塑料注射(注塑)模具结构图解
- 格式:pdf
- 大小:124.88 KB
- 文档页数:1
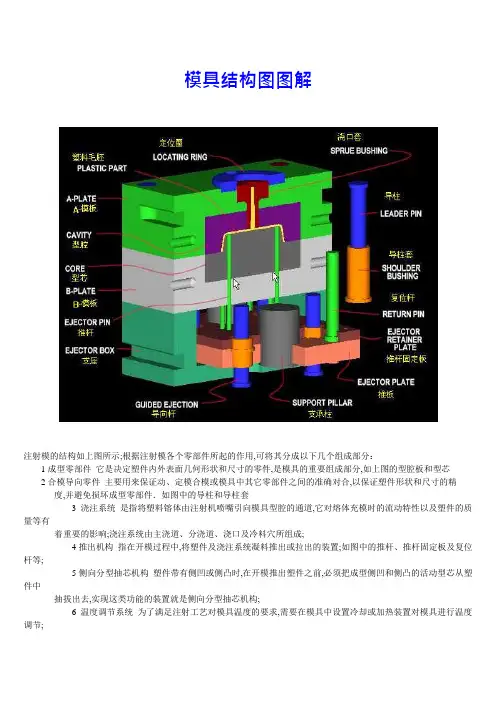
模具结构图图解
注射模的结构如上图所示;根据注射模各个零部件所起的作用,可将其分成以下几个组成部分:1成型零部件它是决定塑件内外表面几何形状和尺寸的零件,是模具的重要组成部分,如上图的型腔板和型芯2合模导向零件主要用来保证动、定模合模或模具中其它零部件之间的准确对合,以保证塑件形状和尺寸的精度,并避免损坏成型零部件.如图中的导柱和导柱套
3浇注系统是指将塑料镕体由注射机喷嘴引向模具型腔的通道,它对熔体充模时的流动特性以及塑件的质量等有
着重要的影响;浇注系统由主浇道、分浇道、浇口及冷料穴所组成;
4推出机构指在开模过程中,将塑件及浇注系统凝料推出或拉出的装置;如图中的推杆、推杆固定板及复位杆等;
5侧向分型抽芯机构塑件带有侧凹或侧凸时,在开模推出塑件之前,必须把成型侧凹和侧凸的活动型芯从塑件中
抽拔出去,实现这类功能的装置就是侧向分型抽芯机构;
6温度调节系统为了满足注射工艺对模具温度的要求,需要在模具中设置冷却或加热装置对模具进行温度调节;
7排气系统在注射过程中必须将型腔内原有的空气和塑料本身释放出来的气体排出,以免它们造成成型缺陷;排
气结构常在分型面处开设排气格,也可以利用拉杆或型芯与模具的配合间隙来排气;
8支承零部件这类零件在注射模中是用来安装固定或支承上述零部件的;。

本科毕业设计(论文) 题目:塑料端盖注射模设计塑料端盖注射模设计摘要随着社会的发展,不同品种和功能的塑料的出现,塑料产品与我们的日常生活越来越密切。
塑料模具设计对生产与生活也越来越重要。
本次毕业设计的课题为塑料端盖注塑模具设计,主要在对塑件从材料上进行工艺分析,确定分型面及型腔数;完成浇注系统的设计,浇口采用侧浇口;抽芯机构采用斜导柱实现塑件的侧孔成型;脱模机构采用顶杆推出。
同时通过合理地选择注射机并对注塑压力、最大注塑量、锁模力、开模行程等相关方面进行校核,进一步保证设计的合理型,并设计温度调节系统和阐述模具装配等方面。
本次设计完成了塑料端盖的生产,此次设计不仅结构简单,生产效率高,而且运动可靠生产成本低。
最重要的是适用于人们的生活中。
关键词:端盖注塑模具;分型面;注塑模具;注射机Plastic end cap injection mold designAbstractWith the development of society different varieties and function plastic appearance in our lives, plastic productions have closer to our daily lives. Plastic mold design is more and more important to the production and life.The topic of this graduation design for the plastic end cover injection mold design, mainly in based on the analysis of the molding for plastic parts are made from the raw material analysis, forming characteristics, parting surface selection, the design of the gating system, cooling system design, the core and cavity structure design, launch reset structure design, design of side core-pulling mechanism and the design of steering mechanism and