工艺程序分析图
- 格式:ppt
- 大小:2.04 MB
- 文档页数:39
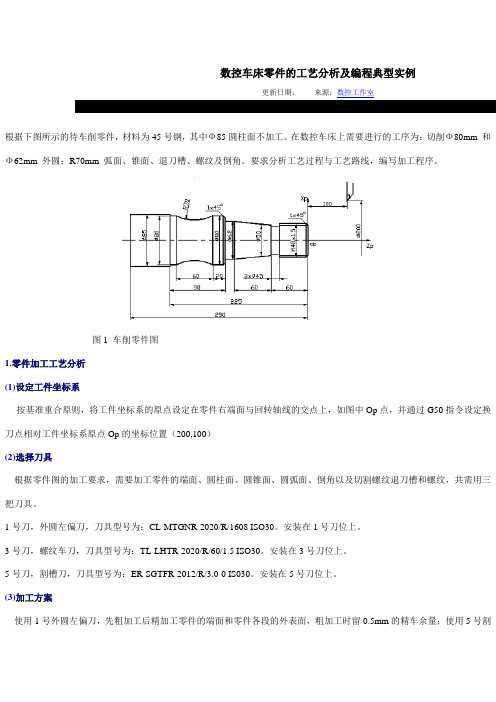
数控车床零件的工艺分析及编程典型实例更新日期:来源:数控工作室根据下图所示的待车削零件,材料为45号钢,其中Ф85圆柱面不加工。
在数控车床上需要进行的工序为:切削Ф80mm 和Ф62mm 外圆;R70mm 弧面、锥面、退刀槽、螺纹及倒角。
要求分析工艺过程与工艺路线,编写加工程序。
图1 车削零件图1.零件加工工艺分析(1)设定工件坐标系按基准重合原则,将工件坐标系的原点设定在零件右端面与回转轴线的交点上,如图中Op点,并通过G50指令设定换刀点相对工件坐标系原点Op的坐标位置(200,100)(2)选择刀具根据零件图的加工要求,需要加工零件的端面、圆柱面、圆锥面、圆弧面、倒角以及切割螺纹退刀槽和螺纹,共需用三把刀具。
1号刀,外圆左偏刀,刀具型号为:CL-MTGNR-2020/R/1608 ISO30。
安装在1号刀位上。
3号刀,螺纹车刀,刀具型号为:TL-LHTR-2020/R/60/1.5 ISO30。
安装在3号刀位上。
5号刀,割槽刀,刀具型号为:ER-SGTFR-2012/R/3.0-0 IS030。
安装在5号刀位上。
(3)加工方案使用1号外圆左偏刀,先粗加工后精加工零件的端面和零件各段的外表面,粗加工时留0.5mm的精车余量;使用5号割槽刀切割螺纹退刀槽;然后使用3号螺纹车刀加工螺纹。
(4)确定切削用量切削深度:粗加工设定切削深度为3mm,精加工为0.5mm。
主轴转速:根据45号钢的切削性能,加工端面和各段外表面时设定切削速度为90m/min;车螺纹时设定主轴转速为250r/min。
进给速度:粗加工时设定进给速度为200mm/min,精加工时设定进给速度为50mm/min。
车削螺纹时设定进给速度为1.5mm/r。
2.编程与操作(1)编制程序(2)程序输入数控系统将程序在数控车床MDI方式下直接输入数控系统,或通过计算机通信接口将程序输入数控机床的数控系统。
然后在CRT 屏幕上模拟切削加工,检验程序的正确性。


题目:凸台零件的数控加工工艺分析摘要【摘要】此次设计是基于SEMENS802C/802S的典型零件的编程与加工。
数控技术及数控机床在当今机械制造业中的重要地位和巨大效益,显示了其在国家基础工业现代化中的战略性作用,并已成为传统机械制造工业提升改造和实现自动化、柔性化、集成化生产的重要手段和标志。
数控技术及数控机床的广泛应用,给机械制造业的产业结构、产品种类和档次以及生产方式带来了革命性的变化。
数控机床是现代加工车间最重要的装备。
它的发展是信息技术(1T)与制造技术(MT)结合发展的结果。
现代的CAD/CAM敏捷制造和智能制造技术,都是建立在数控技术之上的。
掌握现代数控技术知识是现代机电类专业学生必不可少的。
本次设计内容介绍了数控加工的特点、加工工艺分析以及数控编程的一般步骤。
并利用Mastercam制造工程师软件完成零件的三维造型,进行加工轨迹设计,实现加工仿真。
利用斯沃仿真软件完成仿真加工。
利用CAD/CAM软件及G代码指令进行手工编程。
【关键词】:数控技术Mastercam制造工程师三维造型仿真加工手工编程自动编程目录摘要 (2)目录 (3)前言 (7)第一章概述 (8)1.1 数控加工的特点 (8)1.2 数控机床 (9)1.3 数控加工 (9)1.4 数控编程系统 (10)1.5 CAD/CAM系统 (11)1.6利用Mastrecam制造工程师CAD/CAM系统进行自动编程的基本步骤 (12)1.6.1 CAM系统的编程基本步骤如下: (13)1.6.2 加工工艺的确定 (13)1.6.3 加工模型建立 (13)1.6.4 刀具轨迹生成 (14)1.6.5 后期G代码生成 (14)1.6.6 加工代码输出 (14)第二章工艺分析 (16)2.1数控车工工艺分析 (16)2.1.1 分析图样 (16)2.1.2 分析加工方式 (17)2.1.3毛坯得选择 (17)2.1.4分析加工路线 (17)2.15 工序卡片 (18)2.2程序 (19)2.2.1坐标计算 (19)2.2.2程序编制 (19)1.2.3程序校验、仿真 (22)2.3加工 (22)2.3.1材料选择 (22)2.3.2机床配置 (22)2.3.3夹具刀具选择 (23)第三章数控铣工工艺分析 (24)3.1 工艺分析 (24)31.1 分析图样 (24)31.2分析加工方式 (24)3.1.3毛坯得选择 (24)3.1.4分析加工路线 (25)3.1.5工艺卡片的制作 (26)3.2程序 (27)3.2.1坐标计算 (27)3.2.2程序编制 (27)3.2.3程序校验、仿真 (29)3.3加工 (29)3.3.1材料选择 (29)3.3.2机床配置 (29)3.3.3夹具,刀具选择 (29)3.4 机床的调试 (29)3.4.4 机床试运行 (30)3.5程序传输 (30)3.6程序加工 (30)第四章数控车车中出现的问题及解决方法。

