轿车仪表板及制造工艺简介--延锋伟世通
- 格式:ppt
- 大小:3.15 MB
- 文档页数:30

延锋伟世通汽车饰件系统有限公司(以下简称YFV)是一家提供汽车内饰系统、外饰系统和座舱系统的汽车零部件供应商。
YFV实施QAD ERP系统已经7年,从2004年初开始基于QAD的看板模块实施精益生产系统。
YFV精益生产系统是基于QAD系统做外围开发而成的一个集成解决方案,它覆盖了生产、物料供应、分销、质量管理等业务领域,将现代精益生产技术成功地融入传统的ERP系统。
YFV精益生产系统由生产流系统、零件流系统和电子商务系统(SV)组成。
迄今为止该系统已经成功应用于上海大众和上海通用等整车厂的4个仪表板总成模块供货业务,其中的零件流管理系统已经实施于YFV在上海的4个工厂,150多家供应商在使用YFV电子商务系统。
目前系统功能还不能覆盖全部的精益生产模式,现有的生产流系统只能满足模块供货业务的需求,模块供货属于单件柔性化生产模式。
生产流系统将在近期的系统扩展计划中进行完善,以适应批量柔性化生产的业务需求。
模块供货是最复杂一种精益生产模式,要求按照整车的排序信息生产和供应总成模块,实现总成模块的同步供货,成品零库存。
整车上有4大模块,分别是:仪表板总成、门板总成、前围总成和后保总成。
总成模块的装配通常由整车厂自行完成,随着供应商能力的提高,越来越多的整车厂将模块装配的业务外包给供应商完成。
这也是现代汽车物流的一个新特点。
作为中国最大的汽车零部件供应商, YFV先后承接并成功实施了多个上海大众和上海通用的仪表板模块供货项目,成为国内第一家也是唯一一家有实力承接模块供货项目的零部件供应商。
下面以大众帕萨特仪表板模块供货项目为例介绍YFV精益生产系统的特性。
图1 大众帕萨特仪表板模块供货项目主流程图2 大众帕萨特仪表板模块供货项目物流总图(注释:FIS:上海大众排序生产系统;QAD:YFV精益生产系统;三种供货方式:DD、ED、SD;DD供应商:向生产车间直接供货的供应商;ED供应商:向生产车间中转供货的供应商。
浅谈汽车仪表板的制造技术与设计汽车仪表板是汽车内部的重要部分,它不仅承载着车辆的诸多功能,还起到美化车内的作用。
随着汽车制造技术的不断进步,汽车仪表板的制造技术与设计也在不断发展。
本文将就汽车仪表板的制造技术与设计进行浅谈,以期为读者带来一些有益的了解。
我们来了解一下汽车仪表板的制造技术。
汽车仪表板通常由注塑成型、吹塑成型、压力成型等技术制造而成。
注塑成型是最为常见的方法。
它是利用注塑机将熔化的塑料注入至模具中,并通过压力和温度使其冷却固化成型。
这种方法可以制造出形状复杂、表面光滑的仪表板,且成本相对较低,因此得到了广泛的应用。
除了制造技术,汽车仪表板的设计也至关重要。
一个好的设计不仅能提升汽车内部的美观度,还能改善人性化的操作体验。
现在的汽车仪表板设计越来越注重人机工程学,也就是人性化设计。
设计师们充分考虑乘客的视觉需求、操作便捷性、安全性等方面,使仪表板的设计更加符合人们的实际使用需求。
汽车仪表板在设计上也越来越重视环保。
随着社会环保意识的不断提高,汽车制造业也在积极转型,推广环保材料的使用。
