钢结构残余应力测定中应力释放系数的有限元分析
- 格式:pdf
- 大小:470.95 KB
- 文档页数:3
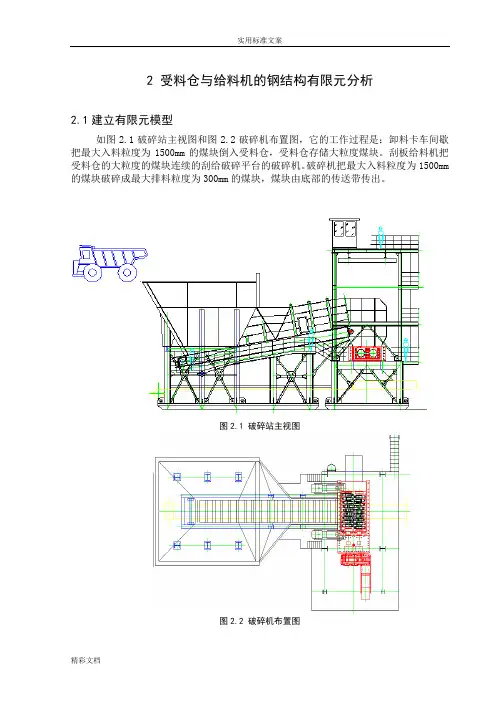
2 受料仓与给料机的钢结构有限元分析2.1建立有限元模型如图2.1破碎站主视图和图2.2破碎机布置图,它的工作过程是:卸料卡车间歇把最大入料粒度为1500mm的煤块倒入受料仓,受料仓存储大粒度煤块。
刮板给料机把受料仓的大粒度的煤块连续的刮给破碎平台的破碎机。
破碎机把最大入料粒度为1500mm 的煤块破碎成最大排料粒度为300mm的煤块,煤块由底部的传送带传出。
图2.1 破碎站主视图图2.2 破碎机布置图破碎站钢结构的弹性模量E=200000MPa,泊松比μ=0.3,质量密度ρ=7.8×10-3kg/cm3。
破碎站由支撑件H型钢和斜支撑(角钢)组成。
在结构离散化时,由于角钢和其它部位铰接,铰接是具有相同的线位移,而其角位移不同。
承受轴向力,不承受在其它方向的弯矩,相当于二力杆,所以H型钢用梁单元模拟,角钢用杆单元模拟。
破碎站是由受料仓与给料机和破碎平台与控制室两部分组成,故计算时是分别对这两部分进行的。
离散后,受料仓和给料机共686个单元,其中梁单元598 个,杆单元88个,节点总数为597个,有限元模型如图2.3和图2.4所示。
图2.3 受料仓与给料机有限元模型图2.4 受料仓与给料机有限元模型俯视图2.2载荷等效计算2.2.1主要结构截面几何参数破碎站主要结构采用H型钢梁,截面尺寸如图2.5所示,各截面横截面积A,截面惯性矩Iy ,Iz和极惯性矩I如下。
图2.5 截面尺寸料仓及给料机支撑结构料仓及给料机六根支撑立柱(H500×400×12×20)A= 215.2mm2,I y=101947×104mm4,I z=21340×104mm4,I=240×104mm4料仓B-B面横梁和给料机E-E、F-F面横梁(H400×300×12×20)A=16320mm2,I y=48026×104mm4,I z=9005×104mm4,I=181×104mm4料仓C-C面和D-D面横梁(H400×400×12×20)A=20320mm2,I y=62479×104mm4,I z=21339×104mm4,I=234×104mm4给料机两根纵梁(H550×400×12×20)A=22120mm2,I y=125678×104mm4,I z=21341×104mm4,I=243×104mm4给料机六根横梁(H400×400×12×20)A=20320mm2,I y=62479×104mm4,I z=21339×104mm4,I=234×104mm4其它横梁(H400×300×12×20)A=16320mm2,I y=48026×104mm4,I z=9005×104mm4,I=181×104mm4斜支撑的横截面积∠125×12:A=2856mm2∠75× 6:A=864mm22.2.1实际载荷情况给料机自重载荷:65000kg相对应立柱梁单元局部坐标z轴的弯矩如图2.18所示,最大弯矩位于B-B面中风载作用面的立柱,底部最大弯矩0.126×108N·mm,在B-B面拉筋连结点处弯矩数值为-0.196×108N·mm,D-D面第一根水平横梁处弯矩为0.25563×108N·mm,图2.18 局部坐标z轴的弯矩图对应的应力如图2.19所示,B-B面中风载作用面立柱底部应力为19.625MPa,底部连结点处应力为30.605MPa,D-D面第一根水平横梁处应力为24.024MPa。
钢结构残余应力的测试与分析郭应征【摘要】用实验分析的方法对钻孔法中构件应力的大小、应变片粘贴位置以及钻孔深度对测试灵敏度系数的影响进行了分析,并给出了相应的函数拟合曲线,为采用钻孔法对钢结构残余应力进行测试与分析提供了实验依据.【期刊名称】《工程与试验》【年(卷),期】2010(050)004【总页数】3页(P13-14,42)【关键词】钻孔法;残余应力;灵敏度系数【作者】郭应征【作者单位】金肯职业技术学院,建筑与土木工程系,江苏,南京,211156【正文语种】中文【中图分类】TG4041 引言在钢构件的加工和焊接过程中,很容易产生残余应力。
由于残余应力的产生状况与构件的形状、尺寸以及焊接工艺等诸多因素有关,情况非常复杂,因此对残余应力进行准确测量和分析十分困难。
事实上,钢构件的残余应力的大小和分布状态对钢结构的脆性破坏、疲劳失效、应力腐蚀开裂都会产生重要影响。
工程中一些钢结构事故的统计分析表明,残余应力的影响是造成结构失效的重要原因。
因此,对钢构件内部的残余应力进行测试分析和安全评估是十分重要和必要的。
钻孔法是在有残余应力的钢构件表面钻孔,再根据孔周围部分的变形求出残余应力的方法。
该方法由德国学者 T.Mathar于1934年提出,经过半个世纪的发展,使得测量精度越来越高。
1981年,美国材料实验协会首次颁布了ASTM标准E837-81“用钻孔法应变测量决定残余应力的标准方法”,标志着钻孔法已进入工业应用阶段。
钻孔法不像无损检测法那样需要特殊的装置,而对母材的损伤程度又远不及其他一些有损检测方法,且简单易行、测量精度较高,因而在我国得到广泛的应用。
2 测试分析方法目前,我国最常用的钻孔法是Riparbelli法,即利用校正实验求残余应力的方法[1-2]。
如图1所示,在处于单向应力状态下的钢板上钻孔,设钻孔后应变片A的应变输出为A,则应力可由下式求得:图1 钻孔法示意图其中,KA为测试灵敏度系数,可通过已知荷载下的标定实验测出。
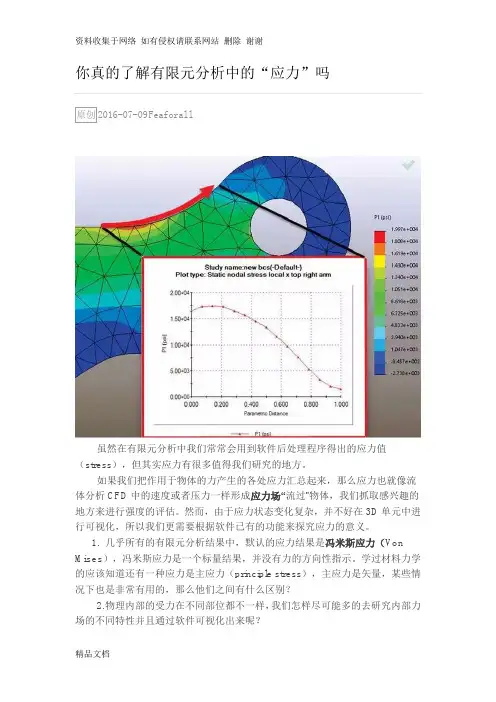
你真的了解有限元分析中的“应力”吗Feaforall虽然在有限元分析中我们常常会用到软件后处理程序得出的应力值(stress),但其实应力有很多值得我们研究的地方。
如果我们把作用于物体的力产生的各处应力汇总起来,那么应力也就像流体分析CFD中的速度或者压力一样形成应力场“流过”物体,我们抓取感兴趣的地方来进行强度的评估。
然而,由于应力状态变化复杂,并不好在3D单元中进行可视化,所以我们更需要根据软件已有的功能来探究应力的意义。
1. 几乎所有的有限元分析结果中,默认的应力结果是冯米斯应力(Von Mises),冯米斯应力是一个标量结果,并没有力的方向性指示。
学过材料力学的应该知道还有一种应力是主应力(principle stress),主应力是矢量,某些情况下也是非常有用的,那么他们之间有什么区别?2.物理内部的受力在不同部位都不一样,我们怎样尽可能多的去研究内部力场的不同特性并且通过软件可视化出来呢?下面我们将探究上面的两个问题。
什么是应力?首先我们先说说什么是应力。
众所周知,应力(stress)是单位面积上作用的力(forces)。
我们并不好感知或者测量应力,但力(force)是实实在在的,我们可以很好的感知和测量。
物质总是由原子构成的,从原子的维度看,原子之间相吸或者相斥。
物体在没有受力的状态下,原子处于自然状态,所有的力互相平衡,如果物体受到外部力的作用,原子就会偏离平衡位置去寻找新的平衡位置来平衡外部力。
如下图所示,相同长度L上分别有两排5对的原子和两排6对的原子,如果假设原子之间的吸引力相同,那么单位长度上6对原子的应力要比5对的大,扩展到宏观的3D情形同样适用。
力和应力单元微积分学科的发展可以使我们通过数学运用无限(无限大或者无限小)的原理来处理很多实际问题,宏观物体的受力是微观单元的叠加。
在材料力学中,我们把一个无限小的立方体(cube)单元来描述某一点的受力情况。
为什么无限小呢?因为由于无限小,小到物体内部力是均匀的,没有应力变化,只有一种应力状态。
1 前言焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往又会导致焊接失效。
