第5章-6 塑料注射模具结构-推出机构
- 格式:ppt
- 大小:13.53 MB
- 文档页数:65
塑料模具推出机构设计1 推出机构组成及分类一推出机构的组成推出机构一般由推出元件、复位元件和导向元件三大部件组成。
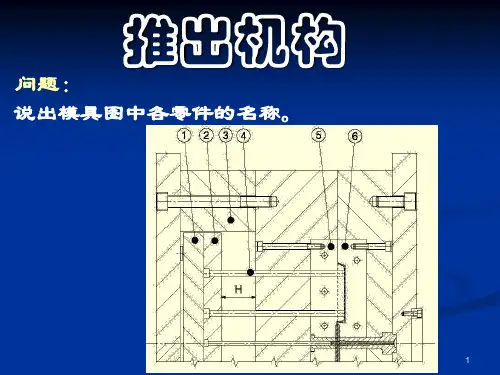
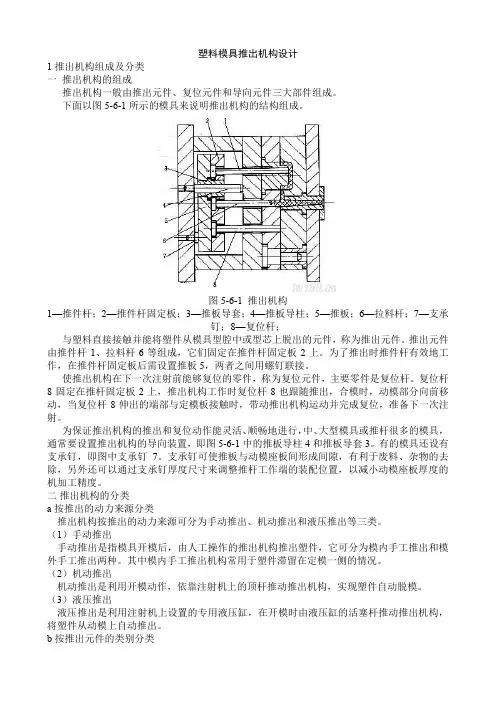
下面以图5-6-1所示的模具来说明推出机构的结构组成。
图5-6-1 推出机构1—推件杆;2—推件杆固定板;3—推板导套;4—推板导柱;5—推板;6—拉料杆;7—支承钉;8—复位杆;与塑料直接接触并能将塑件从模具型腔中或型芯上脱出的元件,称为推出元件。
推出元件由推件杆1、拉料杆6等组成,它们固定在推件杆固定板2上。
为了推出时推件杆有效地工作,在推件杆固定板后需设置推板5,两者之间用螺钉联接。
使推出机构在下一次注射前能够复位的零件,称为复位元件,主要零件是复位杆。
复位杆8固定在推杆固定板2上,推出机构工作时复位杆8也跟随推出,合模时,动模部分向前移动,当复位杆8伸出的端部与定模板接触时,带动推出机构运动并完成复位,准备下一次注射。
为保证推出机构的推出和复位动作能灵活、顺畅地进行,中、大型模具或推杆很多的模具,通常要设置推出机构的导向装置,即图5-6-1中的推板导柱4和推板导套3。
有的模具还设有支承钉,即图中支承钉7。
支承钉可使推板与动模座板间形成间隙,有利于废料、杂物的去除,另外还可以通过支承钉厚度尺寸来调整推杆工作端的装配位置,以减小动模座板厚度的机加工精度。
二推出机构的分类a按推出的动力来源分类推出机构按推出的动力来源可分为手动推出、机动推出和液压推出等三类。
(1)手动推出手动推出是指模具开模后,由人工操作的推出机构推出塑件,它可分为模内手工推出和模外手工推出两种。
其中模内手工推出机构常用于塑件滞留在定模一侧的情况。
(2)机动推出机动推出是利用开模动作,依靠注射机上的顶杆推动推出机构,实现塑件自动脱模。
(3)液压推出液压推出是利用注射机上设置的专用液压缸,在开模时由液压缸的活塞杆推动推出机构,将塑件从动模上自动推出。
按推出元件的类别可分为推杆推出、推件板推出、推管推出等。
c按模具的结构特征分类按模具的结构特征可分为简单推出机构和复杂推出机构。
塑料模具推出机构设计1 推出机构组成及分类一推出机构的组成推出机构一般由推出元件、复位元件和导向元件三大部件组成。
下面以图5-6-1所示的模具来说明推出机构的结构组成。
图5-6-1 推出机构1—推件杆;2—推件杆固定板;3—推板导套;4—推板导柱;5—推板;6—拉料杆;7—支承钉;8—复位杆;与塑料直接接触并能将塑件从模具型腔中或型芯上脱出的元件,称为推出元件。
推出元件由推件杆1、拉料杆6等组成,它们固定在推件杆固定板2上。
为了推出时推件杆有效地工作,在推件杆固定板后需设置推板5,两者之间用螺钉联接。
