自动插件机工艺的要求
- 格式:doc
- 大小:30.50 KB
- 文档页数:2
电子元器件插件工艺设计规范方案一、背景介绍二、规范原则1.安全可靠原则:确保插入的电子元器件牢固、稳定,并能正常工作。
2.强度适应原则:保证插入、拔出过程中电子元器件和电路板的不受损坏。
3.通用性原则:适用于不同类型、尺寸、形状的电子元器件插件工艺。
4.高效性原则:提高插件工艺的效率,减少工时成本。
5.环保节能原则:降低插件过程对环境的影响。
三、插件工艺设计规范内容1.插件工具规范:a.确定合适的插件工具,包括插座、夹具、扳手等。
b.插件工具应具备耐磨、耐腐蚀、绝缘、防静电等特性。
c.确保插件工具的准确度、可靠性和适配性。
2.插件动作规范:a.确定合适的插入角度和插入力度,避免使用过大的力量导致损坏电子元器件或电路板。
b.考虑到电子元器件的尺寸和形状,确定合适的插入方式,如推入式、旋入式、推拉式等。
c.确定合适的插入速度,避免因过快或过慢造成损坏或插入困难。
3.插座设计规范:a.插座设计应符合电子元器件的尺寸、形状和引脚数目要求。
b.插座应具备良好的导电性能和稳定性。
c.插座的材料选择应具备耐磨、耐腐蚀、导热、防静电等特性。
d.插座应具备良好的插拔性能和自锁功能。
4.焊接规范:a.确定合适的焊接方式和焊接材料。
b.控制焊接温度和时间,避免电子元器件或电路板受损。
c.检查焊接质量,确保焊点的牢固性和导电性。
5.环境要求:a.确保插件工艺环境的温度和湿度稳定,避免对电子元器件和电路板产生不良影响。
b.保持工作区域的整洁和安全,避免生产环境对插件工艺造成干扰。
6.检测与测试:a.设定合适的检测方法和检测设备,确保插件工艺的质量。
b.对插件后的电子元器件进行功能测试,确保其正常工作。
四、规范实施建议1.制定详细的插件工艺设计规范文档,并向相关人员进行培训和宣贯。
2.对插件工具、插座、焊接设备等进行定期检测和维护。
3.在每个插件工艺环节建立相应的检查和验收程序。
4.追踪和分析插件工艺中出现的问题,并进行持续改进。
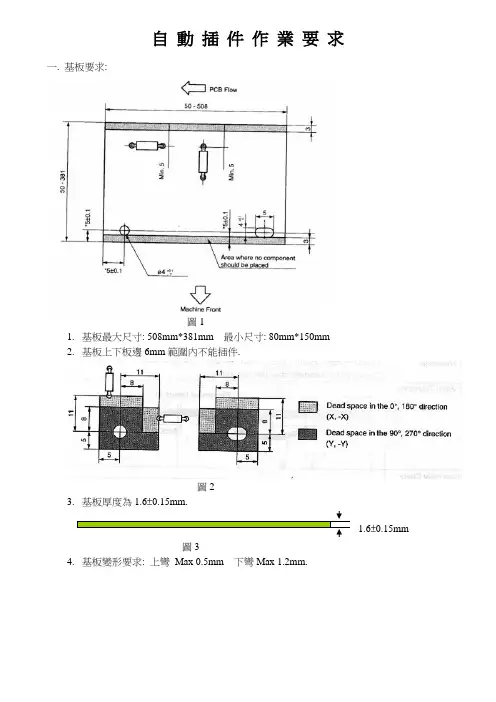
自 動 插 件 作 業 要 求一. 基板要求:圖11. 基板最大尺寸: 508mm*381mm 最小尺寸: 80mm*150mm2. 基板上下板邊6mm 範圍內不能插件.圖23. 基板厚度為1.6±0.15mm.圖34. 基板變形要求: 上彎 Max 0.5mm 下彎Max 1.2mm.1.6±0.15mm圖45.基板之零件孔需為線徑+0.3/0.4mm之喇叭孔.但最小孔徑不得小於0.8mm圖56.基板上之跳線零件兩腳之孔距為5mm~20mm,立式零件類之兩外腳孔中心距固定為2.5mm或5mm;7.基板上臥式零件1/8w電阻兩孔距為6mm-17.5mm, 1/4w電阻兩孔距為10mm-20mm,1/2w電阻兩孔距為13.5mm-20mm.8.臥式零件之間最小之間距為2.5mm, 臥式跳線之間距離大於0.5mm立式零件本體之間距離要大於0.5mm.9.二.零件要求:1.臥式零件需為內徑為52mm之編帶.2.立式零件需為腳距與PCB板孔距相符,固定為2.5mm或5mm之編帶料.3.臥式零件本體長度L≦15mm, 高度H≦3.5mm, 零件腳腳徑d在0.4mm≦d≦0.8mm .4.立式零件之本體寬度W為: 1.5mm≦W≦10mm, 零件高度H≦20mm.三.其它1.AI立式零件之剪腳如下:圖6線徑+0.3/0.4mm0゚方向之電容腳 90゚方向之電容腳 腳長1.98±0.2mm 腳長1.98±0.2mm圖80゚方向之電晶體腳腳長1.98±0.2mm 腳長1.98±0.2mm2. AI 臥式零件之剪腳如下:圖10圖110゚方向之臥式零件腳 90゚方向之臥式零件腳 腳長1.98±0.2mm 腳長1.98±0.2mm3. 因AI 零件彎腳之原因, 故基板在設計時, 需考量兩零件之位置, 以避免AI 插件後零件腳相碰短路.4. 自動插件彎腳后引腳孔中心與相鄰PAD 之間距離不得<2.0mm.四. PCB MSD 零件腳距及PAD 要求電阻(Refolw solder Pad ) 電容(Refolw Solder Pad )。