因此,在工业中一般都要对残余应力进行消除,但这种消应力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析。
随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必须考虑由焊接而产生的残余应力。
对于焊接后结构中的残余应力大小及分布,会因结构形式、焊接方式及材料特性的不同而不同。
某核电站控制棒驱动机构(CRDM )耐压壳上部Ω环连续两年都出现了泄漏,并在检修期间进行焊接修复。
焊接公司委托美国公司对修复后的结构进行了力学分析和评定。
焊接残余应力的有限元计算是关键技术之一,也是难点。
通过本课题的研究,掌握有限元模拟焊接过程及残余应力计算,能够提高我国焊接修复工程缺陷的分析能力,优化不符合项的处理程序,达到既节约时间和资金又满足工作性能和安全性能的目的。
因此,进行焊接残余应力有限元分析技术的研究是非常有必要的。
2 焊接实例本文以某核电站CRDM 耐压壳Ω焊接为研究对象,分析研究焊接后的残余应力分布。
CRDM 耐压壳包括上段是驱动杆行程套管和下段的密封壳。
驱动杆行程套管与密封壳采用螺纹连接,Ω焊接密封的结构进行连接和密封。
驱动杆行程套管的上端采用端塞,通过螺纹连接,Ω焊接密封的结构进行密封。
CRDM 耐压壳采用的这种密封结构形式是一种便于拆装的焊接密封结构,由于其内力的整体平衡主要由连接螺纹承担,Ω焊缝功能上主要起密封作用。
其结构及尺寸见图1 和图2。
图1 辐照监督管位置图图2 密封焊缝的结构尺寸图对CRDM 耐压壳上的Ω密封焊缝的修复采用OVERLAY 修复技术。
即在出现泄漏的Ω密封焊缝(CSW )处,经打磨后用GTAW 方法堆焊INCONEL 52 。
从采用OVERLAY 技术修复CRDM Ω密封焊缝的总报告[1]可知:(1)堆焊两层,每层厚度为2.032mm(0.08in ),总厚度为4.064mm(0.16in )。
建筑钢结构焊接残余应力的有限元预测与控制3篇建筑钢结构焊接残余应力的有限元预测与控制1建筑钢结构焊接残余应力的有限元预测与控制建筑钢结构作为施工中常用的一种结构材料,在工程中扮演着至关重要的角色。
随着工程结构的不断复杂化和精度的提高,建筑钢结构在建设中所遭受的挑战也越来越多。
其中,建筑钢结构焊接残余应力的问题已经成为制约其使用的重要性问题之一。
焊接残余应力会导致结构失去平衡、刚度降低、易发生疲劳断裂和变形,甚至引发塑性坍塌等重大事故,因此建筑钢结构焊接残余应力的预测与控制显得十分必要。
有限元方法是当下理论分析的一种重要方法,它将一个复杂的结构分割成有限个单元,用数学模型对每一个单元进行分析。
通过运用计算机模拟技术,可以对建筑钢结构焊接残余应力进行有限元模型计算,既能够确定焊接残余应力的大小和分布情况,也可通过改变焊接工艺和条件的相应参数,从而实现焊接残余应力的控制的目的。
建筑钢结构焊接残余应力的预测与控制,离不开正确的计算方法和理论支持。
首先需要标准化设计和施工操作,遵守焊接规范和标准,保证焊接工艺符合设计和建设要求。
同时还应根据工程实际情况进行参数分析和优化设计,确保结构牢固、稳定,最大程度地减少焊接残余应力对建筑钢结构的危害。
对于建筑钢结构的设计者和工人而言,掌握一定的实际技能及理论知识显得尤为重要。
他们需要对材料的物理特性和焊接工艺进行充分了解,熟练掌握相关的计算方法和理论,从而能在实践中发挥更大的作用。
在建筑钢结构施工过程中,应配备专业焊接技术人员,使用适当的材料和设备,采用有效的检测和控制措施,来降低建筑钢结构焊接残余应力的风险。
总之,建筑钢结构焊接残余应力的有限元预测和控制是现代建筑工程中一项非常重要的技术,它对于保障人民生命财产安全起到了至关重要的作用。
随着建筑行业的不断发展,有限元方法也将不断完善,我们有理由相信,通过我们的不懈努力,建筑结构焊接技术必将取得更好的发展与应用在建筑钢结构焊接工程中,焊接残余应力是一个非常重要的问题。
文章编号:1003-4722(2009)04-0028-04钢桥整体节点焊接残余应力三维有限元分析瞿伟廉,何 杰(武汉理工大学道路桥梁与结构工程湖北省重点实验室,湖北武汉430070)摘 要:钢桥整体节点最常见的问题是焊缝处出现疲劳裂纹,焊接残余应力是重要影响因素之一。
在大型有限元软件ANS YS 的基础上,开发了相应的焊接程序,选用三维实体单元,考虑材料物理性能随温度和相变的影响,采用内部生热的加载方法模拟焊接热源的移动,运用单元生死技术模拟多道焊过程,获得了焊接温度场和应力场的动态变化过程,并对计算结果进行了分析。
关键词:钢桥;桁架桥;整体节点;焊接残余应力;温度场;应力场;有限元分析中图分类号:U448.38文献标志码:AThree 2Dimensional Finite E lement Analysis of Welding R esidu al Stress in Integral Panel Point of Steel B ridgeQU Wei 2lia n ,He J ie(Key Laboratory of Roadway Bridges and Structural Engineering of Hubei Province ,Wuhan University of Technology ,Wuhan 430070,China )Abstract :The most common p roblem of t he integral panel point of a steel bridge is t he fa 2tigue cracks occurring at t he welding seams of t he point and t he welding residual st ress is deemed as one of t he important influential factors t hat causes t he cracks.On t he basis of t he large 2scale finite element software ANS YS ,a corresponding welding program was developed.The internal heat generation loading met hod was first used to simulate t he moving of t he welding heat source t hrough selecting t he t hree 2dimensional solid element s and taking into account of t he p hysical properties of materials changing wit h t he temperat ures and p hase t ransformation.The birt h and deat h technique was t hen used to simulate t he p rocess of t he multi 2pass welding and t he dynamic change p rocess of t he welding temperat ure field and st ress field were obtained.Finally ,t he re 2sult s of t he calculation were analyzed.K ey w ords :steel bridge ;t russ bridge ;integral panel point ;welding residual st ress ;temper 2at ure field ;st ress field ;finite element analysis 收稿日期:2009-05-05基金项目:国家高技术研究发展计划863项目资助(2007AA11Z119)作者简介:瞿伟廉(1946-),男,教授,博士生导师,1967年毕业于同济大学应用力学专业,1981年毕业于武汉工业大学工民建专业,工学硕士(qwlian @ )。
