轿车仪表板及制造工艺简介 --延锋伟世通
- 格式:ppt
- 大小:3.02 MB
- 文档页数:30
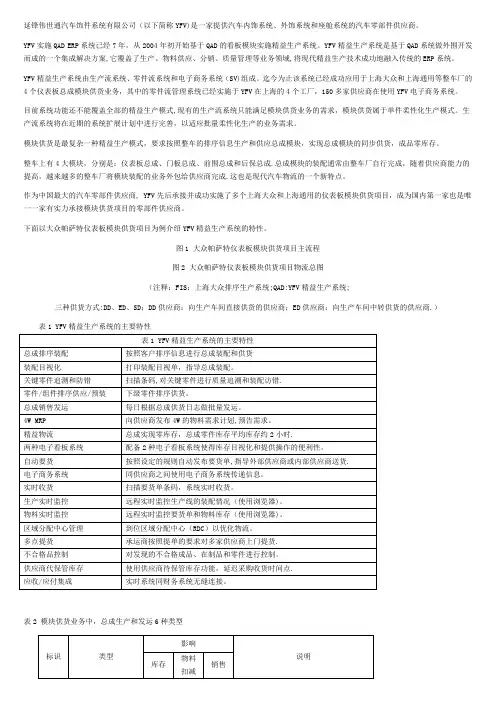
延锋伟世通汽车饰件系统有限公司(以下简称YFV)是一家提供汽车内饰系统、外饰系统和座舱系统的汽车零部件供应商。
YFV实施QAD ERP系统已经7年,从2004年初开始基于QAD的看板模块实施精益生产系统。
YFV精益生产系统是基于QAD系统做外围开发而成的一个集成解决方案,它覆盖了生产、物料供应、分销、质量管理等业务领域,将现代精益生产技术成功地融入传统的ERP系统。
YFV精益生产系统由生产流系统、零件流系统和电子商务系统(SV)组成。
迄今为止该系统已经成功应用于上海大众和上海通用等整车厂的4个仪表板总成模块供货业务,其中的零件流管理系统已经实施于YFV在上海的4个工厂,150多家供应商在使用YFV电子商务系统。
目前系统功能还不能覆盖全部的精益生产模式,现有的生产流系统只能满足模块供货业务的需求,模块供货属于单件柔性化生产模式。
生产流系统将在近期的系统扩展计划中进行完善,以适应批量柔性化生产的业务需求。
模块供货是最复杂一种精益生产模式,要求按照整车的排序信息生产和供应总成模块,实现总成模块的同步供货,成品零库存。
整车上有4大模块,分别是:仪表板总成、门板总成、前围总成和后保总成.总成模块的装配通常由整车厂自行完成,随着供应商能力的提高,越来越多的整车厂将模块装配的业务外包给供应商完成.这也是现代汽车物流的一个新特点。
作为中国最大的汽车零部件供应商, YFV先后承接并成功实施了多个上海大众和上海通用的仪表板模块供货项目,成为国内第一家也是唯一一家有实力承接模块供货项目的零部件供应商。
下面以大众帕萨特仪表板模块供货项目为例介绍YFV精益生产系统的特性。
图1 大众帕萨特仪表板模块供货项目主流程图2 大众帕萨特仪表板模块供货项目物流总图(注释:FIS:上海大众排序生产系统;QAD:YFV精益生产系统;三种供货方式:DD、ED、SD;DD供应商:向生产车间直接供货的供应商;ED供应商:向生产车间中转供货的供应商.)表1 YFV精益生产系统的主要特性表2 模块供货业务中,总成生产和发运6种类型总成上线后,系统实时记录物料消耗,累积物料需求,按照设定要货规则自动生成要货单,再通过电子商务系统发布给供应商。

仪表板开发篇仪表板简称I/P(Instrument panel),是汽车内饰的重要组成部分。
一、材料及工艺1、A11:麻纤维骨架+PVC/ABS表皮(吸塑)+金属支架-----------------泰州劲松PP骨架+PUR发泡层+PVC/ABS表皮(吸塑)+金属支架-----常州新泉2、A15:(PU+GF)骨架+ PUR(聚氨酯)泡沫层+PVC/ABS表皮(吸塑)+金属支架----延锋伟世通3、S11:PP注塑4、B11:PC+ABS骨架+PU发泡层+PVC/ABS表皮(搪塑)重点介绍搪塑工艺:主要优点表皮纹理清晰均匀,产品设计时不用考虑脱模角度,设计自由度大。
1)搪塑模具的制作过程:根据数模,加上收缩率,减去皮纹层的厚度,数控加工出木模―――在木模上贴上皮纹皮(贴皮引起模具上有拼缝)----翻出软的硅树脂模(有拼缝)―――翻出硬的树脂主模型,并手工修掉拼缝―――翻出硅树脂模―――翻出电极阳模(为了导电,表面喷银粉,并布置电极)―――电镀出搪塑模具外壳―――加上支撑,形成搪塑模2)搪塑的工艺流程:1、首先将堂速模具本体加热至230-250℃;2、然后将模具与粉箱对合并夹紧(以防粉末露出),模具在上,粉箱在下;3、模具和粉箱一起旋转至粉箱在上,模具在下,粉箱里的粉末这是落在模具里,在高温的作用下,紧贴在模具的那一层就融化并相互粘在一起,然后继续旋转,使得模具的每个角落都有粉末,且融化并粘在一起,直至形成的表皮厚度增加至符合要求为止(一般的PVC的厚度为1.1mm),这时粉箱在下方,剩余的粉末又回到风箱里;4、模具与粉箱分离,并移到冷却工位,用水或空气等对模具进行快速冷却至60-80℃时,工人扒下表皮。