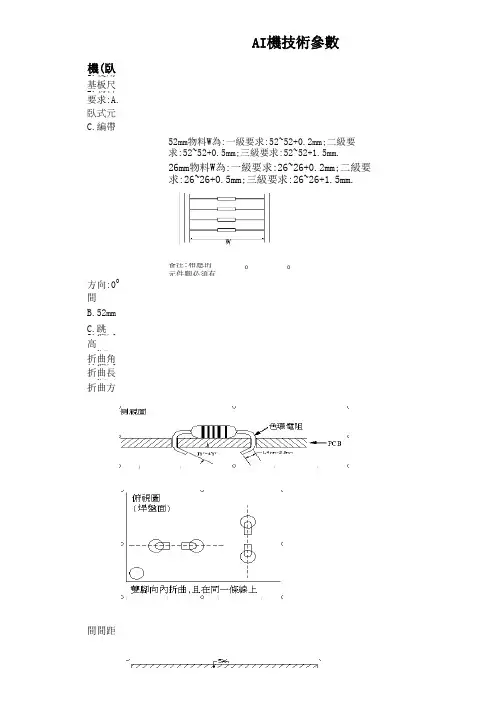
一.AV機(臥式機)技術參數1.使用基板尺寸:MAX:508×371mm,MIN:90×60mm;2.物料要求:A.跳線:線徑:0.6±0.02mm;B.臥式元件:線徑:0.4~0.60mm,體徑:Max:4mm;C.編帶標準(如下圖):备注:相應的元件腳必須有相應的孔徑,否則該物料將無法AI 自插.3.插入方向:00和900兩個方向;4.插入間距:A.26mm物料:6.0mm~12.5mm B.52mm物料:6.0mm~26mm C.跳線:6mm~12mm;5.插入高度:0.6mm~4mm;6.插入折曲角度:150~450;7.插入折曲長度:1.4mm~2.0mm;8.插入折曲方向:9.元件間間距(字母代表該元件直徑):52mm物料W為:一級要求:52~52+0.2mm;二級要求:52~52+0.5mm;三級要求:52~52+1.5mm.26mm物料W為:一級要求:26~26+0.2mm;二級要求:26~26+0.5mm;三級要求:26~26+1.5mm.二.RH機(立式機)技術參數1.使用基板尺寸:MAX:330×250mm,MIN:90×60mm;2.立式元件要求:A.線徑:Max:0.65mm;B.體徑:Max:12mm;C.高度:Max:20mm;3.插入方向:00和900兩個方向;4.插入間距:2.5mm或5.0mm;5.插入高度:MAX:20mm;6.插入折曲角度:150~450;7.插入折曲長度:1.4mm~2.0mm;8.插入折曲方向:9.元件間間距(字母代表該元件直徑):三.AI機共用技術參數1.PCB定位孔:2.PCB偏差:3.PCB元件孔:建议将元件统一孔径1.1mm-1.2mmA.鑽孔B.沖孔C.孔偏差备注:偏差必須在0.1MM之內,否則該孔AI無法自插.4.焊盤:5.非打料區:(1).圖一(陰影部分均不可打料,詳見圖二和圖三)A部0度,-180度方向陰影部份不可打料90度,-270度方向陰影部份不可打料(4).圖四1.JV,AV单个元件专属区域(如,该区域内不能有CHIP元件)说明:P:元件孔间距(P=5.0~26.0MM);A,B 区域为JV,AV单个元件专属区域2.RH单个元件专属区域(如,该区域内不能有CHIP元件) 说明:(1)P:元件孔间距,P=5.0MM;A,B 区域为RH单个元件专属区域(2)P:元件孔间距,P=2.5MM;A,B 区域为RH单个元件专属区域B 部0度,-180度方向陰影部份不可打料90度,-270度方向陰影部份不可打料注意P=2.5MM时专属区域延伸方向如下:向右向下3.RH元件脚之间距离(如未达到此标准插入时易撞元件脚,使料松动等)3.5MM一.AV機(臥式機)技術參數1.使用基板尺寸:MAX:508×371mm,MIN:90×60mm;2.物料要求:A.跳線:線徑:0.6±0.02mm;B.臥式元件:線徑:0.4~0.60mm,體徑:Max:4mm;C.編帶標準(如下圖):备注:相應的元件腳必須有相應的孔徑,否則該物料將無法AI 自插.3.插入方向:00和900兩個方向;4.插入間距:A.26mm物料:6.0mm~12.5mm B.52mm物料:6.0mm~26mm C.跳線:6mm~12mm;5.插入高度:0.6mm~4mm;6.插入折曲角度:150~450;7.插入折曲長度:1.4mm~2.0mm;8.插入折曲方向:9.