卡套式管接头装配工艺流程
- 格式:docx
- 大小:95.56 KB
- 文档页数:3
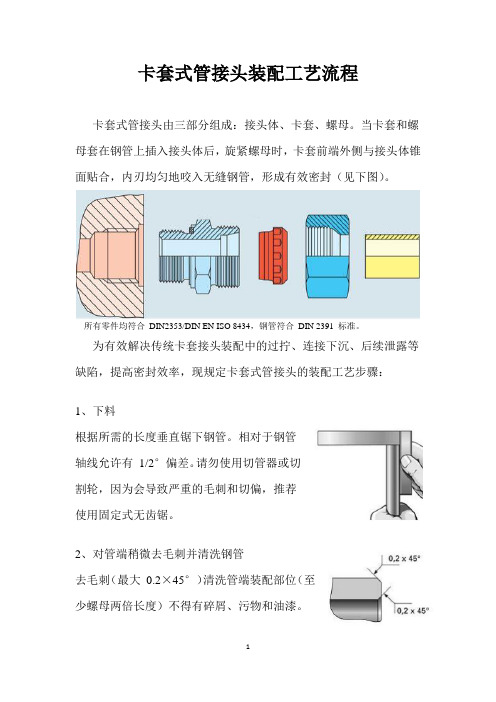
卡套式管接头装配工艺流程卡套式管接头由三部分组成:接头体、卡套、螺母。
当卡套和螺母套在钢管上插入接头体后,旋紧螺母时,卡套前端外侧与接头体锥面贴合,内刃均匀地咬入无缝钢管,形成有效密封(见下图)。
所有零件均符合DIN2353/DIN EN ISO 8434,钢管符合DIN 2391 标准。
为有效解决传统卡套接头装配中的过拧、连接下沉、后续泄露等缺陷,提高密封效率,现规定卡套式管接头的装配工艺步骤:1、下料根据所需的长度垂直锯下钢管。
相对于钢管轴线允许有1/2°偏差。
请勿使用切管器或切割轮,因为会导致严重的毛刺和切偏,推荐使用固定式无齿锯。
2、对管端稍微去毛刺并清洗钢管去毛刺(最大0.2×45°)清洗管端装配部位(至少螺母两倍长度)不得有碎屑、污物和油漆。
3、如图所示放置螺母和卡套注:不锈钢接头应使用专用润滑脂润滑螺母和卡套45°倒锥面及通孔,润滑后立即装配以免附着污物。
4、标记和预装将接头体牢靠固定虎钳上,钢管需垂直固定且插入至接头体内端面。
手工拧紧螺母至卡套夹住管子,感觉扭矩明增大(压力点)。
为确保正确的拧紧圈数,必须在螺母、接头和钢管上做好标记,用扳手把螺母拧紧1¼~1½圈。
现使用钢管建议预装至约1½圈。
5、检查检查切割刃的切入深度。
在齿形卡套切割刃前应该能看到一圈材料。
齿形卡套可以在钢管上旋转,但不能轴向位移。
6、接头体的终装拧紧螺母直至所需力矩明显增大,终装时螺母再拧1/6~1/4圈。
(或参照卡套接头装配扭矩表)7、重装每次拆卸接头时,都必须与终装所需的相同扭矩重新拧紧螺母。
装配指导流程图卡套接头装配扭矩表注:若预装时在接头螺母处加润滑油,则终装扭矩需减少10%。

卡套式接头安装方法液压管接头标准一、卡套式管接头的装配(一)预装①卡套式管接头的预装的最重要的环节,直接影响到密封的可靠性。
一般需要专用的预器。
管径小的接头可以在台钳上进行预装。
具体做法是,用一个接头作为母体,将螺母、卡套压紧到管子上可。
主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。
笔者发现,即使是同一厂家一批货,这几种接头体上锥形孔的深度往往不相同,结果就造成了泄漏,而此问题往往被忽视。
正确的做法是,管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。
②管子端面应平齐。
管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。
③预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。
④预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。
在进行管路连接时,再按规定的拧紧力装配。
ф6-1卡套的拧紧力为64-1 15n、16фmmr259n、ф18mm的为450n。
如果在预装时卡套变形严重,会失去密封作用。
(二).禁止加入密封胶等填料。
有人为了取得更好密封效果,在卡套上涂上密封胶,结果密封胶被冲入液压系统中,造成液压元件阴尼孔堵塞等故障。
(三).连接管路时,应使管子有足够的变形余量,避免使管子受到拉伸力。
(四).连接管路时,应避免使其受到侧向力,侧向力过大会造成密封不严。
(五).连接管路时,应一次性好,避免多次拆卸,否则也会使密封性能变差。