3)搪塑设备的分类(按模具的加热方式分类)1、气加热设备:价格最便宜。
它时通过燃烧天然气或重油产生的热风来加热模具。
它有一个加热炉,整个模具置于炉子中加热。
模具的温度控制较差,成品的合格率低,模具的寿命约为2万模次;2、油加热设备,价格最贵。
汽车内饰件模内皮纹成型及覆皮工艺延锋伟世通技术中心办公室第011期 2006/12 本期主题:汽车内饰件模内皮纹成型及覆皮工艺内容提要:本文着重介绍的是阴模模内成型皮纹覆皮的工艺, 模内成型皮纹(In Mold GRAINING)简称IMG,是一种使用刻有皮纹图案的阴模,先将光滑的膜料在模内成型出内饰件形状的带皮纹的表皮,然后在机器的同一工位将该表皮真空吸附在基材上。
目录⏹模内皮纹成型工艺概述⏹模内皮纹成型工艺应用进展简介⏹模内皮纹成型专利介绍模内皮纹成型概述关于中高档车型,内饰件(包含汽车的仪表板,门内板等)的覆皮是不可缺少的工艺。
根据加工方式的不一致,有关的工艺能够分为三类:- 传统的凸模真空覆皮工艺- 搪塑成型表皮PU发泡覆皮工艺- 阴模模内成型皮纹/覆皮工艺传统的覆皮方式是使用已带有皮纹的原料,通过加热,凸模真空吸塑,将表皮覆盖在基材上。
搪塑工艺是使用粉末原料先成型好内饰件形状的皮纹表皮,然后在表皮与基材之间浇注PU,将表皮覆在基材上。
本文着重介绍的是阴模模内成型皮纹覆皮的工艺,同时与其它两种工艺进行对比。
模内成型皮纹覆皮的工艺也称之IMG (IN MOULD GRAINING) 工艺,它使用刻有皮纹图案的阴模,先将光滑的膜料在模内成型出内饰件形状的带皮纹的表皮,然后在机器的同一工位将该表皮真空吸附在基材上。
相关于传统的使用预制皮纹片材的方法,具有更大的设计自由度,由于预制的皮纹片材在覆盖过程易于失去原有花纹,而“模内皮纹”这一新工艺中,皮纹是在压制阶段才形成,因此花纹甚至可保留在边缘处,而且该工艺能够在一个阶段形成不一致的皮纹。
➢IMG工艺所使用的材料所使用的膜料能够是PVC或者带发泡层的TPO料。
➢IMG工艺成型的表面质量IMG成型的模具皮纹与产品皮纹质量:模具面产品面- 膜料的厚度能够在0.8-1.8 mm范围内。
- 带发泡层的膜料的厚度能够在2.0mm- 3.5mm范围内。
- 覆皮所使用的粘合剂 - 热熔型PU类 - 水基型-基件: -纤维板 - ABS (PP)注塑件➢IMG的工艺过程真空阴模内皮纹成型→真空覆皮→冷却➢IMG工艺的优点- 没有皮纹拉深变形与破坏设备的投入成本低 (与搪塑成型相比) - 可在同一次成型不一致图案的皮纹- 产品的质量重复稳固性好- 可成型较小的圆弧部位(与传统的凸模成型相比)➢IMG工艺的不足:- 产品设计时,阴陷的形状仍有一定的限制- 产品上的最小圆弧半径需要 > 1 mm- 模具的成本较高与制造周期较长(与传统的凸模成型相比)➢IMG工艺在汽车内饰中的应用:要紧用于生产汽车的3-D设计程度高的内饰件,如仪表板、车门内板、中控台、手套箱盖板、安全气囊盖板等。
汽车仪表板及其制造工艺仪表板因其得天独厚的空间位置,使越来越多的操作功能分布于其中,除反映车辆行驶基本状态的仪表外,对风口、音响、空调、灯光等的控制也给予行车以更多的安全和驾驶乐趣。
因此,在汽车中,仪表板是非常独特的集安全性、功能性、舒适性与装饰性于一身的部件。
首先,它需要有一定的刚性以支撑其所附的零件在高速和振动的状态下保证正常工作;同时又需要有较好的吸能性使其在发生意外时减少外力对正、副驾驶员的冲击。
随着人们对车的理解越来越超出其功能本身,对伸手可及、举目必望的仪表板,其手感、皮纹、色泽、色调也逐渐成为评判整车层级的重要标准之一。
仪表板的组成仪表板通常包含的零件有:仪表板本体(壳体)、仪表、空调控制系统、风道/风管、出风口、操作面板、开关、音响控制系统、除霜器、除雾器、手套箱、左盖板、饰板等零件。