元件間間距(字母代表該元件直徑):52mm物料W為:一級要求:52~52+0.2mm;二級要求:52~52+0.5mm;三級要求:52~52+1.5mm.26mm物料W為:一級要求:26~26+0.2mm;二級要求:26~26+0.5mm;三級要求:26~26+1.5mm.二.RH機(立式機)技術參數1.使用基板尺寸:MAX:330×250mm,MIN:90×60mm;2.立式元件要求:A.線徑:Max:0.65mm;B.體徑:Max:12mm;C.高度:Max:20mm;3.插入方向:00和900兩個方向;4.插入間距:2.5mm或5.0mm;5.插入高度:MAX:20mm;6.插入折曲角度:150~450;7.插入折曲長度:1.4mm~2.0mm;8.插入折曲方向:9.元件間間距(字母代表該元件直徑):三.AI機共用技術參數1.PCB定位孔:2.PCB偏差:3.PCB元件孔:建议将元件统一孔径1.1mm-1.2mmA.鑽孔B.沖孔C.孔偏差备注:偏差必須在0.1MM之內,否則該孔AI無法自插.4.焊盤:5.非打料區:(1).圖一(陰影部分均不可打料,詳見圖二和圖三)A部0度,-180度方向陰影部份不可打料90度,-270度方向陰影部份不可打料(4).圖四1.JV,AV单个元件专属区域(如,该区域内不能有CHIP元件)说明:P:元件孔间距(P=5.0~26.0MM);A,B 区域为JV,AV单个元件专属区域2.RH单个元件专属区域(如,该区域内不能有CHIP元件)说明:(1)P:元件孔间距,P=5.0MM;A,B 区域为RH单个元件专属区域(2)P:元件孔间距,P=2.5MM;A,B 区域为RH单个元件专属区域B 部0度,-180度方向陰影部份不可打料90度,-270度方向陰影部份不可打料注意P=2.5MM时专属区域延伸方向如下:向右向下3.RH元件脚之间距离(如未达到此标准插入时易撞元件脚,使料松动等)3.5MM。
插件生产工艺插件是一种智能终端设备,可以连接到电源和计算机等设备中使用,具有各种功能和应用。
插件的生产工艺是指将原材料加工、组装、调试等一系列工序,将插件的各个部件制作成品的过程。
插件的生产工艺主要包括以下几个环节:1. 原材料准备:插件的原材料主要包括塑料、金属、电路板、显示屏等。
在生产前,需要对原材料进行质量检测,并按照设计要求进行预处理,例如切割、冲压等。
2. 零部件加工:生产插件需要大量的零部件,如外壳、按键、连接线等。
在这一环节中,需要对这些零部件进行加工和成形。
对于塑料外壳,可以采用注塑成型的方式,将熔化的塑料注入模具中,冷却后取出形成所需外壳。
对于金属部件,可以采用冷冲压或剪切等方式进行加工。
3. 组件组装:在这一环节中,各个零部件将按照设计要求进行组装。
电路板需要焊接各种元器件,按键需要固定在外壳上,显示屏需要与控制板连接等。
组装过程中需要严格控制工艺,确保各个部件的连接牢固、稳定。
4. 功能调试:完成组装后,需要对插件进行功能调试。
工作人员通过连接电源和计算机等设备,检查插件的各项功能是否正常,例如插件是否能够正常连接到电源和计算机,是否能够进行数据传输等。
如果发现问题,需要进行修复或调整。
5. 包装和质量控制:调试完成后,插件需要进行包装。
包装可以采用纸盒、泡沫等材料,同时还需要配备说明书、保修卡等配件。
在包装过程中,需要对插件进行质量控制,检查外观是否完好,各个部件是否齐全等。
插件的生产工艺需要精细的操作和严格的质量控制,以确保插件的性能和质量。
同时,随着科技的发展,插件的生产工艺也在不断创新,例如采用先进的自动化设备进行加工和组装,提高生产效率和产品质量。
电子厂插件 WI工艺作业指导书
1,每个工位的工时要一致,零件数量大致相同。
一个工位不能超过15PCS元件。
2,同一个工位的零件方向要一致
3,同一工位零件尽量不单一,要用多种零件组成(如电阻,电容,IC,二极管,插座等)
4,从第一工位到最后一工位,零件排序为:先体积小,后体积大。
先易插,后难插。
