汽车发动机罩外板制造工艺流程
- 格式:doc
- 大小:418.00 KB
- 文档页数:2
汽车发动机端盖加工工艺分析作者:刘畅来源:《汽车世界·车辆工程技术(中)》2019年第02期摘要:现阶段,随着社会的发展,我国的现代化建设的发展也有了很大的进步。
在汽车制造领域中,离合器、变速箱、发动机和底盘都属于加工工艺复杂的典型部件。
汽车发动机端盖是发动机上的重要部件之一,发动机端盖的加工精度直接影响发动机的性能。
目前,使用国内设备加工发动机端盖的工艺为两次装夹加工,不仅定位误差大、加工步骤繁琐、加工效率低,而且零件加工精度、一致性都受限于生产工人的水平。
随着生产企业对发动机端盖的加工精度要求不断提高,生产数量逐年增加,如何提高其产品的加工精度和生产效率已成为亟待解决的问题。
本文正是来源于国内某汽车零部件加工制造类企业定制数控专用车床用于生产发动机端盖时所需的配套技术服务方案。
本文主要针对发动机端盖的结构特点,以解决该类零件加工中存在的问题为目标,并最终制定出合理、高精、高效的加工方案。
关键词:汽车发动机;端盖加工;工艺分析0 引言以汽车发动机端盖零件为研究对象,以提高其加工精度和加工效率为目的,针对其结构特点,分别从生产工艺、专用数控机床及夹具设计、加工工艺改进等方面对其进行阐述,诠释该零件的工艺改进方案和取得的效果,为同类零件的加工工艺改进提供了借鉴。
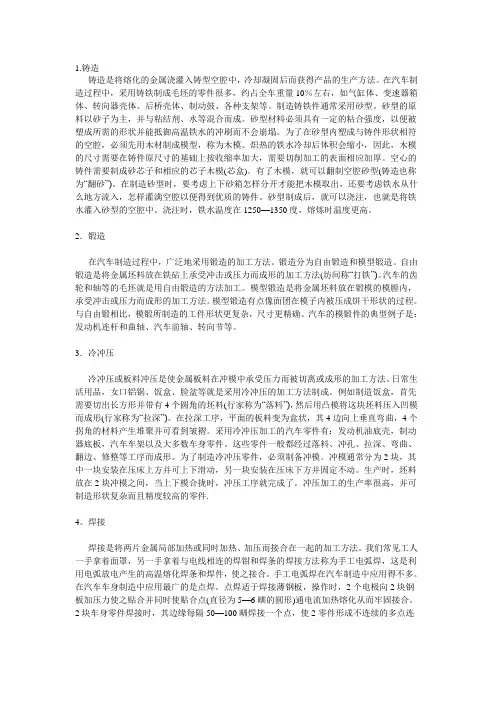
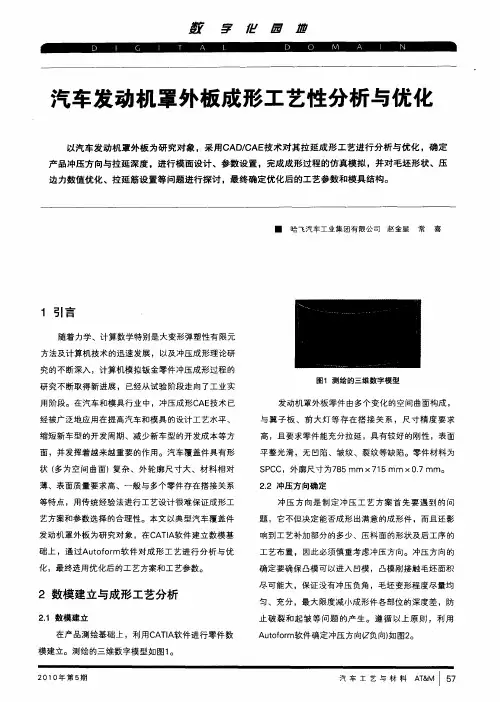
1 零件结构、精度要求及工艺路线1.1 发动机端盖的结构分析从图1可以看出零件材质为铝,薄壁、夹持时极易产生变形。
夹持后的弹性变形较大。
加工时由于工件外圆耳部是断续切削,会造成刀具切入部位存在切削纹,同时,夹持后的弹性变形,会造成工件平面度、外圆圆度、外圆与内孔同轴度超差。
1.2 发动机端盖尺寸与精度要求分析该汽车发动机端盖的形位精度要求高:基准Aφ226.5圆度0.05;φ221.1与基准A同轴度φ0.03;5-φ5.8位置度φ0.6;φ60与基准Bφ87.5同轴度φ0.04;垂直度要求0.03等。
1.3 原加工工艺方案分析最初用户只用普通车床加工,加工工艺过程为在车床上利用三爪卡盘夹持外圆,先加工内孔、内孔端面、端面槽;之后进行二次装卡,撑内孔,再加工五个爪的端面、外圆、径向槽、外圆端面。

1.铸造铸造是将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法。
在汽车制造过程中,采用铸铁制成毛坯的零件很多,约占全车重量10%左右,如气缸体、变速器箱体、转向器壳体、后桥壳体、制动鼓、各种支架等。
制造铸铁件通常采用砂型。
砂型的原料以砂子为主,并与粘结剂、水等混合而成。
砂型材料必须具有一定的粘合强度,以便被塑成所需的形状并能抵御高温铁水的冲刷而不会崩塌。
为了在砂型内塑成与铸件形状相符的空腔,必须先用木材制成模型,称为木模。
炽热的铁水冷却后体积会缩小,因此,木模的尺寸需要在铸件原尺寸的基础上按收缩率加大,需要切削加工的表面相应加厚。
空心的铸件需要制成砂芯子和相应的芯子木模(芯盒)。
有了木模,就可以翻制空腔砂型(铸造也称为“翻砂”)。
在制造砂型时,要考虑上下砂箱怎样分开才能把木模取出,还要考虑铁水从什么地方流入,怎样灌满空腔以便得到优质的铸件。
砂型制成后,就可以浇注,也就是将铁水灌入砂型的空腔中。
浇注时,铁水温度在1250—1350度,熔炼时温度更高。
2.锻造在汽车制造过程中,广泛地采用锻造的加工方法。
锻造分为自由锻造和模型锻造。
自由锻造是将金属坯料放在铁砧上承受冲击或压力而成形的加工方法(坊间称“打铁”)。
汽车的齿轮和轴等的毛坯就是用自由锻造的方法加工。
模型锻造是将金属坯料放在锻模的模膛内,承受冲击或压力而成形的加工方法。
模型锻造有点像面团在模子内被压成饼干形状的过程。
与自由锻相比,模锻所制造的工件形状更复杂,尺寸更精确。
汽车的模锻件的典型例子是:发动机连杆和曲轴、汽车前轴、转向节等。
3.冷冲压冷冲压或板料冲压是使金属板料在冲模中承受压力而被切离或成形的加工方法。
日常生活用品,女口铝锅、饭盒、脸盆等就是采用冷冲压的加工方法制成。