现在的汽车仪表板不再只是采用传统的塑料材料,而是将环保材料融入比如可降解塑料、再生塑料等。
这些材料的使用不仅能有效减少对环境的污染,还能提升汽车仪表板的质感和寿命。
随着科技的不断进步,现代汽车仪表板的设计也越来越智能化。
在传统的仪表板基础上,现代汽车仪表板通常还集成了大量的智能功能,比如导航、娱乐系统、行车辅助系统等。
这些功能的加入不仅给驾驶者带来了更便捷的驾驶体验,也为汽车仪表板的设计带来了更大的挑战。
设计师们需要在保证仪表板美观性的还要兼顾功能性和智能化。
汽车仪表板的设计也离不开个性化定制。
随着消费者需求的不断升级,汽车制造商也开始推出个性化定制的服务。
在汽车仪表板设计上,消费者可以根据个人喜好选择不同的材料、颜色、样式,甚至添加一些个性化的装饰。
这种个性化定制不仅能满足消费者的个性化需求,还能为汽车制造商带来更多的市场竞争优势。
仪表板开发篇仪表板简称I/P(Instrument panel),是汽车内饰的重要组成部分。
一、材料及工艺1、A11:麻纤维骨架+PVC/ABS表皮(吸塑)+金属支架-----------------泰州劲松PP骨架+PUR发泡层+PVC/ABS表皮(吸塑)+金属支架-----常州新泉2、A15:(PU+GF)骨架+ PUR(聚氨酯)泡沫层+PVC/ABS表皮(吸塑)+金属支架----延锋伟世通3、S11:PP注塑4、B11:PC+ABS骨架+PU发泡层+PVC/ABS表皮(搪塑)重点介绍搪塑工艺:主要优点表皮纹理清晰均匀,产品设计时不用考虑脱模角度,设计自由度大。
1)搪塑模具的制作过程:根据数模,加上收缩率,减去皮纹层的厚度,数控加工出木模―――在木模上贴上皮纹皮(贴皮引起模具上有拼缝)----翻出软的硅树脂模(有拼缝)―――翻出硬的树脂主模型,并手工修掉拼缝―――翻出硅树脂模―――翻出电极阳模(为了导电,表面喷银粉,并布置电极)―――电镀出搪塑模具外壳―――加上支撑,形成搪塑模2)搪塑的工艺流程:1、首先将堂速模具本体加热至230-250℃;2、然后将模具与粉箱对合并夹紧(以防粉末露出),模具在上,粉箱在下;3、模具和粉箱一起旋转至粉箱在上,模具在下,粉箱里的粉末这是落在模具里,在高温的作用下,紧贴在模具的那一层就融化并相互粘在一起,然后继续旋转,使得模具的每个角落都有粉末,且融化并粘在一起,直至形成的表皮厚度增加至符合要求为止(一般的PVC的厚度为1.1mm),这时粉箱在下方,剩余的粉末又回到风箱里;4、模具与粉箱分离,并移到冷却工位,用水或空气等对模具进行快速冷却至60-80℃时,工人扒下表皮。
3)搪塑设备的分类(按模具的加热方式分类)1、气加热设备:价格最便宜。
它时通过燃烧天然气或重油产生的热风来加热模具。
它有一个加热炉,整个模具置于炉子中加热。
模具的温度控制较差,成品的合格率低,模具的寿命约为2万模次;2、油加热设备,价格最贵。
仪表板表皮成型工艺概述及发展动态延锋伟世通汽车饰件系统有限公司 侯剑锋 上海 200233 摘要:对目前汽车仪表板表皮成型的各种工艺及其对应的材料现状进行了综述,并展望其未来发展趋势。