卡套式管接头安装(1)按第9章要求对需要酸洗的管子应先酸洗处理;(2)按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断(如火焰切割)或砂轮切割;除去管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度;(3)将螺母、卡套先后套入管子,卡套前端刃口(小径端)距管子口至少3mm,然后将管子插入接头体内锥孔,顶到为止;(4)慢慢拧紧螺母,同时转动管子直至不动时,再拧紧螺母2/3~4/3圈;(5)拆开检查卡套是否已切入管子,位置是否正确。

卡套式管接头的装配(一).预装①卡套式管接头的预装的最重要的环节,直接影响到密封的可靠性。
一般需要专用的预器。
管径小的接头可以在台钳上进行预装。
具体做法是,用一个接头作为母体,将螺母、卡套压紧到管子上可。
主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。
笔者发现,即使是同一厂家一批货,这几种接头体上锥形孔的深度往往不相同,结果就造成了泄漏,而此问题往往被忽视。
正确的做法是,管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。
②管子端面应平齐。
管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。
③预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。
④预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。
在进行管路连接时,再按规定的拧紧力装配。
ф6-1卡套的拧紧力为64-1 15n、16фmmr 259n、ф18mm的为450n。
如果在预装时卡套变形严重,会失去密封作用。
(二).禁止加入密封胶等填料。
有人为了取得更好密封效果,在卡套上涂上密封胶,结果密封胶被冲入液压系统中,造成液压元件阴尼孔堵塞等故障。
(三).连接管路时,应使管子有足够的变形余量,避免使管子受到拉伸力。
(四).连接管路时,应避免使其受到侧向力,侧向力过大会造成密封不严。
(五).连接管路时,应一次性好,避免多次拆卸,否则也会使密封性能变差。
卡套式管接头安装(1)按第9章要求对需要酸洗的管子应先酸洗处理;(2)按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断(如火焰切割)或砂轮切割;除去管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度;(3)将螺母、卡套先后套入管子,卡套前端刃口(小径端)距管子口至少3mm,然后将管子插入接头体内锥孔,顶到为止;(4)慢慢拧紧螺母,同时转动管子直至不动时,再拧紧螺母2/3~4/3圈;(5)拆开检查卡套是否已切入管子,位置是否正确。

卡套接头的安装方法和安装注意事项以及泄漏原因分析一、卡套式管接头的装配(一).预装①卡套式管接头的预装的最重要的环节,直接影响到密封的可靠性。
一般需要专用的预器。
管径小的接头可以在台钳上进行预装。
具体做法是,用一个接头作为母体,将螺母、卡套压紧到管子上可。
主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。
笔者发现,即使是同一厂家一批货,这几种接头体上锥形孔的深度往往不相同,结果就造成了泄漏,而此问题往往被忽视。
正确的做法是,管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。
②管子端面应平齐。
管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。
③预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。
④预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。
在进行管路连接时,再按规定的拧紧力装配。