例如制造饭盒,首先需要切出长方形并带有4个圆角的坯料(行家称为“落料”),然后用凸模将这块坯料压入凹模而成形(行家称为“拉深”)。
在拉深工序,平面的板料变为盒状,其4边向上垂直弯曲,4个拐角的材料产生堆聚并可看到皱褶。

汽车制造行业主要生产工艺职业病危害因素识别和防护措施汽车制造行业的工艺类型很多,根据《建设项目职业病危害风险分类管理目录(2021年版)》,汽车制造业C36,属于职业病危害严重行业。
本教案以小型乘用汽车制造工艺为例,讲解汽车制造行业职业卫生监督执法基础知识,重点知识点为汽车制造行业生产工艺流程及生产过程中职业病危害因素识别、职业病防护设施和个人防护措施、以及相关职业病危害因素职业健康检查项目等。
汽车制造行业主要包括冲压车间、焊装车间、涂装车间、树脂车间、总装车间。
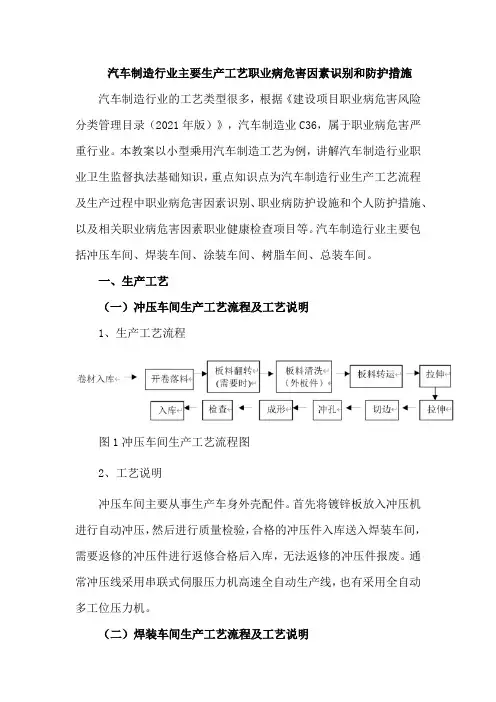
一、生产工艺(一)冲压车间生产工艺流程及工艺说明1、生产工艺流程图1冲压车间生产工艺流程图2、工艺说明冲压车间主要从事生产车身外壳配件。
首先将镀锌板放入冲压机进行自动冲压,然后进行质量检验,合格的冲压件入库送入焊装车间,需要返修的冲压件进行返修合格后入库,无法返修的冲压件报废。
通常冲压线采用串联式伺服压力机高速全自动生产线,也有采用全自动多工位压力机。
(二)焊装车间生产工艺流程及工艺说明1、生产工艺流程图2焊装车间生产工艺流程图2、工艺说明焊装车间主要进行车身总成及其分总成焊接、装配、调整和修磨,分总成主要包括左/右侧围内板总成、左/右侧围外板总成、顶盖总成、地板总成、左/右车门、前盖、后盖总成和车身总成。
焊装车间焊接工艺主要有两种:接触电阻焊和气体(CO2)保护电弧焊。
焊装车间主体部分以电阻焊为主,现代汽车工业通常以机器人自动生产线为主,小件焊接生产线以CO2保护焊为主,独立车间设置。
(三)涂装车间生产工艺流程及工艺说明1、生产工艺流程图3涂装车间生产工艺流程图2、工艺说明涂装车间主要负责车身表面的涂装作业,包括表面处理、电泳涂装、密封胶喷涂、底漆、中涂、面漆喷涂、自动注蜡等。
首先将从焊装车间送入的车框进行预处理,然后进行电泳,再然后进行烘干,之后喷色漆、清漆,再然后送入报交线,无质量问题最后送入自动注蜡机进行注蜡。
涂装车间内一般布置有底漆线、涂胶线、中涂线、面漆线、精饰线、返修线。
1、铸造铸造就是将熔化得金属浇灌入铸型空腔中,冷却凝固后而获得产品得生产方法。
在汽车制造过程中,采用铸铁制成毛坯得零件很多,约占全车重量10%左右,如气缸体、变速器箱体、转向器壳体、后桥壳体、制动鼓、各种支架等.制造铸铁件通常采用砂型.砂型得原料以砂子为主,并与粘结剂、水等混合而成。
砂型材料必须具有一定得粘合强度,以便被塑成所需得形状并能抵御高温铁水得冲刷而不会崩塌.为了在砂型内塑成与铸件形状相符得空腔,必须先用木材制成模型,称为木模.炽热得铁水冷却后体积会缩小,因此,木模得尺寸需要在铸件原尺寸得基础上按收缩率加大,需要切削加工得表面相应加厚。
空心得铸件需要制成砂芯子与相应得芯子木模(芯盒).有了木模,就可以翻制空腔砂型(铸造也称为“翻砂”)。
在制造砂型时,要考虑上下砂箱怎样分开才能把木模取出,还要考虑铁水从什么地方流入,怎样灌满空腔以便得到优质得铸件。
砂型制成后,就可以浇注,也就就是将铁水灌入砂型得空腔中。
浇注时,铁水温度在1250—1350度,熔炼时温度更高。
ﻫ2.锻造在汽车制造过程中,广泛地采用锻造得加工方法。
锻造分为自由锻造与模型锻造。
自由锻造就是将金属坯料放在铁砧上承受冲击或压力而成形得加工方法(坊间称“打铁”).汽车得齿轮与轴等得毛坯就就是用自由锻造得方法加工。
模型锻造就是将金属坯料放在锻模得模膛内,承受冲击或压力而成形得加工方法。
模型锻造有点像面团在模子内被压成饼干形状得过程.与自由锻相比,模锻所制造得工件形状更复杂,尺寸更精确。
汽车得模锻件得典型例子就是:发动机连杆与曲轴、汽车前轴、转向节等。
ﻫ3.冷冲压ﻫ冷冲压或板料冲压就是使金属板料在冲模中承受压力而被切离或成形得加工方法。
日常生活用品,女口铝锅、饭盒、脸盆等就就是采用冷冲压得加工方法制成。
例如制造饭盒,首先需要切出长方形并带有4个圆角得坯料(行家称为“落料”),然后用凸模将这块坯料压入凹模而成形(行家称为“拉深”)。
在拉深工序,平面得板料变为盒状,其4边向上垂直弯曲,4个拐角得材料产生堆聚并可瞧到皱褶。