作者认为,对于中高档仪表板,主要的表皮成型工艺将为 PVC 搪 塑、TPU 搪塑、TPO 阴模成型,在较长时间内 PVC 搪塑仍将保持较高份额;对于高档仪 表板,主要工艺将集中在 PUR 喷涂、真皮包覆工艺;TPU 吹塑成型将有良好的应用前景。
关键词:仪表板 表皮 搪塑 阴模真空成型 模塑 喷涂 吹塑 真皮包覆一、 前言随着汽车在安全及以及环保方面的发展,人们对汽车饰件在安全性及环保 性方面的要求也越来越高,对汽车仪表板来说,一个好的仪表板不仅要有设计 新颖美观的外形,舒适的手感,而且还需具有优良的高低温性能及与乘客的良 好相容性(优良的散发特性)。
鉴于这些要求,对仪表板表皮制造的材料及工 艺就提出了更高的要求。
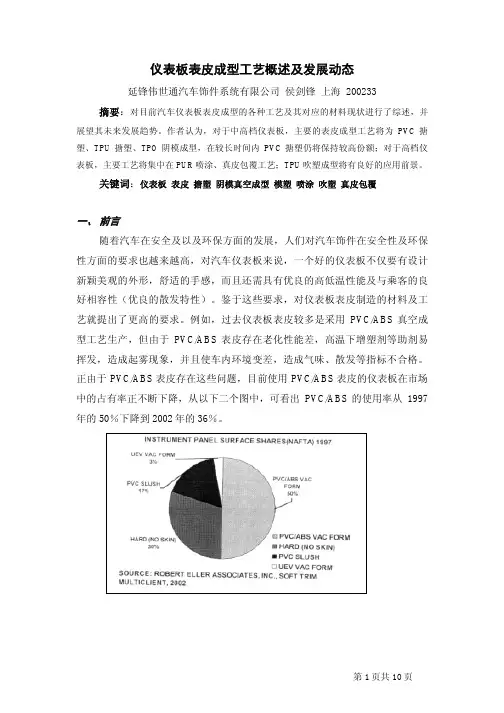
例如,过去仪表板表皮较多是采用 PVC/ABS 真空成 型工艺生产,但由于 PVC/ABS 表皮存在老化性能差,高温下增塑剂等助剂易 挥发,造成起雾现象,并且使车内环境变差,造成气味、散发等指标不合格。
正由于 PVC/ABS 表皮存在这些问题,目前使用 PVC/ABS 表皮的仪表板在市场 中的占有率正不断下降,从以下二个图中,可看出 PVC/ABS 的使用率从 1997 年的 50%下降到 2002 年的 36%。
第 1 页共 10 页由此可见,与环境相容性较差的材料将逐渐被替代。
今后,仪表板表皮材 料将在以下性能上不断改进: • • • • • 优良的安全性能,低温性能 抗 UV 性能 易于循环使用 减小成雾性 材料无害性、与环境及人的相容性根据仪表板表皮性能这些发展要求,世界各主机、饰件及材料生产厂商不 断开发出新的材料及成型工艺以满足表皮性能的发展要求,以下将对中高档仪 表板饰面表皮的一些新材料及成型工艺进行介绍。
整体式安全气囊线的激光弱化工艺延锋伟世通汽车饰件系统有限公司范松鹤、武文光一.概述随着汽车技术的不断发展,对仪表板这样的集安全性、功能性、舒适性与装饰性于一身的零件的要求越来越高,特别是它的安全性。
按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对付驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附加气囊的仪表板的需求加大,主机厂也将此作为买点之一。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在打开时释放气囊。
在与仪表板匹配处存在可视装接线,现有的国内的车型主要有PASSAT B5系列,SAIL系列,SAIL系列,通用的GL8等等。
为美观起见,近年越来越多车型的仪表板被设计为整体式安全气囊(Integrated airbag)仪表板,既无可视装接线,又能保证气囊正常开启。
其中有一种在仪表板本体上加工出一条安全气囊线的无缝气囊仪表板,在大众去年推出的新车型POLO和即将投产的Touran,以及上海通用新近推出的凯越(EXCELLE)均得到了采用。
将来,这种无缝安全气囊仪表板的应用会越来越广泛,因此,其加工工艺将成为仪表板专业厂商必须掌握的关键技术。
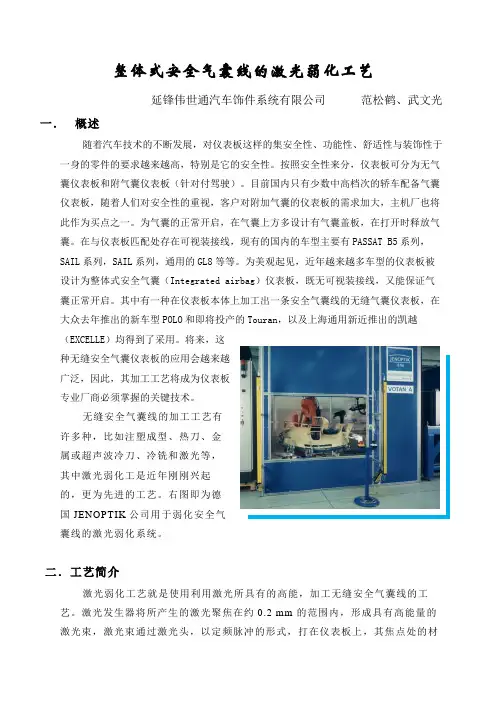