ф6-1卡套的拧紧力为64-1 15n、16фmmr259n、ф18mm的为450n。
如果在预装时卡套变形严重,会失去密封作用。
(二).禁止加入密封胶等填料。
有人为了取得更好密封效果,在卡套上涂上密封胶,结果密封胶被冲入液压系统中,造成液压元件阴尼孔堵塞等故障。
(三).连接管路时,应使管子有足够的变形余量,避免使管子受到拉伸力。
(四).连接管路时,应避免使其受到侧向力,侧向力过大会造成密封不严。
(五).连接管路时,应一次性好,避免多次拆卸,否则也会使密封性能变差。
卡套式管接头安装(1)按第9章要求对需要酸洗的管子应先酸洗处理;(2)按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断(如火焰切割)或砂轮切割;除去管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度;(3)将螺母、卡套先后套入管子,卡套前端刃口(小径端)距管子口至少3mm,然后将管子插入接头体内锥孔,顶到为止;(4)慢慢拧紧螺母,同时转动管子直至不动时,再拧紧螺母2/3~4/3圈;(5)拆开检查卡套是否已切入管子,位置是否正确。

液压卡套接头安装工艺全文共四篇示例,供读者参考第一篇示例:液压卡套接头是液压系统中常用的连接件,主要用于连接液压元件和管路,起到密封和传输压力的作用。
安装液压卡套接头的工艺对于液压系统的正常运行至关重要,下面我们来详细介绍液压卡套接头安装的工艺流程。
一、准备工作1. 准备所需零部件:液压卡套接头、密封圈等。
2. 清洗工作区域,确保没有杂物和油污。
3. 准备好必要的工具,如扳手、扭力扳手、润滑油等。
4. 检查液压卡套接头和密封圈是否完好,确保没有损坏或缺件。
二、安装液压卡套接头1. 将液压卡套接头插入管路口,并确保安装位置正确。
2. 使用扭力扳手逐步拧紧液压卡套接头,注意不要过紧或过松。
3. 在液压卡套接头上涂抹适量润滑油,以减少摩擦力,便于拧紧。
4. 安装好液压卡套接头后,检查是否安装牢固,是否有松动现象。
三、安装密封圈1. 在安装液压卡套接头前,应先安装好密封圈。
2. 将密封圈垫在液压卡套接头的密封面上,确保安装正确位置。
3. 使用适当工具将液压卡套接头按压密封圈,确保密封圈不会滑脱或变形。
4. 检查密封圈是否完好,是否有变形或裂纹,确保密封性能良好。
四、检查和测试1. 安装液压卡套接头后,进行压力测试,确保连接处不漏油。
2. 执行液压系统的运行试验,检查液压卡套接头的密封性能和连接是否牢固。
3. 对液压卡套接头进行检查,确保安装正确、无松动或漏油现象。
4. 对液压系统进行实际工作负荷测试,检查液压卡套接头的性能和可靠性。
五、保养和维护1. 定期检查液压卡套接头的工作状态,注意有无异常的噪音和震动。
2. 定期更换密封圈,确保密封性能良好。
3. 做好记录液压卡套接头的安装和维护情况,方便日后的维护和管理。
总结:液压卡套接头的安装工艺对液压系统的正常运行具有重要的影响,正确的安装工艺可以保证液压卡套接头的密封性能和连接可靠性。
在安装过程中要注意选择合适的工具和材料,按照正确的安装步骤操作,严格执行液压系统的检查和测试标准,做好保养和维护工作,可以延长液压系统的使用寿命,减少故障和维修次数。

卡套式管接头装配工艺流程1.材料准备首先要准备好所需的材料和工具。
常见的材料有管道、卡套、垫片等,工具有扳手、橡皮锤等。
2.管道准备将需要连接的两个管道两端进行打磨处理,确保管道表面光滑、无毛刺。
可以使用砂纸或磨具进行打磨。
3.卡套准备将卡套放置在管道连接的位置,并且用安装螺栓将其固定住。
注意要根据管道直径选择合适的卡套规格。
4.垫片安装在卡套上方的管道端口处放置垫片,用以增加密封性能。
垫片应选择与管道材料相匹配的材质,如橡胶、塑料等。
5.管道连接将另一根管道连接到已安装好的卡套上。
