注塑模具基本结构解读
- 格式:ppt
- 大小:4.08 MB
- 文档页数:35
注塑模具结构及设计-4注塑模具结构及设计-43.板材和插件板材是指使用模具制造注塑成型工艺中使用的覆盖模具空腔的零部件。
常见的板材材料有钢板、铜板、铝板等。
板材的选择应根据注塑材料的特性和模具所需的强度、耐磨、导热性等要求进行评估。
板材一般具有以下几个基本结构:-底板:位于模具底部,承受模具自重和注塑机的开合力,一般要求具有较高的强度和硬度;-固定板:用于固定模具上下板,一般在模具底板下方;-滑块板:用于控制模具的滑块运动,一般使用矩形或圆形的板材;-拉杆板:位于固定板的上方,用于固定拉杆,使模具能够承受开合力;-水口板:用于连接冷却水管,帮助模具冷却,一般位于模具顶部。
插件是指模具中用于成品脱模、冷却、定位等功能的零部件。
常见的插件包括:-脱模销:用于辅助脱模,一般位于固定板上;-塞针:用于成品注塑时,将产品直接推出模具或通过顶出器杆将产品顶出模具;-冷却水管:用于通过冷却水冷却模具,提高注塑过程中的生产效率;-定位销:用于使模具各个零部件定位,保证模具装配和使用的精度;-簧片:用于使模具滑块等部件保持在正确的位置,避免产生振动和噪音。
板材和插件的设计应考虑以下几个因素:-强度和刚度:板材和插件需要具有足够的强度和刚度,以承受注塑过程中的力和压力,避免发生变形和损坏;-耐磨性:板材和插件需要具有较高的耐磨性,以便能够在长时间的注塑生产过程中保持良好的工作状态;-导热性:板材和插件应具有良好的导热性,以便能够快速传导注塑材料的热量,提高注塑过程中的生产效率;-具有良好的工艺可行性:板材和插件的设计应具有良好的可制造性和可维修性,以方便模具的制造和维护。
总结:成型零部件是注塑模具中的重要组成部分,包括板材和插件。
设计合理的成型零部件能够保证模具的正常运行,提高注塑过程中的生产效率和产品质量。
在设计成型零部件时,应考虑其强度、耐磨性、导热性和工艺可行性等因素,以便满足注塑材料的特性和模具的使用要求。
注塑模具的结构
注塑模具是一种用于生产塑料制品的模具,它的结构非常重要,直接影响着产品的质量和生产效率。
注塑模具主要由以下几个部分组成。
1. 模板:模板是注塑模具最基本的部件,它通常由两个或更多个零件组成。
每个零件都有一个平面面和一个垂直于平面面的立面。
在模板上安装其他零部件,如模芯、流道等。
2. 模芯:模芯是用于形成产品内部形状的部分。
它可以在注塑过程中向外移动,以便从已成型的产品中取出。
3. 流道系统:流道系统是将熔融塑料从注射机输送到模具中的管道系统。
它包括进料口、主流道、分支流道和喷嘴等部分。
4. 冷却系统:冷却系统是将熔融塑料冷却并使其凝固的部分。
它包括在模板中钻孔或铣槽以容纳水或油冷却剂,并通过管道连接到外部冷却设备。
5. 推杆机构:推杆机构用于从模具中顶出已成型产品。
它通常由一个或多个推杆组成,每个推杆都与模芯相连。
6. 定位系统:定位系统用于确保模板和其他零部件在正确位置上。
它通常包括定位销、定位套、锁紧螺母等部分。
7. 排气系统:排气系统用于释放模具中的空气,以便在注塑过程中熔融塑料可以充满整个模具。
它通常由排气孔、排气槽等部分组成。
总之,注塑模具是一个复杂的机械结构,需要各种零部件的协作才能完成生产任务。
不同类型的注塑模具结构也有所不同,但以上几个部分是基本共同点。
为了提高产品质量和生产效率,在设计和制造注塑模具时应注意合理布局和精细加工。
注塑模具结构详细讲解
注塑模具结构详细讲解
一、注塑模具的结构
1、模芯系统
模芯系统是注塑模具最基本的部分,也是注塑件形状的核心部分,模芯系统由模芯、模芯杆、模芯销等组成,是注塑模具的直接决定因素。