无缝安全气囊线的加工工艺有许多种,比如注塑成型、热刀、金属或超声波冷刀、冷铣和激光等,其中激光弱化工是近年刚刚兴起的,更为先进的工艺。
右图即为德国JENOPTIK公司用于弱化安全气囊线的激光弱化系统。
二.工艺简介激光弱化工艺就是使用利用激光所具有的高能,加工无缝安全气囊线的工艺。
激光发生器将所产生的激光聚焦在约0.2 mm 的范围内,形成具有高能量的激光束,激光束通过激光头,以定频脉冲的形式,打在仪表板上,其焦点处的材料在吸收激光的高能后迅速汽化,形成穿透或不穿透(根据需要)的小孔,这些小孔区域的材料厚度变薄,断裂强度降低,从而能在受到外界冲击时,优先断裂。
许多这样的顺序排列的微孔的组合,就是我们通常说的安全气囊线(Airbag line)。
汽车内饰件模内皮纹成型及覆皮工艺延锋伟世通技术中心办公室第011期 2006/12 本期主题:汽车内饰件模内皮纹成型及覆皮工艺内容提要:本文着重介绍的是阴模模内成型皮纹覆皮的工艺, 模内成型皮纹(In Mold GRAINING)简称IMG,是一种使用刻有皮纹图案的阴模,先将光滑的膜料在模内成型出内饰件形状的带皮纹的表皮,然后在机器的同一工位将该表皮真空吸附在基材上。
目录⏹模内皮纹成型工艺概述⏹模内皮纹成型工艺应用进展简介⏹模内皮纹成型专利介绍模内皮纹成型概述关于中高档车型,内饰件(包含汽车的仪表板,门内板等)的覆皮是不可缺少的工艺。
根据加工方式的不一致,有关的工艺能够分为三类:- 传统的凸模真空覆皮工艺- 搪塑成型表皮PU发泡覆皮工艺- 阴模模内成型皮纹/覆皮工艺传统的覆皮方式是使用已带有皮纹的原料,通过加热,凸模真空吸塑,将表皮覆盖在基材上。
搪塑工艺是使用粉末原料先成型好内饰件形状的皮纹表皮,然后在表皮与基材之间浇注PU,将表皮覆在基材上。
本文着重介绍的是阴模模内成型皮纹覆皮的工艺,同时与其它两种工艺进行对比。
模内成型皮纹覆皮的工艺也称之IMG (IN MOULD GRAINING) 工艺,它使用刻有皮纹图案的阴模,先将光滑的膜料在模内成型出内饰件形状的带皮纹的表皮,然后在机器的同一工位将该表皮真空吸附在基材上。
相关于传统的使用预制皮纹片材的方法,具有更大的设计自由度,由于预制的皮纹片材在覆盖过程易于失去原有花纹,而“模内皮纹”这一新工艺中,皮纹是在压制阶段才形成,因此花纹甚至可保留在边缘处,而且该工艺能够在一个阶段形成不一致的皮纹。
➢IMG工艺所使用的材料所使用的膜料能够是PVC或者带发泡层的TPO料。
➢IMG工艺成型的表面质量IMG成型的模具皮纹与产品皮纹质量:模具面产品面- 膜料的厚度能够在0.8-1.8 mm范围内。
- 带发泡层的膜料的厚度能够在2.0mm- 3.5mm范围内。
- 覆皮所使用的粘合剂 - 热熔型PU类 - 水基型-基件: -纤维板 - ABS (PP)注塑件➢IMG的工艺过程真空阴模内皮纹成型→真空覆皮→冷却➢IMG工艺的优点- 没有皮纹拉深变形与破坏设备的投入成本低 (与搪塑成型相比) - 可在同一次成型不一致图案的皮纹- 产品的质量重复稳固性好- 可成型较小的圆弧部位(与传统的凸模成型相比)➢IMG工艺的不足:- 产品设计时,阴陷的形状仍有一定的限制- 产品上的最小圆弧半径需要 > 1 mm- 模具的成本较高与制造周期较长(与传统的凸模成型相比)➢IMG工艺在汽车内饰中的应用:要紧用于生产汽车的3-D设计程度高的内饰件,如仪表板、车门内板、中控台、手套箱盖板、安全气囊盖板等。