汽车研发的五大阶段及制造的四大工艺汽车研发是一个很复杂的系统工程,甚至需要上千人花费几年的时间才能完成;一款汽车从研发到投入市场一般都需要5年左右的时间。
不过随着技术的不断进步,研发的周期也在缩短,当然,我们说的是正向设计,事实上很多国内的厂家都是逆向设计,但即使是逆向设计同样也需要很多的时间。
我们可以仿制别人的外观,但是我们无法仿制别人的工艺,我们依然需要进行大量的机构分析、材料分析、力学分析等,依然需要去试制、测试、检测等等,这些研发的过程是无法省略的。
不同的汽车企业其汽车的研发流程略有不同,下面讲述的是正向开发的一般研发流程:一.市场调研阶段一个全新车型的开发需要几亿甚至十几亿的大量资金投入,如果不经过很细致的市场调研可能就会“打水漂”了;现在国内有专门的市场调研公司,汽车公司会委托他们对国内消费者的需求、喜好、习惯等做出调研,明确车型形式和市场目标,即价格策略,很多车型的失败都是因为市场调研没有做好。
譬如:当年雪铁龙固执的在中国推广两厢车,而忽视了国人对“三厢”的情有独钟,致使两厢车进入中国市场太早,失去了占领市场的机会。
二.概念设计阶段概念设计主要分三个阶段:总体布置、造型设计、制作油泥模型。
1.总体布置总布设计是汽车的总体设计方案,包括:车厢及驾驶室的布置,发动机与离合器及变速器的布置、传动轴的布置、车架和承载式车身底板的布置、前后悬架的布置、制动系的布置、油箱、备胎和行李箱等的布置、空调装置的布置。
2.造型设计在进行了总体布置草图设计以后,就可以在其确定的基本尺寸的上进行造型设计了。
包括外形和内饰设计两部分。
设计草图是设计师快速捕捉创意灵感的最好方法,最初的设计草图都比较简单,它也许只有几根线条,但是能够勾勒出设计造型的神韵,设计师通过大量的设计草图来尽可能多的提出新的创意。
这个车到底是简洁、还是稳重、是复古、还是动感都是在此确定的。
当然,如果是逆向设计,则就不需要这个过程了,把别人的车型直接进行点阵扫描,然后在计算机中进行造型勾画就行了。
汽车研发的五大阶段及制造的四大工艺(正向研发流程)导语以前有个朋友问过我,国内的很多车型都是抄袭的,为什么还需要那么多研发人员,研发过程为什么还需要那么多时间?在此向各位车友讲述国内一个车企造车的故事,然后你就会明白,造车真不是很简单的。
▪来源:机械前沿▪想当年这家企业刚进入汽车业,就夸下了“2010年做到中国第一,2015年做到世界第一”的“豪言壮语”。
于是举全公司之力,完全自主设计了一款车型,样品完成后,广邀其全国经销商对这款车进行评价,99%的经销商都太“震惊”了,这车也能卖,他们对这款车没有点滴信息?好在这家公司做出了很英明的决定,没有把此款车型投向市场。
很快这几公司认识到模仿是必须经历的过程,从copy 到change再到design,这也是日韩汽车走过的过程。
此后,此公司做出了一个战略选择,他们开始了大力copy 工作,copy的车型从A00级车到C级车,从MPV到SUV一共十几款车,而且这么多车型的研发工作基本上都是同时进行的,并再次提出了一年研发3—4款车型的“豪言壮语”。
但是他们没有认识到copy并不是那么简单,同样copy也需要积累的。
当他们把他们copy的第一款车拿到车展的时候,业内的人都笑了,太粗糙了吧?这个车型只会把自己的品牌永远的毁掉。
但是这款车连模具都开了,继续向市场推广,还是废掉重来?这可是好几亿。
这个时候,这家企业真正意识到“模仿也不是个简单的活”,他们立即停止了对奔驰等车型的仿制工作,全部精力投入到一款A 级车的研发中来,他们用几个亿RMB和三年的时间,买了一个重要的教训。
给大家讲述这个故事的目的是说明:汽车研发是一个很复杂的系统工程,甚至需要上千人花费几年的时间才能完成;一款汽车从研发到投入市场一般都需要5年左右的时间。
不过随着技术的不断进步,研发的周期也在缩短,当然,我们说的是正向设计,事实上很多国内的厂家都是逆向设计,但即使是逆向设计同样也需要很多的时间。
汽车发动机装配工艺流程汽车发动机是汽车的心脏,起着驱动汽车运行的重要作用。
汽车发动机的装配工艺流程十分复杂,需要经过一系列的步骤才能完成。
下面将介绍一下汽车发动机的装配工艺流程。
第一步:准备工作在进行发动机装配之前,需要进行一系列的准备工作。
首先需要准备好所需的发动机零部件,包括汽缸体、曲轴、连杆、摇臂、气门等等。