插座插头有卡口的先插,直针和无卡口的后插。
前面工位零件不能影响后面的工位零件插放。
5,瓷片电容颜色相同,电解电容大小相同的不能插在同一工位。
6,电阻颜色相同,阻值数值相同(如31.4K和3.14K)和阻值相近的(如10.2K与10.5K)不能插在同一工位7,IC、二极管大小相同,外观相差不大的,不同P/N的分放在多个工位。

自动插件机用机插工艺规范为进一步提高机插率,达到提效的目的,重新修订了自动插件机用机插工艺规范,自动插件机用机插工艺规范是根据公司已有机插设备的技术规格书拟制的基本技术要求,是专业排版、工艺、质量、认定等部门必须的技术规范,随着技术的更新换代,本规范会出现遗漏和不足之处,希望大家提出宝贵意见并改进之(注:原普通插件机用机插工艺规范、异型插件机用机插工艺规范同时作废,并停止使用)。
1、PCB外形及尺寸要求:[1] 为适应设备线体传动的要求,印制板四角必须倒圆角,R≥2mm;[2] 印制板尺寸必须满足以下条件:设备允许范围长(L)*宽(W)最小尺寸:102mm*80mm;最大尺寸483mm*406mm:为了适应我公司生产线体的要求以及提高机插效率的要求,对于主板和副板拼板的尺寸要求:长(L)*宽(W)最小尺寸:200mm*150mm;最大尺寸400mm*300mm:最佳尺寸330mm*247mm;2、定位孔[1] 用于机插定位的定位孔主要有5个孔,其中三个虚线孔可去掉,如PCB右下角元器件较为密集,则右下角的虚线椭圆孔必须添加,30mm<L1<50mm;[2] 定位孔的尺寸如上图所示,其中A=5mm±0.1mm;[3] 定位孔8mm的范围内应没有焊盘、元器件及走线;丝印标识除外;定位孔周边直径2.5mm范围图一:印制版(机插)定位孔及外型尺寸示意图3、工艺边及工艺夹持边的设计[1] 工艺边夹持边指在生产过程中设备及工装需要夹持的PCB 的边缘部分。
[2] 元器件与板边的最小间距为A=5mm ,焊盘与板边的最小间距为4mm ;边缘铜箔不得小于1mm ,如此条件无法保证时,则要增加工艺边来保证PCB 有足够的可夹持边缘。
[4] 另外增加工艺夹持边将降低PCB 的挠度,且提高成本,设计布板应尽量不采用。
[5] 需要机插的PCB ,机插定位孔可以加在增加的工艺夹持边上,工艺夹持边的宽度不仅要满足夹持需要,还要满足机插定位孔的排布需要。
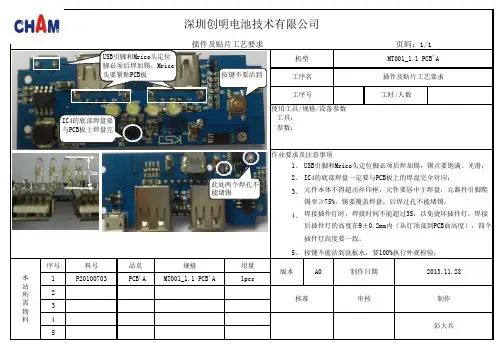
插件及贴片工艺要求页码:1/1
使用工具/规格/设备参数
工具:
参数:
作业要求及注意事项
1、USB引脚和Mrico头定位脚必须后焊加锡,锡点要饱满、光滑;
2、IC4的底部焊盘一定要与PCB板上的焊盘完全对应;
3、元件本体不得超出丝印框,元件要居中于焊盘,元器件引脚爬
锡率≥75%,锡要覆盖焊盘,后焊过孔不能堵锡;
4、焊接插件灯时,焊接时间不能超过3S,以免烫坏插件灯,焊接
后插件灯的高度在9±0.2mm内(从灯顶部到PCB面高度),四个
插件灯高度要一致。
5、按键不能沾到洗板水,要100%执行外观检验;
序号料号品名规格用量
1P20100703 PCB'A MT001_1.1 PCB'A1pcs
2
3
4 5
彭大兵
制作日期2013.11.28
工序名插件及贴片工艺要求
工序号工时/人数
核准审核制作深圳创明电池技术有限公司
本站所需物料
版本A0
机型MT001_1.1 PCB'A USB引脚和Mrico头定位
脚必须后焊加锡,Mrico
头要紧贴PCB板
IC4的底部焊盘要
与PCB板上焊盘完
按键不要沾到
9±0.2mm
此处两个焊孔不
能堵锡。

贴片板的尺寸尽量掌握在长度 100-300mm 之间,插件板的尺寸必尽量掌握在长度 50-330mm 之 根本原则在进展印制板设计时,应考虑本标准所述的四个根本原则。