大部分仪表板还包含有:储物盒、驾驶员侧手套箱、扬声器等饰件和时钟、金属加强件、烟灰盒、点烟器、杯托等功能性零件;部分中高档汽车设计有卫星导航系统、手机对讲系统、温度传感系统等高端产品。
(如附图一)仪表板的分类按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对副驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附气囊仪表板需求加大,主机厂也将此作为买点之一。
而气囊打开在保护乘客的同时,也可能伤害乘客,尤其是儿童。
因此,国际上部分新车型的仪表板气囊已开始加装开关。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在其打开时释放气囊。
但其与仪表板匹配处存在可视装接线,影响整车美观。
为此,近年越来越多车型的仪表板被设计为无缝气囊仪表板。
既能保证气囊正常开启,又无可视装接线。
按照舒适性来分,仪表板可分为硬塑仪表板、吸塑仪表板和半硬泡软质仪表板(其剖面如图二)。
仪表板本体为注塑工艺制成的仪表板为硬塑仪表板,因其工艺简单、投资低等优势而被广泛应用,尤其是中低档车。
其中有局部或全部涂装饰漆或软触漆,以改善外观、增加色调或提高质感。
整体式安全气囊线的激光弱化工艺延锋伟世通汽车饰件系统有限公司范松鹤、武文光一.概述随着汽车技术的不断发展,对仪表板这样的集安全性、功能性、舒适性与装饰性于一身的零件的要求越来越高,特别是它的安全性。
按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对付驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附加气囊的仪表板的需求加大,主机厂也将此作为买点之一。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在打开时释放气囊。
在与仪表板匹配处存在可视装接线,现有的国内的车型主要有PASSAT B5系列,SAIL系列,SAIL系列,通用的GL8等等。
为美观起见,近年越来越多车型的仪表板被设计为整体式安全气囊(Integrated airbag)仪表板,既无可视装接线,又能保证气囊正常开启。
其中有一种在仪表板本体上加工出一条安全气囊线的无缝气囊仪表板,在大众去年推出的新车型POLO和即将投产的Touran ,以及上海通用新近推出的凯越(EXCELLE)均得到了采用。
将来,这种无缝安全气囊仪表板的应用会越来越广泛,因此,其加工工艺将成为仪表板专业厂商必须掌握的关键技术。
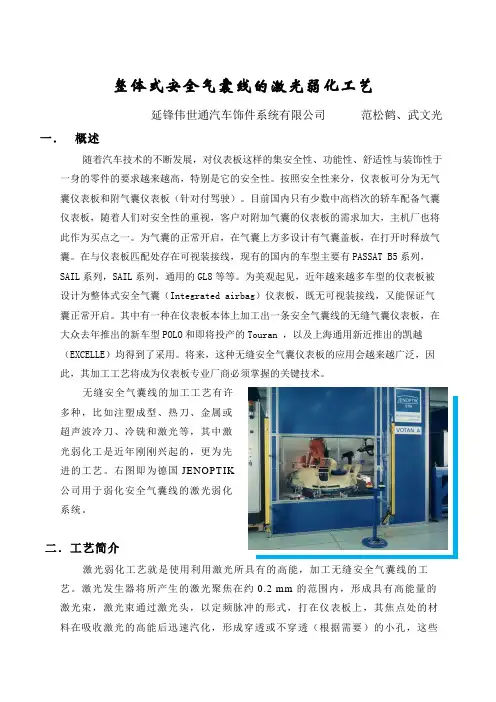
无缝安全气囊线的加工工艺有许多种,比如注塑成型、热刀、金属或超声波冷刀、冷铣和激光等,其中激光弱化工是近年刚刚兴起的,更为先进的工艺。
右图即为德国JENOPTIK公司用于弱化安全气囊线的激光弱化系统。
二.工艺简介激光弱化工艺就是使用利用激光所具有的高能,加工无缝安全气囊线的工艺。
激光发生器将所产生的激光聚焦在约0.2 mm 的范围内,形成具有高能量的激光束,激光束通过激光头,以定频脉冲的形式,打在仪表板上,其焦点处的材料在吸收激光的高能后迅速汽化,形成穿透或不穿透(根据需要)的小孔,这些小孔区域的材料厚度变薄,断裂强度降低,从而能在受到外界冲击时,优先断裂。
许多这样的顺序排列的微孔的组合,就是我们通常说的安全气囊线(Airbag line)。
整体式安全气囊线的激光弱化工艺延锋伟世通汽车饰件系统有限公司范松鹤、武文光一.概述随着汽车技术的不断发展,对仪表板这样的集安全性、功能性、舒适性与装饰性于一身的零件的要求越来越高,特别是它的安全性。
