计数型控制图分类及案例分析
- 格式:pptx
- 大小:449.46 KB
- 文档页数:18
计数值数据控制图过程能力分析引言计数值数据控制图是一种用于监控过程稳定性和能力的有效工具。
通过收集样本数据并绘制控制图,可以帮助我们判断过程是否处于统计性控制,并评估过程的能力。
本文将介绍计数值数据控制图的基本原理和常用的过程能力分析方法。
计数值数据控制图介绍计数值数据控制图是一种用于监控离散型数据的过程控制工具。
它通过收集数据并绘制控制界限来判断过程的稳定性和能力。
计数值数据通常指的是在一定时间或空间范围内,某个特定事件的发生次数。
常见的计数值数据控制图包括:P图、NP图、C图和U图。
P图和NP图适用于二项分布的离散型数据,C图适用于计数型数据,U图适用于事件发生的时间间隔。
过程能力分析方法过程能力分析是指通过统计量和控制界限来评估过程的能力。
常用的过程能力指标有过程潜在能力指数(Cp)、过程实际能力指数(Cpk)和过程盒子能力指数(Cpm)。
过程潜在能力指数(Cp)过程潜在能力指数是用来评估过程在规格范围内的可变性的指标。
它是根据过程的规格上下限与控制限之间的距离来计算的。
Cp的计算公式为:Cp = (USL - LSL) / (6 * sigma)其中,USL表示过程的规格上限,LSL表示过程的规格下限,sigma 表示过程的标准差。
Cp的值越接近1,表示过程的能力越高。
过程实际能力指数(Cpk)过程实际能力指数是用来评估过程在规格范围内的偏移和可变性的指标。
它考虑了过程的中心位置。
Cpk的计算公式为:Cpk = min((USL - μ) / (3 * sigma), (μ - LSL) / (3 * sigma))其中,USL表示过程的规格上限,LSL表示过程的规格下限,mu 表示过程的均值,sigma表示过程的标准差。
Cpk的值越接近1,表示过程的能力越高。
过程盒子能力指数(Cpm)过程盒子能力指数是用来评估过程在规格范围内的偏移、可变性和非正常情况比例的指标。
它考虑了过程的中心位置和不符合规格的比例。



计数型控制图分类及案例分析引言计数型控制图是一种常用的质量管理工具,用于监控和控制生产过程中的缺陷数量。
它可以帮助企业及时发现并解决生产过程中的质量问题,提高产品质量和生产效率。
本文将介绍计数型控制图的分类及其在实际生产中的应用案例分析。
一、计数型控制图分类根据被测量的质量特征的性质,计数型控制图可分为以下几类:1. P型控制图P型控制图是用于监控不合格品(缺陷品)的百分比的控制图。
它适用于对质量特征进行二元分类的场景,如产品是否合格、工作过程是否按照要求进行等。
在P型控制图中,我们记录每次生产中不合格品(缺陷品)的数量,然后计算不合格品的百分比。
2. C型控制图C型控制图是用于监控单位产品中缺陷次数的控制图。
它适用于对质量特征进行可计数的场景,如产品中缺陷的数量、设备故障次数等。
在C型控制图中,我们按照一定的时间间隔或生产批次来统计缺陷的数量。
3. U型控制图U型控制图是用于监控单位产品中缺陷的平均数的控制图。
U型控制图是对C型控制图的升级,它考虑了单位产品的不同大小或不同生产周期中的缺陷数量的波动。
通过综合考虑缺陷数目和单位产品的差异,U型控制图可以更加准确地监控和控制生产过程中的质量问题。
二、案例分析在实际生产中,计数型控制图被广泛应用于各个行业。
下面以汽车行业为例,进行案例分析。
1. P型控制图应用案例:汽车生产线上的不合格率监控汽车生产过程中存在着许多环节,如果某个环节的不合格品率过高,将严重影响整体生产效率和产品质量。
因此,汽车生产企业常常利用P 型控制图来监控生产线上的不合格品率。
在该案例中,汽车生产企业每天按照一定的时间间隔对生产线上的车辆进行抽检,记录不合格品的数量,并计算当天的不合格品率。
通过绘制P型控制图,汽车生产企业可以及时发现生产线上的不良情况,并采取相应的措施进行改进,从而提高产品质量和生产效率。