使推出机构在下一次注射前能够复位的零件,称为复位元件,主要零件是复位杆。
复位杆8固定在推杆固定板2上,推出机构工作时复位杆8也跟随推出,合模时,动模部分向前移动,当复位杆8伸出的端部与定模板接触时,带动推出机构运动并完成复位,准备下一次注射。
为保证推出机构的推出和复位动作能灵活、顺畅地进行,中、大型模具或推杆很多的模具,通常要设置推出机构的导向装置,即图5-6-1中的推板导柱4和推板导套3。
有的模具还设有支承钉,即图中支承钉7。
支承钉可使推板与动模座板间形成间隙,有利于废料、杂物的去除,另外还可以通过支承钉厚度尺寸来调整推杆工作端的装配位置,以减小动模座板厚度的机加工精度。
二推出机构的分类a按推出的动力来源分类推出机构按推出的动力来源可分为手动推出、机动推出和液压推出等三类。
(1)手动推出手动推出是指模具开模后,由人工操作的推出机构推出塑件,它可分为模内手工推出和模外手工推出两种。
其中模内手工推出机构常用于塑件滞留在定模一侧的情况。
(2)机动推出机动推出是利用开模动作,依靠注射机上的顶杆推动推出机构,实现塑件自动脱模。
(3)液压推出液压推出是利用注射机上设置的专用液压缸,在开模时由液压缸的活塞杆推动推出机构,将塑件从动模上自动推出。
按推出元件的类别可分为推杆推出、推件板推出、推管推出等。
c按模具的结构特征分类按模具的结构特征可分为简单推出机构和复杂推出机构。
第五章注射模设计塑料注射成所用的模具,称为注射成型模具,简称注射模或注塑模。
与其他塑料成型方法相比,注射成型塑件的内在和外观质量均较好,生产效率高,容易实现自动化,是应用最为广泛的塑料成型方法,注射成型是热塑性塑料成型的一种重要方法,到目前为止除了氟塑料外,几乎所有的热塑性塑料都可用此方法成型。
注射成型也已经成功应用于某些热固性塑料,甚至橡胶制品。
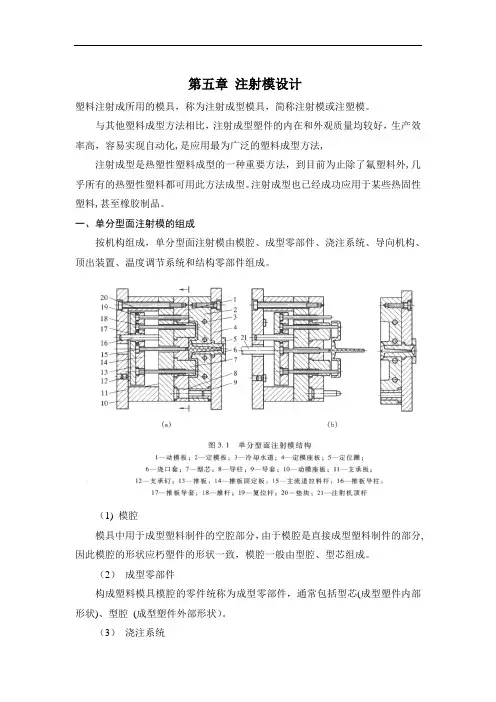
一、单分型面注射模的组成按机构组成,单分型面注射模由模腔、成型零部件、浇注系统、导向机构、顶出装置、温度调节系统和结构零部件组成。
(1) 模腔模具中用于成型塑料制件的空腔部分,由于模腔是直接成型塑料制件的部分,因此模腔的形状应朽塑件的形状一致,模腔一般由型腔、型芯组成。
(2)成型零部件构成塑料模具模腔的零件统称为成型零部件,通常包括型芯(成型塑件内部形状)、型腔(成型塑件外部形状)。
(3)浇注系统将塑料由注射机喷嘴引向型腔的流道称为浇注系统,浇注系统分主流道、分流道、浇口、冷料穴四个部分,是由浇口套、拉料杆和定模板上的流道组成。
(4) 导向机构为确保动模与定模合模时准确对中而设导向零件.通常有导向柱、导向孔或在动模定模上分别设置互相吻合的内外锥面组成.(5)推出装置在开模过程中,将塑件从模具中推出的装置。
有的注射模具的推出装置为避免在顶出过程中推出板歪斜,还设有导向零件,使推板保持水平运动。
由推杆、推板、推杆固定板、复位杆、主流道拉料杆、支承钉、推板导柱及推板导套组成。