浅谈仪表板制造工艺引言仪表板是汽车内部的一个重要组件,常见于汽车驾驶舱的前方。
它不仅提供了驾驶员对车辆信息的实时监控,还起到了美化和提升汽车内部整体观感的作用。
在汽车制造过程中,仪表板的制造工艺不仅关乎产品质量和性能的提升,还涉及到制造效率和成本控制等方面的考量。
本文将对仪表板制造工艺进行浅谈。
1. 材料选择仪表板的材料选择是制造工艺的重要一环。
目前,常用的仪表板材料主要有ABS塑料、PVC塑料、PU皮革和真皮等。
其中,ABS塑料是最常见的一种材料,因其具备良好的耐磨性、韧性和抗老化性能而受到广泛应用。
PVC塑料则相对更为廉价,但其抗老化性能较差。
PU皮革和真皮则主要用于高档汽车,具有更好的触感和豪华感,但成本也相应较高。
材料的选择需要综合考虑仪表板的使用环境、车辆定位以及成本等因素。
针对不同的需求,制造商可以选择适合的材料来实现产品的优化设计和提升。
2. 造型设计仪表板的造型设计也是制造工艺的一个重要环节。
一个好的造型设计能够提升仪表板的观感和用户体验。
在设计过程中,需要考虑仪表板的整体结构、弧度、线条和按钮布局等,以及与车辆内部其他组件的协调性。
制造商可以采用计算机辅助设计(CAD)和虚拟样机技术来进行仪表板的设计和仿真。
通过虚拟样机技术,设计师可以在电脑上进行实时的三维模拟和修改,从而提高设计效率和准确性。
3. 注塑工艺注塑工艺是仪表板制造的核心环节之一。
注塑工艺是利用注塑机将熔化的塑料注入到模具中,经过冷却和固化后,得到所需的仪表板零件。
注塑工艺需要注意以下几点: - 模具设计:模具的设计需要考虑零件的结构和尺寸,以及浇口和冷却系统的设置等。
- 材料选择:选择合适的塑料材料,并进行材料的预处理,如干燥、混合和染色等。
- 工艺参数调试:注塑工艺参数的调试需要根据材料的熔融温度、熔体流动性和模具温度等因素进行调整和优化,以确保产品质量。
4. 表面处理表面处理是仪表板制造中不可忽视的一环。
整体式安全气囊线的激光弱化工艺延锋伟世通汽车饰件系统有限公司范松鹤、武文光一.概述随着汽车技术的不断发展,对仪表板这样的集安全性、功能性、舒适性与装饰性于一身的零件的要求越来越高,特别是它的安全性。
按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对付驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附加气囊的仪表板的需求加大,主机厂也将此作为买点之一。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在打开时释放气囊。
在与仪表板匹配处存在可视装接线,现有的国内的车型主要有PASSAT B5系列,SAIL系列,SAIL系列,通用的GL8等等。
为美观起见,近年越来越多车型的仪表板被设计为整体式安全气囊(Integrated airbag)仪表板,既无可视装接线,又能保证气囊正常开启。