1.1 电气连接的准确性印制板设计时,应使用电原理图所规定的元器件,印制导线的连接关系应与电原理图导线连接关系相全都,印制板和电原理图上元件序号应一一对应。
注:如因构造、电气性能或其它物理性能要求不宜在印制板上布设的导线,应在相应文件〔如电原理图上〕上做相应修改。
1.2 牢靠性和安全性印制板电路设计应符合电磁兼容和电器安规的要求。
1.3 工艺性印制板电路设计时,应考虑印制板制造工艺和电控装配工艺的要求,尽可能有利于制造、装配和修理,降低焊接不良率。
1.4 经济性印制板电路设计在满足使用的安全性和牢靠性要求的前提下,应充分考虑其设计方法、选择的基材、制造工艺等,力求经济有用,本钱最低。
1 技术要求 1.1印制板的选用1.1.1 印制电路板的层的选择一般状况下,应中选择单面板。
在构造受到限制或其他特别状况下,可以选择用多层板设计。
1.1.2 印制电路板的材料和品牌的选择1.1.2.1 双面板应承受玻璃纤维板FR-4、CEM-3,CEM-22F ,单面板应承受半玻纤板CEM-11.1.2.2 印制板材料的厚度选用 1.6mm ,双面铜层厚度一般为 0.5 盎司,大电流则可选择两面都为 1 盎司, 单面铜层厚度一般为 1 盎司。
特别状况下,假设品质可以得到确保,可以选择其他厚度的印制板。
1.1.2.3 印制板材料的性能应符合企业标准的要求。
1.1.3 印制电路板的工艺要求双面板原则上应当是喷锡板〔除含有金手指的遥控器板和显示板外〕,单面板原则上假设有机插或贴片工艺原则上也必需是喷锡板〔或辘锡〕,以防止焊盘上的抗氧化膜被破坏且储存时间较长后引起焊接质量受到影响,在相关的技术文件的支持下,可承受抗氧化膜工艺的单面板。
1.2 自动插件和贴片方案的选择双面板尽可能承受贴片设计,单面板尽可能承受自动插件方案设计,应避开同一块板既承受贴片方案又同时承受自动插件方案设计,以免铺张设备资源。
自动装配工艺设计的一般要求一、确保精度自动装配工艺设计首要要求是确保产品的装配精度。
在工艺设计中,应采取一系列措施,如优化装配流程、选用高精度装配设备和检测工具、控制环境条件等,以保证装配精度的稳定性和可靠性。
同时,还应考虑如何减小装配误差、提高装配准确度,以满足产品对性能和功能的要求。
二、提高效率自动装配工艺设计应以提高生产效率为目标。
通过优化装配流程、减少装配环节、采用高效的装配技术和设备等手段,降低生产成本,提高生产效率。
同时,还应考虑如何缩短装配周期、减少生产准备时间,以快速响应市场需求。
三、灵活性自动装配工艺设计应具备一定的灵活性,以满足不同产品、不同生产规模的需求。
工艺设计应考虑采用模块化、可重构的装配系统,方便进行快速调整和变更。
此外,还应具备生产多种产品的能力,以便根据市场需求进行快速切换和生产。
四、易维护为了保持自动装配线的稳定运行,降低维护成本和故障率,工艺设计应注重设备的易维护性。
应采用模块化设计,方便拆卸、更换和维护;同时,还应选用高品质的零部件和材料,提高设备的可靠性和寿命。
此外,还应建立完善的维护保养体系,定期对设备进行检查和保养。
五、安全防护在自动装配工艺设计中,应充分考虑安全防护措施。
应确保设备的安全性能符合相关标准和规范,防止因设备故障或操作失误导致的安全事故。
同时,还应建立完善的安全管理制度,加强员工安全培训和教育,提高员工的安全意识和操作技能。
六、环保节能随着社会对环境保护的日益重视,自动装配工艺设计也应注重环保节能。
应优先选用环保材料和低能耗设备,降低生产过程中的能耗和排放。
同时,还应优化工艺参数和生产流程,提高资源利用效率和能源利用效率。
此外,还应加强废弃物管理和资源回收利用工作,降低生产对环境的影响。
七、标准化标准化是提高自动装配工艺设计和生产的效率和质量的关键措施之一。
通过制定统一的标准和规范,规范设备、零部件、材料等的选用和制造,可以提高设备的互换性和兼容性,方便设备的维护和管理。