2. C型控制图应用案例:汽车发动机缺陷次数监控汽车发动机是汽车的核心部件之一,其质量直接影响到整车的可靠性和性能。
四种计数型控制图的适用场合摘要:控制图作为SPC品质分析的核心工具, 主要用来监测过程是否处于控制状态的一种图形方法。
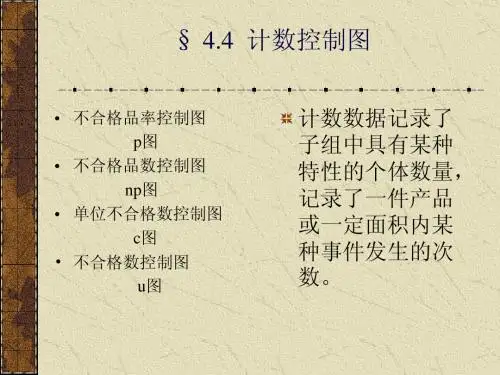
其中控制图主要分为两大类,一是计量型控制图,另一种是计数型控制图.下面我们主要针对计数型中常见的四种类型控制图的适用场合进行介绍.首先,我们先来看下计量型控制图跟计数型控制图的主要区别:•计数值控制图:它是以计件产品的不良件数或点数的表示方法,数据在理论上有不连续的特性,故称为离型变量;•计量型控制图:指产品需实际量测而取得的连续性实际值,并对其做数理分析,以说明该产品在此量测特性的品质状况的方法.计数型控制图的种类•P 控制图(不合格率控制):用于对产品不合格品率的控制;•NP 控制图(不合格品数控制图):用于对不合格品数的控制;•C 控制图(缺陷数控制图):用于单件上缺陷数的控制;•U控制图(单位缺陷数控制图):用于单位面积、单位长度上缺陷数的控制。
四种计数型控制图的应用场合•P 控制图(不合格率控制):用于控制对象为不合格品率或合格品率、交货延迟率、缺勤率、差错率等计数值质量指标的场合。
•NP控制图:用于控制对象为不合格品数的场合。
设n为样本大小,P为不合格品率,则NP为不合格品个数,取NP为不合格品数控制图的简记记号。
NP图用于样本大小相同的场合。
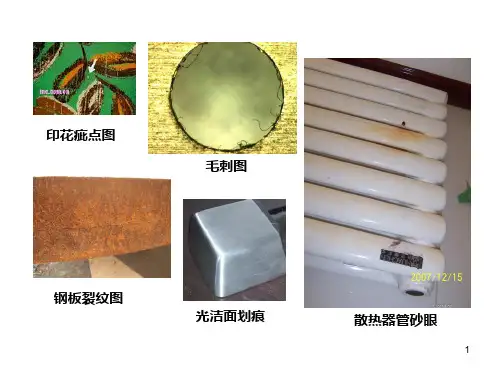
•C控制图:用于控制一部机器,一个部件,一定的长度,一定的面积或任何一定的单位中所出现的缺陷数目。
C图用于样本大小相等的场合。
如涂装车间机盖上的脏点数,可用C图。
•U控制图:当样品的大小变化时,应将一定单位中出现的缺陷数换算为平均单位缺陷数后用U控制图。
例如,在制造厚度为2mm 的钢板的生产过程中,一批样品是2平方米,另一批样品是3平方米,这时应换算为平均每平方米的缺陷数,然后再对它进行控制。
计量型控制图及实例分析1. 引言计量型控制图是一种常用的质量管理工具,用于监控某一过程中连续变量的性能和稳定性。
通过绘制控制图,可以及时发现过程中的异常情况,并采取相应的措施进行调整和改进。
本文将介绍计量型控制图的基本概念和常见类型,并通过实例分析,说明其应用和意义。
2. 计量型控制图的基本概念计量型控制图的基本概念包括:2.1 过程能力指标过程能力指标是衡量过程性能的指标,常用的有过程平均值($\\bar{x}$)和过程标准差(S)。
通过计算过程能力指标,可以评估过程的稳定性和一致性。
2.2 控制限控制限是用于判断过程是否受到可接受变异的限制。
常见的控制限有上限(UCL)和下限(LCL),通过与过程数据进行比较,可以判断过程是否处于控制状态。
2.3 控制图控制图是将过程数据绘制在图表上,用于观察过程的变异情况和判断过程是否处于控制状态。
常见的控制图有平均值图($\\bar{x}$图)、极差图(R图)和标准差图(S图)等。
3. 常见的计量型控制图3.1 平均值图平均值图($\\bar{x}$图)用于监控过程平均值的变化情况。
通过收集一组样本数据,计算每个样本的平均值,并绘制在平均值图上。
同时绘制上下控制限,用于判断过程的稳定性。
3.2 极差图极差图(R图)用于监控过程变异的情况。
通过收集一组样本数据,计算每个样本的极差(最大值减去最小值),并绘制在极差图上。
同样需要绘制上下控制限,用于判断过程的稳定性。
3.3 标准差图标准差图(S图)用于监控过程标准差的变化情况。
通过收集一组样本数据,计算每个样本的标准差,并绘制在标准差图上。
同样需要绘制上下控制限,用于判断过程的稳定性。
4. 实例分析4.1 数据收集在某电子产品制造过程中,收集了一组连续的样本数据,用于进行计量型控制图的分析。
每个样本包含10个测量值,总共收集了20个样本。
4.2 平均值图分析根据收集的样本数据,计算每个样本的平均值,并绘制在平均值图上。