的生产线平衡改善某机械加工厂有一条流水传送带生产线,存在生产效率低、人工成本居高不下、作业人员经常有闲聊等待的现象。
该厂某系列产品的加工工艺流程为铣—钻—磨—组装。
该车间实行5天8小时工作制,每周的产量为3200件。
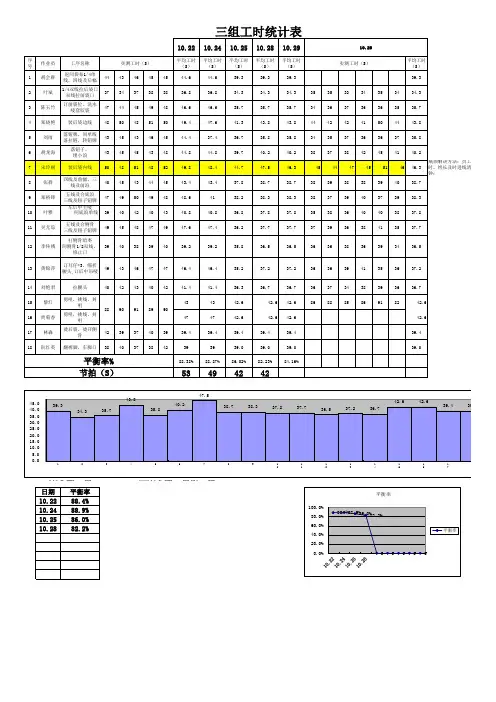
该加工厂生产线平衡改善如下:▪作业员都是熟练员工;▪每位员工都可以做2-3道工序的作业;▪操作人员都掌握铣、钻、磨三道工序;▪目前生产线共有12位员工;▪铣、钻、磨各有2台;▪每道加工工序的标准工时如下:▪生产节拍=(8*60*60)/(3200/5)=45 秒/ 件;▪稼动损失率分析稼动损失率=(节拍时间-瓶颈时间)/节拍时间*100% =(45-40)/45*100% =11%▪平衡效率分析平衡效率=各工序标准工时总和/(瓶颈时间*人员总数)*100%=[(23+23+15+15+40+40+40+35+35+40+30+30)/(40*12)]*100%=76.3%▪生产效率分析生产效率=(合格品数量*该产品标准工时)/出勤时间= [3200*366/(12*8*3600*5)]*100%=67.8%▪由平衡率分析图及稼动损失率、平衡效率可知,要想提高生产效率、降低人工成本,可以先消除稼动损失率,然后利用ECRS法则改善平衡效率。
消除稼动损失率的核心手段是提高生产量,使生产节拍时间与瓶颈时间相同或接近,即每周产量由3200件提高至3600件。
提高后的生产节拍=实际出勤时间/实际生产数量=8*60*60/(3600/5)=40秒/件,这样可以直接减少人员等待时间,大大提高生产效率,改善后的生产效率为:生产效率=(3600*366) / (12*8*3600*5 )*100%=76.3%▼▼由于铣、钻的标准时间为23+23+15+15=76秒<2个生产节拍,因为作业员熟知操作铣、钻、磨工序,所以可以减少一台钻,由4人变为2人操作。
(改善后的分析图如上所示)改善后的平衡效率=(各工序标准时间总和/瓶颈时间*人员总数)*100%=366/(40*10)*100%=91.5%改善后的生产效率=3600*366/ (10*8*3600*5 )*100%=91.5%改善前后的生产线布局如下所示:▼由此可以看出,如果生产节拍 >瓶颈时间,首先要想尽办法使生产节拍时间与瓶颈时间相同或接近,否则就会造成人员的稼动损失,使生产节拍时间无限趋向瓶颈时间的主要思想有:o提高生产量;o缩短正常上班时间,把腾出的时间用来培训操作技能。