然后需要对这些零部件进行检查和清洗,确保其质量符合要求。
第二步:磨修经过长时间使用的发动机零部件可能会出现磨损,需要进行磨修。
磨修的目的是将零部件的表面磨平,恢复其原有的尺寸和形状。
这一步需要使用专用的磨床和磨料,进行精密的磨削操作。
第三步:组装汽缸体和曲轴汽缸体是发动机的重要组成部分,需要将其与曲轴进行组装。
这一步骤需要将曲轴放入汽缸体内,并进行定位和固定。
同时,还需要安装配套的密封件和垫片,确保密封性和稳定性。
第四步:安装连杆和活塞连杆和活塞是发动机的核心组件,需要将其安装到汽缸体和曲轴上。
这一步需要精确地安装连杆螺栓和活塞销,确保其位置和间隙的准确度。
同时,还需要安装配套的气缸套和活塞环,确保气缸的密封性和润滑性能。
第五步:安装气门和摇臂气门和摇臂是发动机的重要部分,需要将其安装到汽缸体上。
这一步需要精确地安装气门和摇臂轴,确保其位置和间隙的准确度。
同时,还需要安装配套的气门导管和气门密封件,确保气门的密封性和润滑性能。
第六步:安装上下歧管和进气管上下歧管和进气管是发动机供气的关键组件,需要将其安装到汽缸体上。
这一步需要精确地安装上下歧管和进气管螺栓,确保其位置和间隙的准确度。
同时,还需要安装配套的密封件和连接管,确保气体的密封性和流动性能。
第七步:压缩试验和调试在完成发动机的装配之后,需要进行压缩试验和调试。
这一步需要使用专用的压缩机和检测设备,对发动机进行压缩测试,确保其气缸的密封性和压缩性能符合要求。
同时,还需要进行发动机的调试和调整,确保其运行平稳和性能良好。
第八步:试运行和检验经过以上步骤的装配和调试,发动机就可以进行试运行和检验了。
发动机舱盖外板冲压流程英文回答:Engine Hood Outer Panel Stamping Process.The engine hood outer panel is a critical component of a vehicle's exterior, providing protection for the engine and other components while also contributing to thevehicle's overall aesthetics. The stamping process involves shaping a sheet of metal into the desired form using a press and a die. Here is a detailed overview of the engine hood outer panel stamping process:1. Material Preparation: The first step is to prepare the metal sheet that will be used to form the outer panel. This involves cleaning the sheet to remove any dirt or debris and applying a lubricant to reduce friction during the stamping process.2. Die Setup: The press and the die are then set upaccording to the desired shape and dimensions of the outer panel. The die consists of two parts: the upper punch and the lower die. The punch is shaped to match the desired form of the outer panel, while the die provides support and guides the metal sheet during the stamping process.3. Positioning the Blank: The prepared metal sheet, known as the blank, is positioned between the punch and