金盛通电子有限公司ZZ/AV/PE-Ze03-2011.7SMT、DIP产品生产工艺手册2011-07-26发布 2011-08-01实施DIP部发布前言根据我司发展战略,高端新产品将成为我司占领市场重要的法宝。
同时这些产品的自身特点对制造工艺水平的要求也非常的高;为了保证高端产品的在制造过程中的产品质量,使相关人员清楚具体的工艺要求,在结合我司生产过程中的经验及行业规范特制定本生产工艺手册。
起草单位:A V工厂PE部起草人:审核:标准化:会签:批准:目录自动插件生产工艺 (3)SMT工艺 (5)人工插件工艺 (6)元件加胶工艺 (9)波峰焊接工艺 (10)手工检锡工艺 (12)人工剪脚工艺 (14)螺丝装配作业标准 (15)加螺丝防松剂作业规范 (17)整机装配调试工艺 (18)物料拿取作业标准 (20)半成品、成品储运标准 (21)生产过程静电控制标准 (23)自动插件生产工艺1.自动插件生产工艺要求1.1必须采用自动插件生产。
1.2元器件的排列应整齐美观,一般应做到横平竖直,立式元器件不可以东倒西歪。
2.自动插件作业标准:0.4mm)0.5mm)0.5mm)0.5mm)0.5mm)SMT(表面贴装)工艺1、偏移量不超出自身宽度的1/3为良品。
贴片元件电极部分与PCB板铜箔纵向重叠不小于0.2mm者为良品。
扭转角度不超过1/3宽者为良品。
人工插件工艺1.人工插件工艺要求1.1插件线体必须运行平稳,无明显振动和碰撞冲击。
1.2线体上要接有防静电地线。
1.3凡是直接接触IC和其它静电敏感器件的人员必须按要求佩带防静电手带,使用防静电料盒。
2.作业标准:2.1 元器件的拿取2.1.1手指(或身体上任何暴露部位)要应避免与元件引脚、印制板焊盘直接接触,以免引脚、焊盘粘上人体分泌的腐蚀性液体,影响焊接的质量和可靠性。
2.1.2大元件或PCB组件拿取时,应拿住能支撑整个元件(或组件)重量的外壳,而不能抓住象引线之类的脆弱部位来提起整个元件(或组件)。
自动化缝纫机及使用该自动化缝纫机的工艺自动化缝纫机是一种利用先进的技术和机械装置来完成缝纫任务的设备。
它能够自动完成缝制过程,提高生产效率和产品质量。
本文将详细介绍自动化缝纫机的标准格式及使用该自动化缝纫机的工艺。
一、自动化缝纫机的标准格式1. 设备概述自动化缝纫机是一种电动设备,由电机、控制系统、缝纫头、输送系统等组成。
它能够根据预设的参数和工艺要求,自动完成缝制任务。
2. 技术参数- 缝制速度:可调节,最高达到1000针/分钟。
- 缝纫线张力:可调节,适应不同材料的缝制需求。
- 缝纫线规格:适用于各种线径和线种。
- 缝纫针距:可调节,适应不同的缝制需求。
- 缝纫模式:可选择直线缝、锁边缝、针对性缝制等多种模式。
- 控制系统:采用先进的电子控制技术,具有自动化程度高、操作简便等特点。
3. 设备特点- 高效性:自动化缝纫机能够实现连续不间断的缝制作业,大大提高了生产效率。
- 稳定性:采用优质材料和先进的制造工艺,确保设备的稳定性和可靠性。
- 灵活性:可根据不同的缝制需求进行参数调整和模式选择,适应各种缝制工艺。
- 节能性:自动化缝纫机采用先进的节能技术,降低能源消耗,减少生产成本。
二、使用自动化缝纫机的工艺1. 工艺准备- 准备缝制材料:根据产品要求准备相应的面料、缝纫线等材料。
- 设定缝制参数:根据产品要求和设计图纸,设定自动化缝纫机的缝制速度、线张力、针距等参数。
- 检查设备状态:检查自动化缝纫机的各项功能是否正常,确保设备处于良好的工作状态。
2. 缝制操作- 上线材料:将准备好的面料放置在自动化缝纫机的工作台上,并确保面料位置正确。
- 调整缝制参数:根据产品要求,调整自动化缝纫机的缝制速度、线张力等参数。
- 启动设备:按下启动按钮,自动化缝纫机开始工作,根据预设的参数完成缝制任务。
- 监控缝制过程:在缝制过程中,及时观察缝制效果,确保缝纫线的张力和针距等参数符合要求。