第42卷增刊原子能科学技术Vol.42,Suppl. 2008年12月Atomic Energy Science and TechnologyDec.2008焊接残余应力有限元分析技术研究孙英学,卢岳川,臧峰刚(中国核动力研究设计院核反应堆系统设计技术国家级重点实验室,四川成都 610041)摘要:本文以岭澳核电站控制棒驱动机构(CRDM )耐压壳Ω焊接为例,应用ANSYS 有限元生死单元技术模拟焊接流程,并计算焊接后残余应力的分布,绘制残余应力分布曲线并进行计算结果分析。
通过本项目的研究,掌握了焊接残余应力的分析技术,达到了研究目的。
关键词:残余应力;焊接;生死单元中图分类号:TL351 文献标志码:A 文章编号:100026931(2008)S120593204Analysis T echnology for Weld R esidual StressSUN Y ing 2xue ,L U Yue 2chuan ,ZAN G Feng 2gang(S tate Key L aboratory of Reactor S ystem Desi gn Technology ,N uclear Power I nstitute of China ,Cheng du 610041,China )Abstract : This paper describes t he p rocess of simulation weld flow wit h live 2dead element and calculates t he dist ribution of weld residual st ress using t he model of t he Ling ’ao Nuclear Power Station CRDM upper canopy seal weld.The analysis technology for weld residual st ress was able to realize when finishing t his st udy ,and t he st udy aim was obtained.K ey w ords :residual st ress ;weld ;live 2dead element收稿日期:2008208215;修回日期:2008211225基金项目:中国核动力研究设计院核反应堆系统设计技术国家级重点实验室基金资助项目(KLO 20220602)作者简介:孙英学(1968—),男,陕西韩城人,高级工程师,工程力学专业 随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必须考虑由焊接而产生的残余应力。
钢箱-桁架梁K型整体节点焊接残余应力的有限元分析张依如;卫军;刘晓春;吴志强;高宗余;陈涛【摘要】以新型钢箱-桁梁桥下弦杆K型整体节点为研究对象,采用ANSYS软件建立K型整体节点焊接的热力学有限元模型,根据实际焊接工艺及施焊顺序,采用生死单元法模拟焊接热源加载和冷却过程,开展节点焊接残余应力的数值模拟分析,得出的焊接残余应力分布规律与缩尺模型试验实测结果吻合较好.钢箱-桁梁桥K型整体节点焊接残余应力的有限元分析结果表明,腹板对焊处形成最大焊接残余应力区域,节点与腹杆对接部分所受影响较小.【期刊名称】《铁道科学与工程学报》【年(卷),期】2016(013)002【总页数】6页(P289-294)【关键词】焊接;残余应力;K型节点;有限元分析;箱-桁梁桥【作者】张依如;卫军;刘晓春;吴志强;高宗余;陈涛【作者单位】中南大学土木工程学院,湖南长沙410075;中南大学土木工程学院,湖南长沙410075;中南大学土木工程学院,湖南长沙410075;中南大学土木工程学院,湖南长沙410075;中铁大桥勘测设计院集团有限公司,湖北武汉430050;中南大学土木工程学院,湖南长沙410075【正文语种】中文【中图分类】TG4大型钢桁架梁桥节点焊缝多、刚度大,焊接残余应力会降低其刚性和尺寸稳定性,严重影响结构和焊接接头的疲劳强度、抗应力腐蚀开裂能力直接影响结构的静强度和疲劳强度。
钢箱-桁架双层组合钢梁结构为新型大跨钢桥结构,箱型桁梁整体节点作为其重要的连接结构,将工厂制作完成的部分节点结构进行现场拼装,产生的焊接残余应力对于桥梁的精确合龙及成桥后结构应力状态会产生显著的影响[1]。
目前,对于钢桥节点的焊接残余应力研究对象以工字型、管节点居多,对箱型桁梁节点有限元分析较少[1-3]。
本文研究对象为某钢桥箱-桁梁与工字钢腹杆的K型整体节点,其结构如图1。
因其尺寸较大且结构复杂,制作等尺寸模型浪费钢材且成本较高;通过有限元分析与缩尺模型的试验对比,可以得到节点残余应力的分布规律。
第48卷第1期燕山大学学报Vol.48No.12024年1月Journal of Yanshan UniversityJan.2024㊀㊀文章编号:1007-791X (2024)01-0001-10钢轨中残余应力的产生㊁影响及调控研究现状王建军1,李宏光1,王庆超1,董润洲1,杨志南1,2,∗,张福成3(1.燕山大学国家冷轧板带装备及工艺工程技术研究中心,河北秦皇岛066004;2.燕山大学亚稳材料制备技术与科学国家重点实验室,河北秦皇岛066004;3.华北理工大学冶金与能源学院,河北唐山063210)㊀㊀收稿日期:2023-07-11㊀㊀㊀责任编辑:温茂森㊀㊀基金项目:国家重点研发计划资助项目(2021YFB3703500);国家自然科学基金资助项目(52122410,52374406);河北省自然科学基金资助项目(E2023203259)㊀㊀作者简介:王建军(1990-),男,河北唐山人,博士研究生,主要研究方向为残余应力分析与调控;∗通信作者:杨志南(1985-),男,河北迁安人,博士,教授,博士生导师,主要研究方向为先进钢铁材料制备关键技术,Email:zhinanyang@㊂摘㊀要:近年来随着我国高速㊁重载铁路的快速发展,列车速度的提升㊁轴重的加大对钢轨服役性能的可靠性提出了更高的要求㊂如果钢轨中的残余应力过大且处于不利的分布状态,容易促进疲劳裂纹的形成,并加速扩展,从而严重影响其服役性能㊂本文汇总了当前针对钢轨中残余应力的测量方法,并论述了钢轨中残余应力的产生原因及其对综合性能的影响机制㊂同时,依据钢轨生产的工艺流程,从预弯㊁冷却㊁矫直㊁回火等方面出发,综述了国内外研究者在钢轨残余应力演变及其调控领域所取得的成果㊂最后,对钢轨残余应力演变与调控技术的发展进行了展望㊂关键词:钢轨;贝氏体;残余应力;制造工艺;调控中图分类号:TG142㊀㊀文献标识码:A㊀㊀DOI :10.3969/j.issn.1007-791X.2024.01.0010㊀引言近几年来,我国在高速㊁重载铁路领域的发展已经迈入世界前列㊂列车速度的提升㊁轴重的加大,对铁路轨道服役性能的稳定性和可靠性提出更高要求,以保证铁路运输安全㊁高效㊂钢轨是最主要的铁路轨道部件之一,其制造过程主要包括热轧㊁冷却和矫直等工序[1]㊂在此过程中,钢轨不同位置的冷却速度和变形量存在差异,导致钢轨在成形后会在内部形成较大的残余应力[2]㊂钢轨钢按微观组织分类,主要有珠光体型和贝氏体型两大类㊂相对于珠光体钢轨,贝氏体钢轨的强度更高,矫直时需要矫直辊输出更大的压下力,造成贝氏体钢轨的残余应力也更大[3-4]㊂因此,贝氏体钢轨在矫直后,会进一步进行回火处理,以降低残余应力,并进一步提高韧性㊁稳定组织[5]㊂残余应力会显著影响钢轨的抗疲劳㊁抗腐蚀等性能[6-8],从而严重制约钢轨的寿命及可靠性㊂因此,对钢轨中残余应力的调控至关重要㊂本文将从钢轨中残余应力的测量方法㊁产生原因㊁对钢轨综合性能的影响以及调控方法等方面,综述近年来的发展状况,以期为当前钢轨中残余应力调控提供指导㊂1㊀钢轨中残余应力的测量方法简介残余应力是指产生应力的各种外部因素(外力㊁温度变化等)去除后,在物体内部保持平衡的一种内应力[9]㊂为准确认识钢轨中的残余应力状态,研究者在钢轨残余应力测量方面做了很多工作[10-13]㊂根据我国铁道行业标准TB /T 23442012‘43kg /m ~75kg /m 钢轨订货技术条件“中规定的钢轨轨底残余应力测量方法,韩志杰等发现经过矫直60kg /m 规格U75V 钢轨的轨底残余应力由83MPa 提高到220MPa,这表明矫直工艺可显著提高钢轨轨底的残余拉应力[10]㊂刘佳朋等采用X 射线衍射法测量并绘制出钢轨横截面上残余2㊀燕山大学学报2024应力的分布,如图1所示[11]㊂这使研究人员对钢轨中残余应力的三维分布有了更清晰的认识㊂Kang 等分别采用X 射线衍射法和切片法对60E2钢轨底部的残余应力进行对比研究,发现采用两种方法测量的结果差异较大,如图2所示㊂通过与之前文献结果相比,研究者认为用切片法测定的残余应力值相对可靠[12]㊂虽然采用X 射线衍射法测量钢轨残余应力存在一定的误差,但是采用该方法可以进行无损测量,因此X 射线衍射法在测量残余应力方面得到广泛应用㊂此外,Wang 等提出了一种利用激光超声技术无损测量钢轨踏面残余应力的方法[13]㊂该方法对物体检测表面的要求不高,且可以无接触测量,为钢轨中残余应力的无损测量提供了新的选择㊂图1㊀X 射线衍射法测得的在线热处理贝氏体钢轨残余应力Fig.1㊀Residual stress of on-line heat treated bainite rail measured by X-ray diffraction图2㊀切片法和X 射线衍射法测量钢轨中残余应力值对比Fig.2㊀Comparison of residual stress values in rail measuredby sectioning method and X-ray diffraction method2㊀钢轨中残余应力的产生及其对综合性能的影响2.1㊀钢轨中残余应力的产生钢轨中的残余应力主要有两个来源:一是钢轨在制造过程中因其不同位置的冷却速度和变形量存在差异而产生,二是钢轨在服役过程中由于轮轨接触表面发生塑性变形而产生[14]㊂钢轨在制造过程中,要经过热轧成型㊁冷却㊁矫直㊁回火等工艺㊂热轧成型的钢轨在随后冷却过程中,由于钢轨表面与内部的冷却速度存在差异以及相变发生,导致钢轨内部形成很大的热应力和组织应力㊂在两种应力的共同驱动下,钢轨不同位置的变形量存在差异,因而产生残余应力㊂同时,因为轨腰和轨底的比表面积比轨头大,轨腰和轨底的冷却速度比轨头快;因此,在冷却后期轨头部位的收缩量更大,导致钢轨产生较大的残余应力并产生弯向轨头的弯曲变形㊂钢轨冷却后残余应力分布规律如图3(b)所示,在轨头表面为纵向残余压应力,轨腰和轨底表面为纵向残余拉应力㊂由于钢轨在冷却后产生了弯曲变形,须经矫直后才能使用㊂目前国内外普遍使用的矫直方法是辊式矫直机矫直㊂在矫直辊巨大的弯曲应力㊁剪切应力和接触应力的作用下,钢轨的不同部位发生不同程度的塑性变形,轨头和轨底在矫直后横向变长,纵向变短,而轨腰纵向变得更长㊂因此,矫直后的钢轨在轨头和轨底产生纵向拉伸应力,轨腰产生纵向压缩应力,从轨头到轨底呈C 形分布,与矫直前的应力分布发生明显变化[14],如图3(c)所示㊂钢轨的材质显著影响钢轨矫直后的残余应力大小㊂由表1可知,贝氏体钢轨轨头和轨底的残余应力比珠光体钢轨相应位置的残余应力高得第1期王建军等㊀钢轨中残余应力的产生㊁影响及调控研究现状3㊀多㊂这是因为贝氏体钢轨的强度更高,矫直时需要矫直辊输出更大的压下力,造成贝氏体钢轨的残余应力也更大[4]㊂因此,降低贝氏体钢轨的残余应力是一项重要课题㊂图3㊀热轧钢轨表面纵向残余应力分布图Fig.3㊀Longitudinal residual stress distribution on thesurface of hot rolled rail表1㊀辊矫后60kg/m 贝氏体钢轨与珠光体钢轨残余应力对比Tab.1㊀Comparison of residual stress between bainiterail and pearlite rail after straighteningMPa钢种材质编号轨头轨腰轨底贝氏体U20Mn2SiCrNiMo-1255.2-148.6335.5U20Mn2SiCrNiMo-2236.4-127.1314.2U20Mn2SiCrNiMo-3231.0-143.7337.0平均240.9-139.8328.9珠光体U75V-1179.7-152.6199.8U75V-2130.8-151.9212.8U75V-3229.6-170.8211.1平均180.0-158.4207.9㊀㊀新钢轨在服役过程中,由于受车轮接触应力和摩擦力的作用,在轮轨接触表面发生塑性变形,也会引入一定的残余应力㊂该残余应力与钢轨中原有的残余应力相互叠加,使钢轨残余应力的分布发生一些变化,如图4所示[15]㊂轨头表面的纵向残余应力由拉应力变为压应力㊂轨腰和轨底残余应力在数值上变小,但分布规律变化不大㊂随着服役时间的增加,钢轨各部位残余应力分布状态逐渐趋于稳定㊂此外,打磨作为钢轨常用的养护手段,也会在钢轨中引入残余应力[16]㊂在打磨过程中,砂轮和钢轨的强烈摩擦会使钢轨表面局部温度迅速上升,造成钢轨表面与内部形成很大的温差㊂在冷却过程中,钢轨表面的收缩变形程度大于钢轨内部,但是钢轨表面的收缩变形受到钢轨内部材料的约束㊂因此,打磨结束后,在钢轨磨削区域的表层会产生较大的残余拉应力[17]㊂图4㊀轮轨循环滚动接触过程钢轨纵向残余应力变化曲线Fig.4㊀Variation curve of longitudinal residual stress inrail during wheel-rail rolling contact2.2㊀残余应力对钢轨疲劳断裂的影响如果钢轨内部的残余应力数值偏大且分布不当,会显著影响钢轨的综合性能㊂当钢轨轨头部位的纵向残余拉应力偏大时,如果在踏面亚表层处存在夹杂物等缺陷,或出现亚表层水平裂纹时,容易诱发钢轨横向疲劳断裂,造成断轨事故[18],如图5所示㊂在轨底,由于车轮通过引起的弯曲应力和残余应力都呈拉应力状态,两个拉应力叠加容易在轨底的缺陷处诱发疲劳裂纹㊂轨底过大的残余拉应力将直接影响钢轨的疲劳寿命,所以需要对其进行限制㊂我国铁道行业标准TB /T 2344 2012‘43kg /m ~75kg /m 钢轨订货技术条件“中对珠光体钢轨残余应力的要求是轨底纵向残余应力不能超过250MPa㊂对于贝氏体钢轨,铁总科技颁发的暂行技术条件TJ /GW 1172013‘U20Mn2SiCrNiMo 贝氏体钢轨暂行技术条件“规定轨底纵向残余应力不能超过330MPa㊂当轨腰存在较高的纵向残余压应力时,由于泊松效应,将在轨腰高度方向上形成残余拉应力,容易诱发钢轨轨腰的水平开裂[14]㊂钢轨中的残余应力㊁车轮作用在钢轨上的弯曲应力㊁接触应力在轨顶部位纵向方向构成循环应力㊂当轨顶残余应力由296MPa 下降到166MPa 时,纵向循环应力峰值由320MPa 