the die. The blank is carefully aligned to ensure that the stamped part will meet the required specifications.4. Stamping: The press is then activated, causing the punch to descend and press the blank into the die. The immense force exerted by the press forces the metal sheet to conform to the shape of the die, creating the desired outer panel form.5. Trimming and Piercing: After the stamping process, the outer panel may require additional operations such as trimming and piercing. Trimming involves removing excess material around the edges of the panel, while piercing creates holes for mounting hardware or other components.6. Quality Inspection: Once the stamping and trimming processes are complete, the outer panel undergoes a thorough quality inspection to ensure that it meets the specified requirements. This includes checking for defects such as cracks, dents, or imperfections.7. Surface Treatment: To protect the outer panel from corrosion and enhance its appearance, it may undergo surface treatments such as painting, galvanizing, or applying a protective coating.Additional Considerations:Material Selection: The choice of metal for the outer panel is crucial and depends on factors such as strength, durability, and corrosion resistance. Common materials used include steel, aluminum, and composite materials.Tooling Design: The design of the press and the die is critical for achieving the desired shape and quality of the outer panel. Advanced tooling technologies such ascomputer-aided design (CAD) and computer-aided manufacturing (CAM) are used to design and manufacture precise tooling.Process Optimization: The stamping process can be optimized through techniques such as blank holder force control, lubrication optimization, and temperature control to improve part quality and reduce defects.中文回答:发动机舱盖外板冲压流程。