- 完成缝制任务:当自动化缝纫机完成缝制任务后,及时停止设备并检查缝制质量。
自动插件PCB 设计参考及检查标准(一)项目:电插AI 对PCB 板工艺调整(二)本公司扩大改进持续发展,为节约人力资源,降得成本,因此为了改进DIP 生产,提高效率,用AI 机器代替人工插件,由于AI 机器电插对PCB 板的有一定的工艺要求,所以公司以后接的生产订单相对应的 PCB 有一定的改变。
(三) 改板要求: 改板应由后续的订单开始要求PCB 供应商或PCB 板研发部等,按实际情况能用AI 机器电插的板,尽量改为电插工艺要求。
(四)为了使现时自动插件机发挥最大效率,提高产品质量,我们整理和制订了这份资料,设计PCB 的参考和检验PWB 来料的标准。
卧式自动插件对PCB工艺要求一. PCB 尺寸要求:PCB 的外形最小尺寸 50mm*50mm,最大尺寸450mm*450mm二.PCB 定位孔要求:根据PCB 长度L 的范围,插件机对于鹅蛋形定位孔距PCB 边缘的距离S2 的要求也不同。
S2 也有所改变,有关数据请参照下表:另外,当PCB 定位孔过多,生产时容易造成PCB 取放板方向混淆。
故设计PCB 时,只须在该PCB 长边上设计一组定位孔(左边圆形定位孔+右边 鹅蛋形定位孔)。
三. 自动插件机元件引脚直径范围为: 0.38mm -0.71mm自动插件机可插以下元件:1. 1/16W 、1/8W 、1/4W 电阻2. 电容3. 0.6mm 跳线4. 二极管 例如IN4007,IN40025. 色环电感四. 元件跨度C 的范围: 5.0mm-17.0mm设计元件跨度必须同时考虑到元件体长度L ,如果L 过长,插件机容易打伤 元件体或打断元件引脚,损坏插件机刀具,同时对排料机要求非常严格。
如果跨度C 过大,插件机速度会降低,插件时易掉件(插件机刀具夹不牢)、元件易浮脚。
目前AI 部插件最多的是5.0mm 跨度,5.0mm 跨度的元件在插件时比较容易出现拱起、损伤元件等坏机;故建议将AI 插件元件的最小跨度定为6.0mm ,以求大幅度降低坏件率。
自动插件机用机插工艺规范(IATF16949-2016/ISO9001-2015)1、PCB外形及尺寸要求:[1] 为适应设备线体传动的要求,印制板四角必须倒圆角,R≥2mm;[2] 印制板尺寸必须满足以下条件:设备允许范围长(L)*宽(W)最小尺寸:102mm*80mm;最大尺寸483mm*406mm:为了适应我公司生产线体的要求以及提高机插效率的要求,对于主板和副板拼板的尺寸要求:长(L)*宽(W)最小尺寸:200mm*150mm;最大尺寸400mm*300mm:最佳尺寸330mm*247mm;2、定位孔[1]用于机插定位的定位孔主要有5个孔,其中三个虚线孔可去掉,如PCB右下角元器件较为密集,则右下角的虚线椭圆孔必须添加,30mm<L1<50mm;[2]定位孔的尺寸如上图所示,其中A=5mm±0.1mm;[3]定位孔8mm的范围内应没有焊盘、元器件及走线;丝印标识除外;定位孔周边直径2.5mm范围内不应有邮票孔。
同样适用于螺丝固定孔;图一:印制版(机插)定位孔及外型尺寸示意图3、工艺边及工艺夹持边的设计[1]工艺边夹持边指在生产过程中设备及工装需要夹持的PCB的边缘部分。
[2]元器件与板边的最小间距为A=5mm,焊盘与板边的最小间距为4mm;边缘铜箔不得小于1mm,如此条件无法保证时,则要增加工艺边来保证PCB有足够的可夹持边缘。
[3]另外增加工艺夹持边将降低PCB的挠度,且提高成本,设计布板应尽量不采用。
[4]需要机插的PCB,机插定位孔可以加在增加的工艺夹持边上,工艺夹持边的宽度不仅要满足夹持需要,还要满足机插定位孔的排布需要。
[5]工艺夹持边与PCB可用邮票孔或者V形槽连接。
4、元器件及焊盘排布方向和位置[1]焊盘之间的距离是减少连焊的最重要因素,非连接需要的焊盘间距在任何情况下应保持至少0.5mm(DIP等IC器件无法保证应用焊接面丝印隔离)的最小距离。