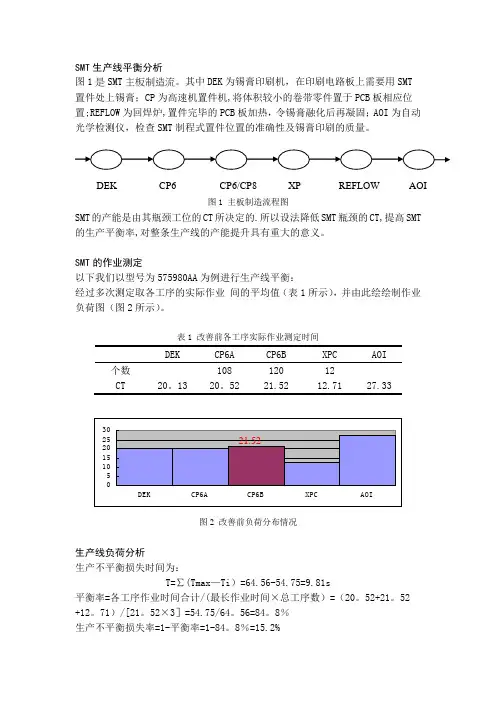
SMT生产线平衡分析图1是SMT主板制造流。
其中DEK为锡膏印刷机,在印刷电路板上需要用SMT置件处上锡膏;CP为高速机置件机,将体积较小的卷带零件置于PCB板相应位置;REFLOW为回焊炉,置件完毕的PCB板加热,令锡膏融化后再凝固;AOI为自动光学检测仪,检查SMT制程式置件位置的准确性及锡膏印刷的质量。
DEK CP6 CP6/CP8 XP REFLOW AOI图1 主板制造流程图SMT的产能是由其瓶颈工位的CT所决定的.所以设法降低SMT瓶颈的CT,提高SMT 的生产平衡率,对整条生产线的产能提升具有重大的意义。
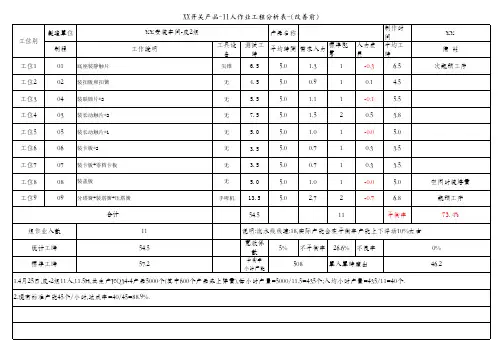
SMT的作业测定以下我们以型号为575980AA为例进行生产线平衡:经过多次测定取各工序的实际作业间的平均值(表1所示),并由此绘绘制作业负荷图(图2所示)。
表1 改善前各工序实际作业测定时间DEK CP6A CP6B XPC AOI 个数108 120 12CT 20。
13 20。
52 21.52 12.71 27.33图2 改善前负荷分布情况生产线负荷分析生产不平衡损失时间为:T=∑(Tmax—Ti)=64.56-54.75=9.81s平衡率=各工序作业时间合计/(最长作业时间×总工序数)=(20。
52+21。
52+12。
71)/[21。
52×3]=54.75/64。
56=84。
8%生产不平衡损失率=1-平衡率=1-84。
8%=15.2%生产不平衡损失时间为9。
81s,平衡率为84.8%,生产不平衡损失率为15。
2% 因此,该型号生产存在较大的改进空间,同时确定瓶颈工序为CP6B。
SMT生产线平衡改善方案与分析整个SMT流程式中,我们可以发现瓶颈在CP6B机(21.52s),而XP机只有(12。
71s),因此我们可以考虑通过将零件的分配作一下调整,从而降低瓶颈位元的CT。
方案一:首先,我们看到体积较大的料(R101、R102)都放在CP6A机上,所以我们把CP6A 机上的较大的料(包括:1:R101、R102;2:R101、R102;3:R101、R102;4:R101、R102;5:R101、R102;6:R101、R102)调到XP机上打,再把CP6B机上的C107调到CP6A机打。