在连接过程中要保持管道与卡套之间的位置准确,使其相互贴合。
此时需要使用扳手将螺栓拧紧,但不要过紧。
6.检查密封性能连接完成后,进行密封性能的检查。
可以通过涂抹肥皂水在连接处观察是否有气泡产生,以判断是否存在泄漏。
若有泄漏,需要重新调整卡套的安装位置或加紧螺栓。
7.固定管道在完成连接后,需要将管道固定在适当的位置上,防止因管道重量或外力而松动。
可以使用支架或者钢丝等辅助材料进行固定。
8.防腐蚀处理根据具体使用环境的要求,对接头进行防腐蚀处理。
可以使用包套、涂层等方法,提高材料的耐腐蚀性能。
9.完善安装记录在装配完成后,应及时完善安装记录。
包括连接日期、连接人员、连接方法等信息,以便于后期维护和管理。
以上就是卡套式管接头的装配工艺流程。
在进行卡套式管接头的安装过程中,需要保持认真细致的态度,以确保装配质量。
此外,还需注意安全操作,避免因操作不当导致事故发生。
一、卡套式管接头的装配(一).预装①卡套式管接头的预装的最重要的环节,直接影响到密封的可靠性。
一般需要专用的预器。
管径小的接头可以在台钳上进行预装。
具体做法是,用一个接头作为母体,将螺母、卡套压紧到管子上可。
主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。
笔者发现,即使是同一厂家一批货,这几种接头体上锥形孔的深度往往不相同,结果就造成了泄漏,而此问题往往被忽视。
正确的做法是,管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。
②管子端面应平齐。
管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。
③预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。
④预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。
在进行管路连接时,再按规定的拧紧力装配。
ф6-1卡套的拧紧力为64-115n、16фmmr259n、ф18mm的为450n。
如果在预装时卡套变形严重,会失去密封作用。
(二).禁止加入密封胶等填料。
有人为了取得更好密封效果,在卡套上涂上密封胶,结果密封胶被冲入液压系统中,造成液压元件阴尼孔堵塞等故障。
(三).连接管路时,应使管子有足够的变形余量,避免使管子受到拉伸力。
(四).连接管路时,应避免使其受到侧向力,侧向力过大会造成密封不严。
(五).连接管路时,应一次性好,避免多次拆卸,否则也会使密封性能变差。
卡套式管接头安装(1)按第9章要求对需要酸洗的管子应先酸洗处理;(2)按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断(如火焰切割)或砂轮切割;除去管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度;(3)将螺母、卡套先后套入管子,卡套前端刃口(小径端)距管子口至少3mm,然后将管子插入接头体内锥孔,顶到为止;(4)慢慢拧紧螺母,同时转动管子直至不动时,再拧紧螺母2/3~4/3圈;(5)拆开检查卡套是否已切入管子,位置是否正确。
卡套式管接头的安装步骤及方法~卡套式管接头的安装步骤及方法一、卡套式接头安装方法:1,锯下合适长度的无缝钢管,去除端口处毛刺。
管子端面要与轴线垂直,角度公差不大于0.5°。
如果管子需要折弯,则从管子端面至弯曲部位的直线段长度不能少于三倍螺母长度。
2,把螺一母和片套套在无缝钢管上。
注意螺母和方向,不要装反了。
3,在预装配接头体螺纹和卡套上涂上润滑油,把管子插入接头体,(管子一定要插到底)用手旋紧螺母4,拧紧螺母直至卡套卡住管子,这个转折点可以通过拧紧力矩的增加感觉到(压力点)。
5,达到压力点后,再将压紧螺一母拧紧1/2。