其中有一种在仪表板本体上加工出一条安全气囊线的无缝气囊仪表板,在大众去年推出的新车型POLO和即将投产的Touran ,以及上海通用新近推出的凯越(EXCELLE)均得到了采用。
将来,这种无缝安全气囊仪表板的应用会越来越广泛,因此,其加工工艺将成为仪表板专业厂商必须掌握的关键技术。
无缝安全气囊线的加工工艺有许多种,比如注塑成型、热刀、金属或超声波冷刀、冷铣和激光等,其中激光弱化工是近年刚刚兴起的,更为先进的工艺。
右图即为德国JENOPTIK公司用于弱化安全气囊线的激光弱化系统。
二.工艺简介激光弱化工艺就是使用利用激光所具有的高能,加工无缝安全气囊线的工艺。
激光发生器将所产生的激光聚焦在约0.2 mm 的范围内,形成具有高能量的激光束,激光束通过激光头,以定频脉冲的形式,打在仪表板上,其焦点处的材料在吸收激光的高能后迅速汽化,形成穿透或不穿透(根据需要)的小孔,这些小孔区域的材料厚度变薄,断裂强度降低,从而能在受到外界冲击时,优先断裂。
许多这样的顺序排列的微孔的组合,就是我们通常说的安全气囊线(Airbag line)。
汽车仪表板的制造技术与设计分析石卉(延锋汽车饰件系统有限公司,上海200233)汽车仪表板是汽车内饰中的主要部件。
上面集成了转向系统,空调系统,娱乐系统及其人机界面。
还有着储物功能和装饰作用,同时在碰撞中为前排乘客提供一定的缓冲保护。
因此,仪表板的设计和制造是一个比较复杂的系统工程。
以下将对仪表板设计与制造工艺做简单的介绍。
1汽车仪表板的产品设计1.1汽车仪表板产品设计的特点仪表板产品设计特点与其结构布置特点有关。
仪表板驾驶侧主要布置有组合仪表,转向管柱,组合开关,大灯开关,驾驶侧出风口,侧除霜出风口,有的布置有膝部气囊。
仪表板中央区域一般布置有娱乐系统,空调控制开关,中央出风口,有的还布置有杯托、储物盒等。
仪表板副驾驶区域一般布置有副驾驶气囊,副驾驶侧出风口,手套箱,侧除霜出风口等。
结构设计要做到简单,才能将成本进行降低。
仪表板具有一定的复杂性,要根据造型特点和产品功能特点,或者出于尺寸的原因,对零件进行拆分合并,实现比较快速的装配,并且可以将成本进行降低,最大的问题就是需要实现简化设计。
由于需要不断开发新的车型,设计阶段会花费大量的资金,计算机辅助设计和分析的应用可以适当降低成本。
运用3D模型DMU运动模拟可以检查模拟装配可行性;运用CAE辅助分析,可以在3D模型阶段对产品性能比如模态、头碰、刚度等进行分析,并根据分析结果更改优化设计。
通常根据项目需求,CNC快速成型样件和软模样件也被需要用来进行匹配和验证。
1.2汽车仪表板的总布置设计仪表板的布置需要满足前方视野法规、头碰法规及符合人机工程。
人机方面包含视觉和空间。
视觉方面,在满足前方视野法规之外,还要满足仪表、娱乐系统屏幕反光的人机要求。
对于仪表板的表面需要实现消光处理,仪表板上方的零件应该满足一定的光泽度要求,不能太亮,这样驾驶员的驾驶感觉才会做到舒适安全。
空间方面,手脚活动的范围、肘部活动的空间等;扶手,拉手等的布置位置高度是否处于人机舒适状态;对仪表板上需要手操作的零件,如换挡手柄、空调开关、出风口调节等等的布置和结构应该处于易操作的状态。