降4㊀燕山大学学报2024低到181MPa,如图6所示[20]㊂由于应力变化范围越大,疲劳寿命越短,因此钢轨轨头部位的纵向残余应力与钢轨轨头疲劳寿命密切相关㊂另外,有研究结果表明,钢轨制造过程产生的残余应力会明显促进疲劳裂纹的萌生[21]㊂裂纹萌生后,残余拉应力将促进裂纹张开,并提高裂纹的最大应力强度因子㊂因此,钢轨轨头的残余拉应力会显著提高初始疲劳裂纹的扩展速率,降低钢轨的使用寿命[22]㊂综上所述,钢轨中的残余应力会显著促进疲劳裂纹的萌生和扩展,影响钢轨的综合性能㊂所以,对钢轨中残余应力的调控至关重要㊂图5㊀钢轨踏面亚表层夹杂物缺陷导致的断轨和裂纹Fig.5㊀Broken rail and cracks caused by inclusion defectsin subsurface of railtread图6㊀不同残余应力值对脉冲疲劳应力的影响Fig.6㊀Effects of different residual stress valueson pulse fatigue stress3㊀钢轨残余应力的调控本章依据钢轨生产的工艺流程,从预弯㊁冷却㊁矫直㊁回火四个方面出发,综述近年来在调控钢轨残余应力方面的研究成果㊂3.1㊀钢轨热预弯工艺对残余应力的影响钢轨轧制完直接冷却,会产生一个弯向轨头的弯曲度㊂热预弯工艺是使用弯轨小车在钢轨冷却前给它一个反向的弯曲变形,在接下来的冷却过程中,该变形可以补偿因钢轨各部位冷却不均匀导致的变形㊂所以,经过热预弯工艺的钢轨在冷却后的弯曲度要比未进行热预弯的小㊂已经证实,钢轨冷却后的矫前弯曲度越小,平直度越好,矫直后钢轨的断面尺寸变化越小㊁残余应力越小[23]㊂所以,研究钢轨矫前弯曲度的变化原理,获取适当的热预弯变形量,有利于降低钢轨最终的残余应力水平㊂秦瑞廷通过数学模型计算得到,钢轨的最佳热预弯变形量大小与相同外部环境下未预弯直接冷却后的弯曲变形量相等,方向为由轨头弯向轨底[24]㊂然而,有观点认为,预弯改变了钢轨在冷却阶段的应力㊁应变和位移等初始条件,若简单按照直接冷却后的变形参数进行预弯并不能达到最佳效果,需要进行适当的修正[25]㊂此外,研究者还得到预弯温度为800ħ时,冷却后的弯曲变形和残余应力均最小㊂除了轧后热预弯工艺,还有学者研究了利用辊径差和压下量差对钢轨进行定向且弯曲量可控的预弯轧法,通过该方法能够有效提高钢轨冷却后的全长平直度,使钢轨在进入矫直机时具有较小的弯曲度[26]㊂3.2㊀钢轨冷却制度对残余应力的影响钢轨在热轧成型后的冷却过程中,受热应力和相变应力的影响,会发生弯曲变形并产生残余应力㊂有研究表明,钢轨在轧后冷却过程中产生的残余应力值较小㊂新钢轨中的残余应力大小取决于矫直阶段[27]㊂还有研究表明,钢轨矫直后残余应力随矫直前弯曲度的增加而增大[23]㊂因此有必要对钢轨冷却过程的弯曲变形规律进行研究,从而开发出一种降低钢轨在冷却过程中弯曲变形程度的工艺㊂通过有限元仿真,可以很直观地得到U75V 钢轨在冷却过程弯曲度的变化情况,如图7所示[28-29]㊂在钢轨冷却初始阶段,由于轨底㊁轨腰比表面积大,冷却速度比轨头快,这时钢轨逐渐由轨头弯向轨底㊂随着冷却的进行,轨底㊁轨腰首先达到相变点,发生固态相变并释放相变潜热,导致轨底㊁轨腰的冷却速度有所减慢㊂与此同时,轨底㊁轨腰部分由于相变产生体积膨胀,使钢轨的弯曲度有所减小㊂轨底㊁轨腰完成相变时,钢轨达到平直状态㊂随后钢轨继续冷却收缩,但轨头收缩变第1期王建军等㊀钢轨中残余应力的产生㊁影响及调控研究现状5㊀形更大㊂钢轨慢慢地由平直变为弯向轨头,直至冷却结束㊂(a)3000s(b)4530s(c)4800s(d)9000s图7㊀钢轨在不同冷却时刻的弯曲变形图Fig.7㊀Bending deformation diagram of railat different cooling time㊀㊀由以上分析可知,钢轨冷却后产生弯曲变形主要是由于钢轨各部位冷却速度不同造成的㊂针对这一问题,Nallathambi 等提出一种基于材料质量分布的控制冷却方法[30]㊂该方法是在质量集中部位加大冷却速度,在边缘和角部降低冷却速度,可以达到降低材料的淬火变形和残余应力的作用㊂这为减小钢轨冷却后的弯曲变形程度提供了思路㊂由于轨头部位比表面积小,同等条件下散热更慢,因此可以采用提高轨头部位换热系数的方法,降低钢轨冷却后弯曲变形程度[31]㊂张文雄通过对钢轨风冷淬火进行数值模拟计算,优化了喷嘴间距㊁喷射距离和喷风压力,使钢轨冷却后弯曲变形程度减小[32]㊂目前,武钢建设了一条钢轨在线热处理生产线㊂该产线通过在轨头和轨底使用不同的喷风压力,可以达到降低钢轨冷却过程弯曲变形程度的目的[33]㊂可见,在钢轨冷却过程中,采用控制冷却的方式,是减小钢轨冷却变形程度,进而减小钢轨矫直后残余应力的发展方向㊂3.3㊀钢轨矫直工艺对残余应力的影响目前,针对钢轨冷却后产生的弯曲变形,大多使用辊式矫直机对其进行矫直㊂辊轮上下交错排列,每3个辊组成一个矫直变形区,共形成7个矫直变形区,如图8所示㊂弯曲变形的钢轨经过各变形区连续反弯,逐渐缩小残余曲率,最终被成功矫直㊂在此过程中,钢轨被反复弯曲,各个部位产生了不同程度的塑性变形,导致矫直后的钢轨内部存在很大的残余应力㊂如何在保证钢轨平直度满足要求的基础上,尽可能地降低钢轨残余应力是一个困扰轨道交通领域多年的难题㊂在过去的几年里,很多学者通过对钢轨矫直过程的数值模拟研究,寻求解释残余应力的演变规律,以及影响残余应力大小的因素[34-38]㊂图8㊀矫直机辊系示意图Fig.8㊀Diagram of straightener roller system㊀㊀由于钢轨在矫直过程中被反复弯曲导致的包辛格效应,很多学者在建立仿真模型时采用了随动强化模型[34-38]㊂Kaiser 等采用中子衍射法㊁等高线法和有限元模拟表征了矫直后钢轨的纵向残余应力分布,发现实验数据和模拟数据吻合良好,如图9所示[34]㊂这为利用有限元方法预测钢轨矫直过程残余应力的演变提供了基础㊂Biempica 等建6㊀燕山大学学报2024立了钢轨矫直过程的一㊁二㊁三维有限元模型,利用这些模型研究了不同的工艺参数对残余应力的影响,为优化工艺提供了参考[35]㊂不同道次的矫直对钢轨最终的残余应力会产生影响,有研究认为R4辊的压下量越大,最终的残余应力越大[36]㊂也有研究认为对钢轨最终残余应力影响最大的是R8辊,其次是R2辊和R6辊[37]㊂此外,钢轨矫直后的残余应力大小不仅与矫直辊总压下量有关,还与各矫直辊压下量之间的匹配有关[38]㊂图9㊀不同方法得到的钢轨横截面中心线纵向残余应力分布Fig.9㊀The longitudinal residual stress distribution along the vertical symmetry axis evaluated by different methods 3.4㊀回火对钢轨残余应力的影响珠光体钢轨矫直后残余应力相对较小,可以满足使用要求㊂因此,珠光体钢轨在矫直后不需回火处理㊂贝氏体钢轨矫直后的残余应力较大,为了消减残余应力,并进一步提高贝氏体钢轨的韧性㊁稳定组织,通常采取回火的处理方法[39]㊂在回火过程中,应力松弛与 材料软化效应 和 蠕变效应 有关[40]㊂ 材料软化效应 是指随着温度的升高,材料的屈服强度和弹性模量逐渐变小,且屈服强度的降低速率更大㊂残余应力是由弹性应变和弹性模量决定的,即屈服强度的降低速率大于残余应力的降低速率㊂当材料的屈服强度低于残余应力时,弹性应变要转化为塑性应变,从而导致最终残余应力的减小㊂蠕变是指在一定温度㊁应力条件下,随时间发生的材料变形不断增大的现象㊂蠕变过程中发生的材料变形将导致应力松弛㊂目前,关于回火消减残余应力的研究主要围绕蠕变展开[41],通过建立幂律蠕变模型揭示热处理过程中残余应力的演变规律[42]㊂有研究结果表明,在回火过程中, 蠕变效应 