2、分型面系统
分型面系统是指模具上的分型面,一个注塑零件有多个型腔,那么模具上就有多块分型面,分型面是注塑件完成型腔分割的主要部件,此系统由分型面、模板及相应的锁模元件组成。
3、出料系统
出料系统是指模具内部空间外部出料口,在加工周期结束后,零件从模具中排出,出料系统由出料口、排模杆、排模座等组成。
4、加热系统
加热系统是模具加热的系统,它的作用是使模具的温度与注塑料浇注的温度保持一致,加热系统由加热器、电加热系统等组成。
5、冷却系统
冷却系统是指模具的冷却系统,它的作用是使模具的温度减少,以便加工周期结束后能够及时将注塑件排出,冷却系统由冷却水管、冷却器、冷却液等组成。
6、导模系统
导模系统是指用于将熔融料从料筒传递到型腔中的系统,它的功能是保证料筒内的注塑料均匀流入模具内部,导模系统由导模杆、料筒阀、排压杆等组成。
二、注塑模具的类型
1、滑块式注塑模具
滑块式注塑模具是模具机构设计中使用比较多的一种,它可以实现多模芯的任意选择,在模具的结构中,主要有模架、底盘、滑块和滑块销等。
2、分型销式注塑模具
分型销式注塑模具是模具结构设计中最为常用的一种,它可以实现多模芯多模型任意结合,在模具的结构中,主要有模架、底盘、分型销和分型销座等。
3、拉力式注塑模具
拉力式注塑模具是模具结构设计中使用比较少的一种,它可以实现多模芯的任意拉出,在模具的结构中,主要有模架、底盘、拉力轴和拉力钻等。

注塑模具结构原理
注塑模具结构是指由模具壳体和零件组成,用于塑料注塑成型工艺的重要设备。
它的结构原理主要有以下几个方面:
1. 模具壳体:注塑模具的外部结构,由上模板和下模板组成。
上模板和下模板通过模具座固定,并通过模具锁紧装置进行紧固。
模具壳体具有刚性和耐磨的特点,能够承受注塑过程中的压力和冲击力。
2. 模具腔:模具腔是注塑模具的内部空间,用于容纳熔融塑料,并使其按照所需形状冷却凝固。
模具腔的形状和尺寸根据产品的要求进行设计,可以是单腔、多腔或者嵌套式腔。
3. 引导系统:引导系统是指模具壳体中的导向装置,主要用于引导和定位模具的移动。
通常包括导柱、导套和导向孔等零件,能够保证上模板和下模板的垂直移动和水平移动的准确性。
4. 塑料进料系统:塑料进料系统是将熔融塑料送入模具腔内的部分。
它包括喂料口、喂料道和喂料设计等组成部分,能够保证熔融塑料在注塑过程中的均匀流动和充填模具腔体。
5. 冷却系统:冷却系统是用于降低模具温度,并使塑料冷却凝固的部分。
它通常由冷却通道和冷却导流板等组成,能够提高塑料注塑成型的效率和质量。
6. 塑料出料系统:塑料出料系统是将冷却凝固的塑料制品从模具中顺利脱出的部分。
它包括出料口、出料道和出料机构等组
成部分,能够保证塑料制品的顺利脱模和排出。
总之,注塑模具结构原理涉及模具壳体、模具腔、引导系统、塑料进料系统、冷却系统和塑料出料系统等多个方面,它们相互协调作用,使塑料注塑成型工艺能够顺利进行。
在实际应用中,根据不同的产品要求,注塑模具结构原理可能会有所调整和优化。
注塑模具原理及结构知识讲解注塑模具是一种常用的工业模具,广泛应用于塑料制品的生产过程中。
它的原理和结构对于理解和操作注塑工艺具有重要意义。
下面将详细介绍注塑模具的原理和结构知识。
一、注塑模具的原理:注塑模具的原理是通过将已熔化的塑料注入模具的腔室中,让塑料在模具中冷却成型,最终取出成品。
具体步骤包括:1.装模:将模具放入注塑机的模具固定板上。
2.注塑:将塑料颗粒加热融化,通过注塑机的射嘴注入到模具的腔室中。
3.冷却:在模具中冷却一定时间,让塑料逐渐凝固。