other aspects detailed in this paper, the design of the end cover injection mold process. At the same time, through the rational selection of the injection machine and check the injection pressure, the maximum injection quantity, clamping force, mold opening stroke and other related aspects, further ensuring reasonable design, and design the temperature control system and elaborated the mold assembly.This design completed the production of plastic end cover, it not only has simple structure, but also has high production efficiency and the movement is reliable low production cost.The most important it is suitable for people's life.Key Words:cover injection mold;lateral core-pulling;parting surface;injection mold;injection machine主要符号表公P 公称压力 0P 注射压力v 公最大注射量 S 收缩率v q 体积流量 'α锁紧块的斜角α斜导柱倾斜角 S 机开模行程max S 最大收缩率 S 模具制造公差z δ模具制造公差 c δ模具磨损量3h 传热膜系数 d 斜导柱直径S 抽抽芯距 []σ材料的许用应力max H 模具最大闭合高度 min H 模具最小闭合高度P 导滑槽施加的压力 Q 总模具型腔的总热量i t 流道中各段流程的厚度 A 塑件包紧型芯的侧面积L 斜导柱的有效工作长度 i L 流道中各段流程的长度p 塑件对型芯产生的单位正压力[]δ为脱模板中心允许的最大变形量1F 斜导柱与滑块之间的摩擦阻力2F 导滑槽与滑块之间的摩擦阻力目录摘要 (I)Abstract (II)主要符号表 (III)1绪论 (V)1.1塑料的发展 (1)1.2塑料模具发展 (1)1.2.1国内外注塑模具的发展现状 (1)1.2.2国内外注塑模具的发展趋势 (2)1.3本文主要设计内容 (2)2 塑件材料及工艺的分析 (4)2.1PA1010基本特性 (4)2.2PA1010成型工艺分析 (4)2.3塑件结构分析 (4)2.4塑件尺寸及精度分析 (5)2.5塑件表面质量分析 (5)2.6塑件厚度分析 (5)2.7塑件的体积和质量 (6)3 塑件在模具中的布局 (7)3.1型腔数目的确定 (7)3.2型腔的分布 (7)3.3分型面设计 (7)3.3.1分型面的分类 (7)3.3.2分型面的选择原则 (7)4 浇注系统的设计 (9)4.1浇注系统设计的组成及要求 (9)4.2主流道设计 (9)4.3分流道设计 (10)4.3.1分流道设计要点 (10)4.3.2分流道的形状和尺寸 (11)4.3.3分流道的表面粗糙度 (11)4.4浇口设计 (11)4.4.1浇口的作用 (12)4.4.2浇口的截面形状和尺寸 (12)4.4.3浇口位置的选择 (13)4.5冷料穴的设计 (13)4.6拉料杆的设计 (14)5 成型零件的结构设计 (15)5.1成型零件的结构形式及设计 (15)5.1.1凹模结构设计 (15)5.1.2型芯结构设计 (16)5.2成型零件工作尺寸的计算 (16)5.2.1影响塑件尺寸精度的因素 (16)5.2.2模具成型零件的工作尺寸计算 (17)6 结构零部件设计 (18)6.1注射模架的选取 (20)6.2垫块的设计 (20)6.3合模导向机构的设计 (20)6.3.1导柱的设计 (20)6.3.2导套设计 (21)7 侧向分型与抽芯机构的设计 (22)7.1斜导柱的设计 (22)7.1.1斜导柱的形状及技术要求 (22)7.1.2斜导柱的倾斜角 (22)7.1.3斜导柱的长度 (22)7.1.4斜导柱的受力分析与直径计算 (23)7.2滑块的设计 (24)7.3导滑槽的设计 (24)7.4滑块定位装置 (25)7.4.1滑块定位装置的作用 (25)7.4.2结构形式 (25)7.5楔紧块 (25)7.6成型斜顶杆的设计 (22)8 推出机构设计 (23)8.1推出方式的选取 (23)8.2推出力计算 (23)8.3推出机构设计 (24)8.3.1推杆推出机构设计 (24)8.3.2推出机构导向与复位 (29)9 注射机的型号和规格选择及校核 (27)9.1初选注射机规格 (27)9.2注射机工艺参数校核 (27)9.2.1最大注射量的校核 (27)9.2.2注射压力的校核 (28)9.2.3锁模力的校核 (28)9.3注射机安装部分与模具相关尺寸校核 (28)9.3.1喷嘴尺寸校核 (28)9.3.2定位圈尺寸校核 (29)9.3.3最大最小模厚校核 (29)9.3.4开模行程校核 (29)10 冷却系统的设计 (30)10.1冷却装置设计要点 (30)10.2冷却回路布置 (30)11 模具的分析及保养 (31)11.1模具的经济效益分析 (30)11.2模具的保养 (30)12 结论 (31)参考文献 (37)致谢 (33)毕业设计(论文)知识产权声明 (39)毕业设计(论文)独创性声明 (40)1绪论1.1塑料的发展现代工业的飞速发展为素有“工业之母”美誉的模具工业带来前所未有的发展机遇,而模具材料的应用在模具制造中起举足轻重的作用。

注塑模之标准模架模架之标准模架模具是制造模型的⼯具,按特定形状去成型具有⼀定形状和尺⼨的制品的⼯具。
模具技术在制造业中占⽤很⾼的地位。
对于我们产品设计⼈员来说,模具在⼯作中频繁出现,与我们的⼯作内容关系紧密,因为我们设计出来的产品零件很多需要通过模具来实现,对于模具知识的掌握是必不可少的。
模具(注射模)组成:成型部分、浇注系统、导向机构、脱模装置、侧向分型抽芯机构、温度调节和排⽓系统和标准模架。
⼀,标准模架结构简述不同产品零件所需要的模具不⼀样,⽽模具结构⼜有很多相同的结构,所以为了更加效率地做出模具,⼈们开始使⽤⼀些标准模架,标准模架构成了模具的⾻架,只要换成不同的匹配模仁,就能成型不同的零件,对于整个模具来说,就有三个部分组成:前模板、后模板和模仁,当然,⼀套模具是相当复杂的,这⾥只是介绍模具的⾻架--标准模架。
1标准模架的分类对于塑胶模具,按照基本结构分类,⼀般分为⼆板模式模具(⼤⽔⼝)和三板式模具(细⽔⼝),其中三板式模具⼜可以细分为细⽔⼝模具和简化型细⽔⼝模具,对应的就有⼤⽔⼝模架、细⽔⼝模架和简化型细⽔⼝模架。
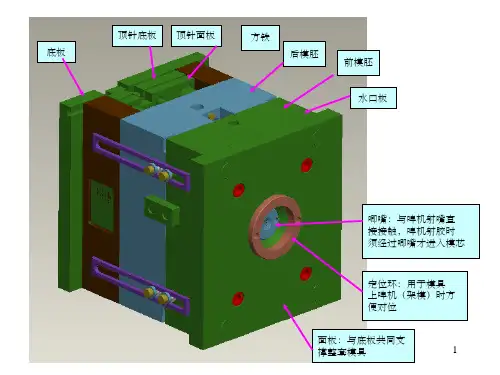
2,模架的基本结构(以⼆板模CI型为例)由上图可以看出标准模架的组成(1),板⼦部分:前模底板、后模底板、前模板、后模板、上顶出板、下顶出板、两个模脚。
前后模底板:分别要和注塑机上⾯的定模扳和动模板固定在⼀起。
前后模板:两个模仁就是要镶嵌在两个模板⾥⾯。
上下顶出板:注塑机上⾯的合模系统中的顶出机构会顶住这两块板,进⽽将塑件顶出。
模脚:为零件的顶出⽀撑出⼀定的空间。
(2),固定螺钉部分:前模固定螺钉,、后模板固定螺钉、顶出板锁紧螺钉、模脚固定螺钉。
(3),辅助零部件:导柱与导套、回针。
导柱与导套:导柱在后模板,导套在前模板,当前后模合并时起导向作⽤。
回针:也较复位杆,上⾯套有弹簧,当注塑机上⾯的顶出杆顶出顶出板并将塑件顶出,此时回针上⾯的弹簧使顶出板复位。
(4),辅助零件部分:吊环孔,为了在模具加⼯时⽅便搬运⽽设计的。