比 材料软化效应 对消减残余应力的贡献更大[43-44]㊂李智丽等通过实验,研究了保温时间对在线淬火贝氏体钢轨轨底残余应力的影响,得到随着保温时间的延长,钢轨轨底纵向残余应力的降低速度逐渐减小,如图10所示[45]㊂这可能是由于回火过程中内应力的释放导致蠕变效果减弱所致㊂张凤明等研究了保温温度对贝氏体钢轨轨底残余应力的影响,得到随着回火温度的升高,钢轨轨底纵向残余应力显著降低,如图11所示[46]㊂这是因为温度高时材料发生蠕变的驱动力更大所致[47]㊂图10㊀贝氏体钢轨在320ħ回火时轨底残余应力随回火时间的变化Fig.10㊀The variation of rail residual stress withtempering time at320ħ㊀㊀在回火时,不仅要考虑回火参数对钢轨中残余应力的影响,也要考虑回火参数对钢轨力学性能的影响㊂贝氏体组织在回火过程中可能发生残余奥氏体分解[48]㊁碳化物析出[49]㊁位错密度降低以及贝氏体铁素体板条粗化等现象[50]㊂贝氏体组织的变化将直接导致其性能发生改变㊂有研究表明,随着回火的温度升高,贝氏体钢的冲击韧性呈先升高后降低的趋势[51]㊂还有研究表明20CrSiMn2MoV贝氏体钢在250ħ回火时,随着时间的延长,其硬度值和抗拉强度逐渐下降,塑性呈先升高后降低的趋势[52]㊂可见单纯地提高回火温度㊁延长保温时间可能会显著影响贝氏体钢轨的力学性能㊂近期有研究结果表明,一种中碳马氏第1期王建军等㊀钢轨中残余应力的产生㊁影响及调控研究现状7㊀体钢通过高温快速回火可以获得比常规回火更优异的拉伸性能和断裂韧性[53]㊂由于较高的回火温度更有利于残余应力的释放[54],并且在回火初期残余应力的降低速度最快[55],因此高温快速回火工艺可能是贝氏体钢轨残余应力与力学性能协同调控的发展方向㊂图11㊀保温时间为24h 时贝氏体钢轨轨底残余应力随回火温度的变化Fig.11㊀The variation of rail residual stress with temperingtemperature when holding time is 24h4 总结与展望本文在概述钢轨残余应力的测量方法㊁产生原因及其对综合性能影响的基础上,从钢轨制造流程预弯㊁冷却㊁矫直㊁回火四方面,综述了钢轨残余应力的演变规律和调控技术研究进展㊂钢轨经冷却后的矫前弯曲度越小,平直度越好,矫直后钢轨的断面尺寸变化越小㊁残余应力越小㊂在钢轨冷却过程中采用控制冷却的方式,是减小钢轨冷却变形程度,进而减小钢轨矫直后残余应力的发展方向㊂随着钢轨的服役环境越来越苛刻,贝氏体钢轨残余应力大的问题逐渐变得突出㊂在贝氏体钢轨回火过程中,通过提高回火温度㊁延长保温时间,可以降低钢轨的残余应力;但是,回火参数会显著影响贝氏体钢轨的力学性能㊂因此贝氏体钢轨回火时,残余应力的控制与组织性能调控必须协同进行㊂数值模拟作为研究钢轨残余应力演变规律和调控技术的一种重要手段被广泛应用㊂目前,钢轨制造过程中的某些数学模型还不够完善㊂在钢轨冷却过程数学模型的建立过程中需进一步考虑相变产生的组织应力,在贝氏体钢轨矫直过程的力学模型建立过程中还需考虑残余奥氏体的转变情况㊂构建更加完善的数学模型,对于深入了解钢轨残余应力的形成机理㊁开发降低钢轨残余应力方法具有重要意义㊂参考文献1 陈昕.高速重载贝氏体钢轨开发的应用基础研究 D .沈阳 东北大学 2013.CHEN X.Investigation on the application basis for developingbainitic rail for usage of high-speed and over loading railroad D .Shenyang Northeastern University 2013.2 陈岳源 马立忠 易大斌.钢轨残余应力试验分析 J .铁道学报 1982 4 2 72-86.CHEN Y Y MA L Z YI D B.Test and analysis of residual stressin rails J .Journal of the China Railway Society 1982 4 272-86.3 王权 李春龙 付学义 等.钢种㊁轨型及生产工艺对钢轨矫后残余应力的影响 J .金属热处理 2002 27 9 35-37.WANG Q LI C L FU X Y et al.Effects of steel grade rail shapeand process on residual stress of steel rail after straightening J .Heat Treatment of Metals 2002 27 9 35-37.4 詹新伟 王树青.基于技术标准的钢轨残余应力测试与分析J .铁道技术监督 2015 43 10 1-5.ZHAN X W WANG S Q.Test and analysis of rail residual stressbased on technical standard J .Railway Quality Control 201543 10 1-5.5 刘佳朋 杜涵秋 李英奇 等.典型生产工艺对无碳化物贝氏体钢轨组织与性能的影响 J .中国铁道科学 2022 43 129-37.LIU J P DU H Q LI Y Q et al.Effect of typical productionprocess on microstructure and properties of carbide-free bainitic rail steels J .China Railway Science 2022 43 1 29-37.6 李杨.残余应力对钢轨疲劳裂纹萌生与扩展的影响机理研究D .石家庄 石家庄铁道大学 2017.LI Y.Study on the effect of residual stress on fatigue crackinitiation and propagation of rail D .Shijiazhuang Shijiazhuang Tiedao University 2017.7 刘杰.钢轨表面疲劳裂纹扩展机制 J .钢铁 2017 52 467-71.LIU J.Analysis of propagation mechanism of fatigue crack on railsurface J .Iron and Steel 2017 52 4 67-71.8 李烨峰 刘丰收 李晨光 等.大秦铁路重车线U78CrV 钢轨锈蚀断裂原因分析 J .铁道建筑 2019 59 3 116-119.LI Y F LIU F S LI C G et al.Cause analysis of rust corrosion and8㊀燕山大学学报2024fracture of U78CrV rails in Datong-Qinhuangdao heavy haul railway J .Railway Engineering 2019 59 3 116-119.9乔桂英张诗禹张智恩等.预变形对X80直缝埋弧焊管焊接接头残余应力及疲劳性能影响的模拟研究 J .燕山大学学报2020 44 6 552-557.QIAO G Y ZHANG S Y ZHANG Z Y et al.Effect of pre-deformation on residual stress and fatigue life of weld joint of X80 LSAW pipe J .Journal of Yanshan University 2020 446 552-557.10韩志杰李钧正杨正宗.钢轨轨底残余应力测量与研究 J .