4.脱模:打开模具,将冷却成型的塑料制品取出。
注塑模具的原理是利用塑料的可塑性和流动性,在模具中通过加热和冷却过程,使塑料形成所需的形状和结构。
二、注塑模具的结构:注塑模具的结构主要由以下几个部分组成:1.模具座:模具座是注塑模具的基础部分,用于固定模具并与注塑机连接。
2.模具芯:模具芯用于成品的内部形状,它的结构一般比较复杂,需要通过动模使其与模具腔配合。
3.模具腔:模具腔用于成品的外部形状,它与模具芯配合,形成成品的空腔。
4.导柱和导套:导柱和导套用于确保模具的定位和活动。
导柱固定在模具座上,而导套则位于模具芯和模具腔的连接处。
5.冷却系统:冷却系统用于控制模具中塑料的冷却过程。
一般采用水冷却,通过在模具中设置冷却通道,将冷却水流经过,使模具中的塑料快速冷却凝固。
6.顶针和顶板:顶针和顶板用于顶出成品。
顶针直接接触模具腔内的塑料,在成型结束后,通过顶板将成品从模具中取出。
7.喷嘴:喷嘴负责塑料的加热和注射。
它连接注塑机的射嘴,将已熔化的塑料注入模具中。
8.排气系统:排气系统用于排出注入模具中的空气。
在注塑过程中,空气可能被困在塑料中,通过排气系统可以将空气排出,避免空气对成品的影响。
以上就是注塑模具的原理及结构知识的讲解。
注塑模具是塑料制品生产中不可或缺的工具,掌握其原理和结构对于理解和应用注塑工艺具有重要作用。
注塑模具的结构复杂,需要经验丰富的工程师进行设计和制造,并在使用过程中进行维护和保养,以确保其正常运行和寿命。
注塑模具结构基本常识1. 引言注塑模具是注塑成型过程中必不可少的工具,它的结构直接影响着产品的质量和生产效率。
因此,了解注塑模具的基本结构是每个从事塑料加工的人员都应该掌握的知识。
本文将介绍注塑模具的基本常识,包括结构组成、主要部件以及常见的模具类型等内容。
2. 注塑模具的结构组成注塑模具主要由模具座、模板、导向机构、顶出机构、注射系统和冷却系统等组成。
2.1 模具座模具座是注塑模具的基础,它承载着整个模具的重量,并固定在注塑机上。
模具座需要具备足够的刚度和稳定性,以确保模具在注塑过程中的稳定性和精度。
2.2 模板模板是注塑模具中最重要的部件之一,它由上模板和下模板组成。
上模板和下模板通常由高硬度的金属材料制成,如工具钢。
模板之间通过导柱和导套进行固定,以保证开关模时的精度和平衡。
2.3 导向机构导向机构用于保持模板之间的位置固定,在模具开合过程中起到导向作用。
常见的导向机构包括导柱、导套和导板等,其设计要求具备高强度、高精度和耐磨损等特点。
2.4 顶出机构顶出机构用于将注塑成型后的产品从模具中顶出。
顶出机构通常由顶出杆、顶出板和顶出销等部件组成,其设计要求灵活可靠,确保产品能够顺利脱模。
2.5 注射系统注射系统是将熔融塑料从注塑机的射嘴注入到模腔中的部分,它包括射嘴、喷嘴、喷嘴喉部、喷嘴板和喷嘴保温装置等。
注射系统的设计需要考虑到塑料流动的均匀性、稳定性和射出压力的控制等因素。
2.6 冷却系统冷却系统用于控制模具的温度,以保证注塑成型周期的稳定和产品的质量。
冷却系统通常由冷却水管、冷却水道和冷却水口等组件组成,其设计要求水路布置合理、冷却效果良好。
3. 常见的注塑模具类型根据注塑产品的形状和结构特点,注塑模具可以分为单面模、多面模、复合模和家用电器模等类型。
3.1 单面模单面模是指模具只有一个模腔,适用于制造单一形状的产品。
它结构简单、生产周期短,常用于生产一些简单的注塑产品。
3.2 多面模多面模是指模具具有多个模腔,可以一次性生产多个产品。
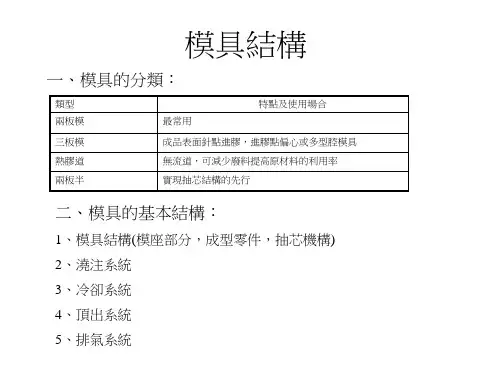