见图二。
PCB应用自动插件机的要求范围:本文适用针对PANASONIC的Panasert A VK2(立式),Panasert RHS2(卧式)自动插件机的PCB设计。
参考文件:Panasonic Panasert RHS2 ,Panasonic Panasert A VK2定义:元件本体:指元件除引脚外的外尺寸。
一般要求:1.PCB尺寸要求:中号托盘330*250mm 和大号托盘508*350mm2.拼板的注意要点:2.1.主板因面积、重量大,按照330*250MM的托盘设计,垂直方向拼3PCS较为合适。
2.2.显示板可以垂直、横向两个方向拼板,但不宜超过330*250MM。
2.3.为提高插件机的效率,一个拼板至少应大于100个可插的点。
2.4.使用自动插件机,元件孔径需加大,但孔径必须≥0.9mm。
*直接调用服务器上的PCBGROUP\\LIBRARY中结尾带"@"的封装库,可以确保插件元件的正确选择及孔径/孔距合适。
原本就调用标准库的PCB更改成应用于插件机的比较方便,直接在原有封装名后加"@"即可。
2.6.立式元件:元件直径>0.5mm,孔径为1.0mm,元件直径≤0.5mm,孔径为0.9mm.电路中相邻并且相同性质的元件应排成准确的一排,并且是同一方向的有利于插件机的工作。
元件孔位坐标(以插件机定位孔中心为准)在格点上有利于插件机准确对位,例如一孔(X=80.1mm,y=50.5mm),减少出现(X=80.03,Y=50.344)此类的孔坐标。
3.插件机对PCB设计的各项具体要求:3.1.元件弯角有30度、45度3.2.元件的弯脚长度为1.2mm-1.8mm3.3.卧式元件弯脚朝元件中心,两脚的立式元件弯脚为向外弯45度,并且两脚互相平行。
3.4.由于弯脚有可能超出焊盘范围,须特别注意弯脚对电气间隙、爬电距离的影响。
3.5.设计一块电路板开始时就应考虑是否会应用在自动插件机上,如果要使用自动插件机,则孔径外都按照自动插件机的设计。
自动插件机设备(AV131/AVK/AVF),由单个插入头及切割与打弯单元组成,可由操作盘独立控制,每个插装单元中的机械装置均可对元件引线进行切削、预弯、成形并插至PCB上,还可在切割、折弯元件引线时夹持住元件,插装单元与切割、打弯单元的跨距以及插装深度可根据元件尺寸变化并由微型计算机进行控制。
1、元件尺寸
元件体长度:18.00 mm
元件引线直径:0.41-0.81mm
元件体直径:最大5.0mm
元件引线平直度容差:±0.5mm
元件跨距:5mm公制 5.08-26.00mm
2、输入编带
编带辐度差:42.00mm(±1.00mm)
元件引线距离(元件间距):5.0mm
最大允许引线伸出编带外长度:1.0mm
3、PCB
①、符合AI要求的元器件如下: 1W,1/2W,1/4W,1/6W,1/8W电阻、
1N41418、1N4007二极管和1W以下的稳压管(包括1W)
②、一块拼版PCB上如AI元件小于20PCS以下,效率太低,一般不考虑作AI处理。
③、AI元件插孔孔径要求:
1/4W,1/6W,1/8W电阻、1N41418二极管、1/2W以下稳压管AI插件孔径为1.20mm.
跳线AI插件机孔径为1.00。
1N4007二极管、1W稳压管、1W、1/2W电阻AI插件孔径为1.20mm。
(注:双面AI插件孔径要求为单面板AI插件孔径基础上+0.20mm。
④、AI元件焊盘要求:AI元件焊盘内侧1.5mm(焊盘露铜外径距离)内不能有不同网络的焊盘或露铜,以免AI元件过波峰焊后出现连焊或影响爬电距离;且要求AI元件焊盘设定为椭圆形为好。
⑤、AI元件高度、引脚直径要求:所有AI元件本地高度应小于3.5mm;引脚直径在0.4mm<=d<=0.8mm范围内。
⑥、PCB板弯曲度曲度要求:上弯小于0.5mm,下弯小于1.2mm。