南方金属2020 5 1-3.HAN Z J LI J Z YANG ZZ.Measurement and study of residual in rail foot J .Southern Metals 2020 5 1-3.11刘佳朋刘钰李闯等.在线热处理贝氏体钢轨三维残余应力研究 J .铁道建筑2022 62 3 34-38.LIU J P LIU Y LI C et al.Study on3D residual stress of online heat treatment bainitic rail J .Railway Engineering 2022 623 34-38.12KANG C WENNER M MARX S.Experimental investigation on the rail residual stress distribution and its influence on the bending fatigue resistance of rails J .Construction and Building Materials 2021 284 122856 15.13WANG J FENG Q.Residual stress determination of rail tread using a laser ultrasonic technique J .Laser Physics 2015 255 056104.14张东涛.Cr-Mo合金钢轨轨腰水平断裂机理的研究 D .北京铁道部科学研究院2001.ZHANG D T.Study on longitudinal web fracture in Cr-Mo alloy rail D .Beijing China Academy of Railway Sciences 2001. 15高明昕杨建付丽华等.钢轨循环滚动接触过程残余应力-应变的变化规律研究 J .铁道学报2018 40 11 147-153. GAO M X YANG J FU L H et al.Study on variation rules of rail residual stress and strain during cyclic rail rolling contact J . Journal of the China Railway Society 2018 40 11 147-153. 16王文玺李建勇吴源等.钢轨砂带打磨残余应力的试验与仿真研究 J .金刚石与磨料磨具工程2020 40 3 5-12. WANG W X LI J Y WU Y et al.Experimental and simulation investigation into residual stress for rail grinding with abrasive belt J .Diamond&Abrasives Engineering 2020 40 3 5-12. 17HUANG L DING H ZHANG S et al.Simulation research on temperature field and stress field during rail grinding J . Proceedings of the Institution of Mechanical Engineers Part F Journal of Rail and Rapid Transit 2021 235 10 1-13.18王权付学义李智丽.钢轨内残余应力的产生及其危害 J .金属热处理2004 29 6 29-33.WANG Q FU X Y LI Z L.Production of the residual stress in the rail and its harm J .Heat Treatment of Metals 2004 29 6 29-33.19吕晶杨其全邹定强等.贝氏体钢轨母材轨头核伤原因分析 J .铁道建筑2020 60 1 120-124.LYU J YANG Q Q ZOU D Q et al.Analysis on cause of rail head transverse cracks of bainite rail base metal J .Railway Engineering 2020 60 1 120-124.20丁韦高振坤宋宏图等.残余应力对贝氏体钢轨使用缺陷的影响 J .铁道建筑2021 61 6 116-120.DING W GAO Z K SONG H T et al.Research on evaluation standard system of chord measurement for track static geometric irregularity of high speed railway J .Railway Engineering 2021 61 6 116-120.21LI Y CHEN J WANG J et al.Study on the effect of residual stresses on fatigue crack initiation in rails J .International Journal of Fatigue 2020 139 2 105750.22昝晓东王强胜生月等.考虑塑性的钢轨表面疲劳微裂纹分析 J .表面技术2018 47 11 151-156.ZAN X D WANG Q S SHENG Y et al.Analysis of fatigue micro-crack on rail surface under plasticity J .Surface Technology 2018 4711 151-156.23梁婕袁希金张亚军等.重轨矫直残余应力有限元模拟研究 J .山西冶金2020 43 2 46-48.LIANG J YUAN X J ZHANG Y J et al.Finite element simulation of residual stress in heavy rail straightening J .Shanxi Metallurgy 2020 43 2 46-48.24秦瑞廷.终轧钢轨热预弯空冷后矫前弯曲度控制机理研究 D .秦皇岛燕山大学2014.QIN R T.Research on final rolling rail control mechanism of curvature before straightening after hot pre-bending D . Qinhuangdao Yanshan University 2014.25崔海燕.百米钢轨矫前弯曲度与残余应力的研究 D .包头内蒙古科技大学2009.CUI H Y.Research of curvature and residual stress before straightening on100-meter rail D .Baotou Inner Mongolia University of Science&Technology 2012.26吴迪赵宪明王永明等.用热定径 定向预弯法轧制高精度高平直度重轨 J .钢铁2000 35 10 37-39.WU D ZHAO X M WANG Y M et al.Rolling the rails of high straightness for high-speed tracks by hot finish rolling-prebending in specific direction J .Ironand Steel 2000 35 10 37-39. 27张祖光.钢轨残余应力研究 J .钢铁1982 17 6 49-54. ZHANG Z G.Study of residual stress in rails J .Iron and Steel 1982 17 6 49-54.28段金良.钢轨冷却过程中温度场及弯曲变形数值模拟研究 D .包头内蒙古科技大学2012.DUAN J L.Numerical simulation of temperature field and deformation in rail cooling process D .Baotou Inner Mongolia University of Science&Technology 2012.29高明昕.U75V钢轨冷却过程数值模拟研究 D .鞍山辽宁科技大学2011.GAO M X.Study on the numerical simulation of the cooling。