按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对付驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附加气囊的仪表板的需求加大,主机厂也将此作为买点之一。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在打开时释放气囊。
在与仪表板匹配处存在可视装接线,现有的国内的车型主要有PASSAT B5系列,SAIL系列,SAIL系列,通用的GL8等等。
为美观起见,近年越来越多车型的仪表板被设计为整体式安全气囊(Integrated airbag)仪表板,既无可视装接线,又能保证气囊正常开启。
其中有一种在仪表板本体上加工出一条安全气囊线的无缝气囊仪表板,在大众去年推出的新车型POLO和即将投产的Touran ,以及上海通用新近推出的凯越(EXCELLE)均得到了采用。
将来,这种无缝安全气囊仪表板的应用会越来越广泛,因此,其加工工艺将成为仪表板专业厂商必须掌握的关键技术。
无缝安全气囊线的加工工艺有许多种,比如注塑成型、热刀、金属或超声波冷刀、冷铣和激光等,其中激光弱化工是近年刚刚兴起的,更为先进的工艺。
右图即为德国JENOPTIK公司用于弱化安全气囊线的激光弱化系统。
二.工艺简介激光弱化工艺就是使用利用激光所具有的高能,加工无缝安全气囊线的工艺。
激光发生器将所产生的激光聚焦在约0.2 mm 的范围内,形成具有高能量的激光束,激光束通过激光头,以定频脉冲的形式,打在仪表板上,其焦点处的材料在吸收激光的高能后迅速汽化,形成穿透或不穿透(根据需要)的小孔,这些小孔区域的材料厚度变薄,断裂强度降低,从而能在受到外界冲击时,优先断裂。
许多这样的顺序排列的微孔的组合,就是我们通常说的安全气囊线(Airbag line)。
汽车仪表板及其制造工艺延锋伟世通汽车饰件系统有限公司 武文光电邮本页 列印版 加入记事簿 检视记事簿仪表板是汽车中非常独特的部件,集安全性、功能性、舒适性与装饰性於一身。
除了要求有良好的刚性及吸能性,人们对其手感、皮纹、色泽、色调的要求也愈来愈高。
仪表板因其得天独厚的空间位置,使愈来愈多的操作功能分布於其中,除反映车辆行驶基本状态外,对风口、音响、空调、灯光等控制也给予行车更多的安全和驾驶乐趣。
因此,在汽车中,仪表板是非常独特的集安全性、功能性、舒适性与装饰性於一身的部件。
首先,它需要有一定的刚性以支撑其所附的零件在高速和振动的状态下保证正常工作;同时又需要有较好的吸能性使其在发生意外时减少外力对正、副驾驶员的冲击。
随着人们对车的理解愈来愈超出其功能,对仪表板的手感、皮纹、色泽、色调也逐渐成为评判整车层级的重要标准。
仪表板通常包含仪表板本体(壳体)、仪表、空调控制系统、风道/风管、出风口、操作面板、开关、音响控制系统、除霜器、除雾器、手套箱、左盖板、饰板等零件。
大部分仪表板还包含:储物盒、驾驶员侧手套箱、扬声器等饰件和时钟、金属加强件、烟灰盒、点烟器、杯托等功能性零件;部分中高档汽车设计有卫星导航系统、手机对讲系统、温度传感系统等高端产品。
仪表板的分类仪表板按安全性可分为无气囊仪表板和附气囊仪表板(针对副驾驶)。
目前国内只有少数中高档次汽车仪表板组成05年上半年中国进口汽车总量锐减 中国柴油车排放2008年用欧III 标 中国汽车工业工程公司在天津成立的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附气囊仪表板需求加大,主机厂也将此作为买点之一。
气囊打开在保护乘客的同时,也可能伤害乘客,尤其是儿童。
因此,国际上部分新车型的仪表板气囊已开始加装开关。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在其打开时释放气囊。
但其与仪表板匹配处存在可视装接线,影响整车美观。
为此,近年愈来愈多车型的仪表板设计为无缝气囊仪表板。