6,将预装配接头体拆下,检查片套刃边的一嵌入情况,可见的突起带必须填满卡套端面的空间。
卡套可以稍旋转,但不能轴向推移。
7,最终安装,将实际安装中的接头体的螺纹涂上润滑油、压紧螺母与之配合拧至可感觉到的拧紧力增加为止。
接着再拧紧1/2圈安装完毕。
二、卡套接头安装须知:卡套接头在安装时需将与卡套接头连接的接管接口处内外都处理干净,接管口处一定要打磨平整,表面不能有毛刺和凹凸面。
而且接管与卡套接头嵌入部位不应有弯曲现象,不然会导致卜套接头与钢管的连接处有泄漏的现象。
连接的片套接头两端的钢管最好采用统一材质的管子,可有效防止泄漏。
钢管一嵌入卡套接头体以后,开始紧固卡套力度的力度也不宜过大,应循序渐进的将卡套拧紧螺纹尾部或2/3处,在有扳手将卡套紧固一下即可。
卡套式管接头一是适用介质:油、水、气等非腐蚀性或腐蚀性介质的,密封管接头,配用铝塑管的规格要求比较灵活,与管道连接后,具有连接牢靠、密封性能好等特点因而在炼油、化工、轻工、纺织、国防、冶金、航空、船舶等系统中被广泛采用;卡套式管接头也适用于各种机械工程、机床设备等液压传动管路。
三、卡套式管接头制造标准:1、卡套式端直通管接头(GB/T 3733-2008)2、卡套式锥螺纹直通管接头(GB/T 3734-2008)3、卡套式端直通长管接头(GB/T 3735-2008)4、卡套式锥螺纹长管接头(GB/T 3736-2008)5、卡套式直通管接头(GB/T 3737-2008)6、扩口式弯通管接头(GB/T 5630-2008)7、扩口式可调向端弯通管接头(GB/T 5631-2008)8、扩口式组合弯通管接头(GB/T 5632-2008)9、扩口式可调向端三通管接头(GB/T 5633-2008)10、扩口式组合弯通三通管接头(GB/T 5634-2008)11、卡套式可调向端弯通三通管接头(GB/T 3743-2008)12、卡套式锥螺纹弯通三通管接头(GB/T 3744-2008)13、卡套式三通管接头(GB/T 3745-2008)14、卡套式四通管接头(GB/T 3746-2008)15、卡套式焊接管接头(GB/T 3747-2008)四、卡套式管接头安装标准:卡套式管接头具有结构简单、使用利便和不用焊接等优点。
卡套式管接头装配工艺流程
卡套式管接头由三部分组成:接头体、卡套、螺母。
当卡套和螺母套在钢管上插入接头体后,旋紧螺母时,卡套前端外侧与接头体锥面贴合,内刃均匀地咬入无缝钢管,形成有效密封(见下图)。
所有零件均符合DIN2353/DIN EN ISO 8434,钢管符合DIN 2391 标准。
为有效解决传统卡套接头装配中的过拧、连接下沉、后续泄露等缺陷,提高密封效率,现规定卡套式管接头的装配工艺步骤:
1、下料
根据所需的长度垂直锯下钢管。
相对于钢管轴线允许有1/2°偏差。
请勿使用切管器或切割轮,因为会导致严重的毛刺和切偏,推荐使用固定式无齿锯。
2、对管端稍微去毛刺并清洗钢管
去毛刺(最大0.2×45°)清洗管端装配部位(至少螺母两倍长度)不得有碎屑、污物和油漆。
3、如图所示放置螺母和卡套
注:不锈钢接头应使用专用润滑脂润滑螺母和
卡套45°倒锥面及通孔,润滑后立即装配以
免附着污物。
4、标记和预装
将接头体牢靠固定虎钳上,钢管需垂直固定且插入至接头体内端面。
手工拧紧螺母至卡套夹住管子,感觉扭矩明增大(压力点)。
为确保正确的拧紧圈数,必须在螺母、接头和钢管上做好标记,用扳手把螺母拧紧1?~1?圈。
现使用钢管建议预装至约1?圈。
5、检查
检查切割刃的切入深度。
在齿形卡套切割刃前应该能看到一圈材料。
齿形卡套可以在钢管上旋转,但不能轴向位移。
6、接头体的终装
拧紧螺母直至所需力矩明显增大,终装时螺母再拧1/6~1/4圈。
(或参照卡套接头装配扭矩表)
7、重装
每次拆卸接头时,都必须与终装所需的相同扭矩重新拧紧螺母。
装配指导流程图
注:若预装时在接头螺母处加润滑油,则终装扭矩需减少10%。