汽车仪表板及其制造工艺仪表板是汽车中非常独特的部件,集安全性、功能性、舒适性与装饰性於一身。
除了要求有良好的刚性及吸能性,人们对其手感、皮纹、色泽、色调的要求也愈来愈高。
汽车仪表板组成仪表板因其得天独厚的空间位置,使愈来愈多的操作功能分布於其中,除反映车辆行驶基本状态外,对风口、音响、空调、灯光等控制也给予行车更多的安全和驾驶乐趣。
因此,在汽车中,仪表板是非常独特的集安全性、功能性、舒适性与装饰性於一身的部件。
首先,它需要有一定的刚性以支撑其所附的零件在高速和振动的状态下保证正常工作;同时又需要有较好的吸能性使其在发生意外时减少外力对正、副驾驶员的冲击。
随着人们对车的理解愈来愈超出其功能,对仪表板的手感、皮纹、色泽、色调也逐渐成为评判整车层级的重要标准。
仪表板通常包含仪表板本体(壳体)、仪表、空调控制系统、风道/风管、出风口、操作面板、开关、音响控制系统、除霜器、除雾器、手套箱、左盖板、饰板等零件。
大部分仪表板还包含:储物盒、驾驶员侧手套箱、扬声器等饰件和时钟、金属加强件、烟灰盒、点烟器、杯托等功能性零件;部分中高档汽车设计有卫星导航系统、手机对讲系统、温度传感系统等高端产品。
仪表板的分类仪表板按安全性可分为无气囊仪表板和附气囊仪表板(针对副驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附气囊仪表板需求加大,主机厂也将此作为买点之一。
气囊打开在保护乘客的同时,也可能伤害乘客,尤其是儿童。
因此,国际上部分新车型的仪表板气囊已开始加装开关。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在其打开时释放气囊。
但其与仪表板匹配处存在可视装接线,影响整车美观。
为此,近年愈来愈多车型的仪表板设计为无缝气囊仪表板。
既能保证气囊正常开启,又无可视装接线。
仪表板按舒适性可分为硬塑仪表板、吸塑仪表板和半硬泡软质仪表板。
仪表板本体以注塑工艺制成的为硬塑仪表板,因其工艺简单、投资低等优势而被广泛应用,尤其是中低档车。
骏捷仪表板及相关件第二
供应商区分
Newly compiled on November 23, 2020
骏捷仪表板及相关件第二供应商区分目前骏捷车仪表板及相关件(手套箱、出风口、装饰条等24种件)由两个供应商供货,分别是江阴万奇(1D24)和第二供应商延锋伟世通
(1A51),从07年12月份开始两个供应商同时供货,在生产线上的装车原则是同一台车的仪表板及相关件为同一个供应商,不存在相互混装的情况,如果两个供应商的件混装可能出现缝隙不均或安装不上等不良现象,因此建议服务站对两个供应商的仪表板及相关件分别订货,以方便维修。
两个供应商的区分:
1、零件号不同:江阴万奇的件使用原来的零件号,如:3050201-T5等;
而第二供应商延锋伟世通的件则在零件号后加“-YF”,如3050201-T5-YF
等,具体见SBOM。
2、供应商标识不同:可拆下仪表板左/右护板查看供应商标识,即为此车
仪表板相关件的供应商。
(1)延锋伟世通标识
(2)江阴万奇标识。