(6)温度调节和排气系统为了满足注射工艺对模具温度的要求,模具设有冷却或加热系统,冷却系统一般在模具内开设冷却水道,冷却系统是由冷却水道和水嘴组成。
加热则在模具内部或周围安装加热元件,如电加热元件。
在注射成型过程中,为了将型腔内的气体排除模外,常常需要开设排气系统.(7)结构零部件用来安装固定或支承成型零部件及前述的各部分机构的零部件。
支承零部件组装在一起,可以构成注射模具的基本骨架。
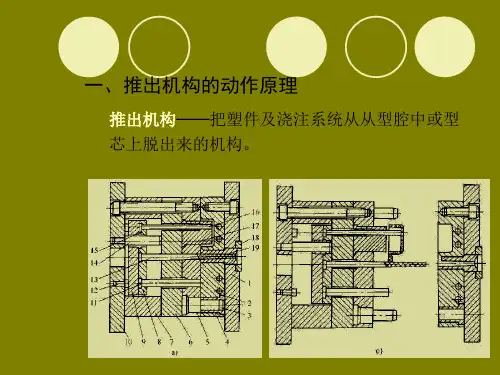
二、单分型面注射模的工作原理单分型面注射模的工作原理:模具合模时,在导柱和导套的导向定位下,动模和定模闭合.型腔由定模板上的型腔与固定在动模板上型芯组成,并由注射机合模系统提供的锁模力锁紧。
第五章注射模基本结构与注射机§5.1 注射模的分类及结构组成§5.2 注射模的典型结构§5.3 注射模与注射机§5.1 注射模的分类及结构组成定模(fixed mold )动模(movable mold )模腔/型腔(cavity )分型面(parting line )注射/进浇(shot )凸模/型芯(core )凹模/型腔(cavity )浇注系统(runner system )开模(open)注射状态Array冷却系统(cooling system)开模状态推出(eject)推出/脱模状态注射机推出杆推出系统(ejector system)合模(close)合模状态a )合模状态b )开模状态图5.1 注射模具的结构1-定位环2-主流道衬套3-定模座板4-定模板5-动模板6-动模垫板7-动模座板8-推出固定板9-推出板10-拉料杆11-推杆12-导柱13-型芯14-凹模15-冷却水通道123456789101112131415演示定模座板螺钉凹模凹模固定板定位环主流道衬套凸模凸模固定板动模垫板支承块动模座板推杆推杆固定板推杆垫板拉料杆导柱动模固定板定模板冷却水道定模座板定位环主流道衬套凸模导柱导套动模座板动模垫板限位钉推出板推杆固定板拉料杆推杆导柱推杆导套推杆复位杆垫块螺钉注射机顶杆型腔数目安装方式注射机类型移动式注射模具(用于立式/角式注射机)固定式注射模具立式或卧式注射机用注射模具角式注射机用注射模具单型腔注射模具一、注射模具的分类多型腔注射模具根据各零件所起作用分类1. 成型零部件2. 浇注系统3. 导向机构4. 推出机构5. 温度调节系统6. 排气系统7. 支承与紧固零部件8. 侧向分型与抽芯机构二、注射模具的结构组成1.成型零部件–作用:Ø直接构成塑件形状及尺寸(即型腔)–组成零件:Ø型芯(又称凸模,成型塑件内部形状)Ø型腔(又称凹模,成型塑件外部形状)Ø各种成型杆、镶块等注射件:插条(200*80*15)thick 2材料:PA6+30%GF用途:座椅配件要求:外观质量高型芯(Core)2. 浇注系统–作用:Ø将塑料由注射机喷嘴引向型腔的流道–组成:Ø主流道、分流道、内浇口、冷料井(冷料穴)Ø零件有浇口套、拉料杆等。