注塑模具的结构与分类模具的基本结构:一、成型零部件指凹模、凸模部分中组成型腔的零件。
通常由型芯、镶件等组成,合模时构成型腔,由于填充塑料熔体,它决定塑件的形状和尺寸。
二、浇注系统浇注系统是熔融塑料从注塑机喷嘴进入模具型腔所流经的通道,一般由主流道、分流道、浇口、冷料穴组成。
三、定位导向机构导向机构分为动模与定模之间的导向机构和推出机构的定位导向机构两类。
首者是保证动模和定模在合模时准确对合,以保证塑件形状和尺寸的精确度;后者是避免顶出过程中推件板歪斜而设置的。
导向机构同时也起到了模具开模合模定位的作用。
四、脱模机构用于开模时将塑件从模具中脱出的装置,又称推出机构。
其结构形式很多,常见的有顶杆脱模机构、推板脱模机构和推管脱模机构等。
五、侧向分型与抽芯机构当塑件上的侧向有凹凸形状的孔或凸台时,就需要有侧向的凸模或型芯来成型。
在开模推出塑件之前,必须先将侧向凸模或侧向型芯从塑件上脱出或抽出,塑件才能顺利脱模。
使侧向凸模或侧向型芯移动的机构称为侧向抽芯机构。
六、温度调节系统为了满足注塑工艺对模具的温度要求,必须对模具温度进行调节控制,所以注塑模具常常设有冷却系统并在模具内部或四周安装加热元件。
冷却系统一般在模具上开设冷却水道。
七、排气系统在注塑成型过程中,为了将型腔内的空气排出,常常需要开设排气系统,通常是在分型面上有目的的开设若干条沟槽,或利用模具的推杆或型芯与模板之间的配合间隙进行排气。
小型塑件的排气量不大,因此可直接利用分型面进行排气,而不必另设排气槽。
八、其他零部件如用来固定、支承成型零部件或起定位和限位作用的零部件等。
注塑模具介绍及典型结构分析注塑模具是一种用于生产塑料制品的工具。
它主要由模具座、进料系统、浇注系统、冷却系统、压紧系统、脱模系统和排气系统等组成。
下面将详细介绍注塑模具的典型结构及其功能。
1.模具座:模具座是模具的基础部分,用于将模具固定在注塑机上。
它一般由模具底座和模具板组成,模具板上有模仁的凹槽。
模具座的刚度和稳定性对模具的精度和寿命有着重要影响。
2.进料系统:进料系统是将熔融塑料从注塑机的螺杆输送到模腔中的部分。
它包括喂料口、导向槽、主流道和分流道等部分。
进料系统的设计应使熔融塑料均匀地流入模腔,并且在充模过程中不发生漏料或扭曲。
3.浇注系统:浇注系统是将熔融的塑料从进料系统引导到模腔中的部分。
它由主流道、分流道、浇口和喷嘴等组成。
浇注系统的设计决定了塑料在模腔中的流动状态和充实度,影响着注塑制品的尺寸和外观质量。
4.冷却系统:冷却系统用于控制模具中塑料的冷却速率,以实现注塑制品的收缩和固化。
它包括冷却水路和冷却器等部分。
冷却系统的设计应使模具各部位的冷却均匀,并且能够快速散热,以缩短注塑周期和提高生产效率。
5.压紧系统:压紧系统用于给模具施加压力,以确保在充模和冷却过程中不发生脱模、变形或漏料等问题。
它包括模芯、模板和压紧机构等部分。
压紧系统的设计应使模具在高压下不发生变形,并且能够保持充模前后的位置稳定。
6.脱模系统:脱模系统用于将注塑制品从模腔中取出。
它由脱模杆、顶针、顶板和顶针机构等组成。
脱模系统的设计应使注塑制品脱模顺利,不损坏产品和模具,并且能够在注塑循环中保持稳定性。
7.排气系统:排气系统用于排除模腔中的气体,以防止成型过程中产生气泡、热缩孔等缺陷。
它由排气槽和排气孔等部分组成。
排气系统的设计应使模腔中的气体顺利排出,同时不影响塑料在模腔中的充模。
注塑模具是注塑加工的核心工具,其结构设计直接影响着注塑制品的质量和生产效率。
通过合理的结构设计,可以改善充模和冷却过程中的流动状态和温度分布,减少成型缺陷和变形,提高产品的尺寸精度和表面质量。