管道钢材与陶瓷涂层界面残余应力分布的有限元分析王瑞英【摘要】管道钢材的表面性状对管道钢材的性能具有重要的影响,采用陶瓷涂层改性管道钢材表面是目前改善管道钢材性能的重要途径,钢材表面热喷涂技术是常用的钢材表面改性方法之一.针对喷涂涂层内存在的残余应力问题,利用ANSYS软件,对Al2O3-13%TiO2陶瓷涂层材料中的残余应力的大小和分布进行了模拟计算.结果表明:在只考虑温度因素时,基体内部残余应力分布均匀,且应力值很小;在涂层界面存在应力突变,喷涂粒子的冲击力可使涂层内的残余应力增大近2个数量级,且残余应力的最大值位于涂层表面;在钢材与陶瓷界面采用过渡层,可显著降低残余应力,缓和界面应力突变.【期刊名称】《石油工程建设》【年(卷),期】2018(044)006【总页数】4页(P79-82)【关键词】管道钢材;陶瓷涂层;残余应力;有限元分析;等离子喷涂【作者】王瑞英【作者单位】海洋石油工程股份有限公司, 天津 300451【正文语种】中文管道钢材的表面性状对管道钢材的性能具有重要的影响,采用陶瓷涂层改性管道钢材表面是目前改善管道钢材性能的重要途径,钢材表面热喷涂技术是常用的钢材表面改性方法之一[1]。
然而由于涂层与基体母材物性参数存在差异,在二者界面上存在较大的残余应力,降低了涂层与基体母材的结合强度,易导致涂层剥落,限定了热喷涂技术的应用范围。
对涂层结合处残余应力进行有限元分析,可明确涂层的应力大小、分布以及引起残余应力的原因,这对采取措施以增强涂层结合力,提高涂层使用寿命具有指导意义。
1 有限元模型1.1 模型建立与网格划分(1)模型建立。
计算所用试样基体为45#钢管,规格为φ15 mm×5 mm;涂层材料选用Al2O3-13%TiO2(简称AT涂层)和NiCr-Cr3C2两种陶瓷材料;过渡层材料为镍包铝,涂层厚度300 μm。
沿试样直径方向取一矩形剖面,长7.5 mm,进行二维有限元应力分析。
[x 1,x 2]=[90.6938,17.9316]T fval =589.9764exitflang =1output =iterations :4;funcCount :19;stepsize :1;algorit hm :’medium 2scale :SQ P ,Quasi 2New 2ton ,line 2search ’3.3 优化结果比较据文献[11]圆整得到d =95mm ,N =18。
相比常规设计结果d o =105mm ,N o =20,F (d N )值减少的比率η=(F o -F )/F o ≈0123。
由此看出,在满足可靠度要求前提下,通过优化设计可使密封螺栓的结构尺寸和数量明显减少,总体质量至少减轻20%。
此外,采用可靠的MA TL AB 优化算法,也极大提高了双锥密封螺栓的设计精度。
4 结语(1)以双锥密封螺栓为对象所采用的可靠性优化设计方法,不仅改变了常规设计与普通优化设计将设计变量处理成确定型变量的概念,而且在优化设计的基础上,综合考虑了每个约束的可靠性,使结果既满足可靠性和强度要求,同时又比单一使用优化方法或可靠性设计在结构尺寸上更为经济合理,更加符合工程实际。
(2)利用可靠性优化计算,一方面可以对双锥密封螺栓组的主要参数进行优化,从而获得更为理想的结构参数,同时还能准确地预测螺栓组联结的可靠度水平,这对高压容器密封结构的可靠运行显得特别重要。
(3)应用MA TL AB 优化工具箱对所建数学模型进行优化求解,不需要编写大量程序,其算法简单、容易理解,因此提高了可靠性优化设计的实用性和效率。
参考文献:[1] 丁伯民,黄正林.化工设备设计全书———高压容器[M ].北京:化学工业出版社,2003.[2] 刘惟信.机械可靠性设计[M ].北京:清华大学出版社,1996.[3] 王 启.常用机械零部件可靠性设计[M ].北京:机械工业出版社,1996.[4] 陈立周.机械优化设计方法[M ].北京:冶金工业出版社,2005.[5] 徐梓斌,闵剑青.基于MA TL AB 的螺栓组联接的可靠性优化设计[J ].机械设计与研究,2006,22(3):54256.[6] G B 150—1998,钢制压力容器[S].[7] 王志文,蔡仁良.化工容器设计[M ].北京:化学工业出版社,2005.[8] 吴宗泽.机械设计[M ].北京:高等教育出版社,2001.[9] 苏金明.MA TLAB6.1应用指南(下册)[M ].北京:电子工业出版社,2002.[10]王正林.精通MA TLAB 7[M ].北京:电子工业出版社,2006.[11]G B 196—2003,普通螺纹基本尺寸[S].(张编) 收稿日期:2008205229作者简介:何天平(19642),男,江苏常州人,高级工程师,硕士,从事化工设备的安全研究。
不同受力形式的应力释放过程分析郑烁;孟阳君【摘要】应力释放法是土木工程结构现存应力检测的一种方法.针对特定的结构,选择不同的受力形式,从理论上推导了圆孔应力释放的应力表达式.其次,采用有限元模型,对圆孔应力释放过程进行了模拟,再次验证上述公式的准确性及有效性.最后,分析了开孔梁孔深与应力释放的规律,得出孔深为孔径的5倍时,释放的应力与通孔相同.【期刊名称】《湖南交通科技》【年(卷),期】2018(044)004【总页数】5页(P106-110)【关键词】工程结构;应力释放法;理论;模拟【作者】郑烁;孟阳君【作者单位】湖南文理学院,湖南常德415000;湖南文理学院,湖南常德415000【正文语种】中文【中图分类】U441目前,大量已存的土木工程结构(例如房屋、桥梁等)都存在不同程度的病害,急需检测评估。
在这众多的检测内容之中,结构现存内力的检测评估是其一项重要内容。
结构现存内力的测试方法中,应力释放法是一种普遍采用的、有效的检测方法。
关于应力释放法的研究很多,主要的方法有钻孔法、盲孔法、开槽法等。
廖凯等[1]以7075铝合金板材进行加工仿真和试样试验研究,分析了加工中及加工后两类应力分布现象,并提出了减小变形的措施。
何江陵等[2]提出了以应力释放法为主的综合评定方法,并用它检测了广州海珠大桥的主要杆件的实际应力,与理论计算值对比,得到广州海珠大桥承载力评定结果。
贾巧燕等[3]提出了环形槽应力释放法,并对2根预应力混凝土梁进行了试验分析。
郭琦等[4]为更高精度地获取混凝土梁式桥当前的弯曲应力实际状态,采用相对匀质的普通构造钢筋进行了应力释放法研究。
冯朝勇等[5]分析剥层法、套孔法、钻孔法、自孔法和开槽法的基木原理,研究它们的发展现状和工程实践的可行性。
马海营等[6]分析了材料去除与加工变形的关系,解释了开槽法释放应力的基本原理。
赵成功等[7]通过大量实验与电算发现,应力释放造成的应变,再由混凝土的本构关系得出具体的应力值这一逆过程来研究现存的预应力的大小具有相当的准确度和研究价值。