哈氏合金B3工艺管道的焊接
- 格式:pdf
- 大小:562.62 KB
- 文档页数:3

哈氏合金焊接工艺技术措施1.1哈氏合金焊接的主要特点:(1)概况:由我公司承建的新疆乌石化7.5吨/年PTA装置中,曾施焊过哈氏合金(其材质为Hastelloy、c - 276、规格“152X7.1mm(英国进口)管线的焊接,我们采用焊接方法:鸨极氩弧焊(TIG焊)十手工电弧焊,管内充氩保护,我们先后培训多名焊工,经外国专家考核后,取得上岗的资格,为了确保该管线焊接接头达至标准的要求,我们公司又做焊接工艺评定(编号95 — 32),按JB4708-92标准,评定为合格。
(2)特点:根据我们的施工经验,哈氏合金焊接具有以下特点:A.因为合金中,0、S、P等杂质能与Ni形成低熔点共晶,富集于晶界,在焊接应力作用下,容易产生热裂纹,特别是显微裂纹。
B.哈氏合金焊接时容易产生冷、O2、N2、CO及蒸汽气孔。
与、O2、CO在液态镍中(哈氏合金为银基材料),熔解度相当大,而在固态镍中熔解度大大降低,且由于银的流动性差,在焊缝金属凝固前,气体来不及逸出而形成气孔。
C.哈氏合金导热性差,容易发生过热,引起晶粒,大大降低接头性能。
D不合理的接头设计,错边及装配不良,都会引起较大焊接应力,导致裂纹的产生。
1.2焊接施工措施如果该管线交付我公司施工,我们将采取以下措施,来保证该管线的焊接质量。
哈氏合金焊接工艺技术措施(1)焊接材料A.母材的化学成份:B.我公司做焊接工艺评定HastelleyC276,规格8251X7.1焊接材料,ERC- 276/EC276,焊接方法:TIG+SMAW (手工电弧焊);在一般情况下,引进的国外材料(原材料焊接材料)及施工工程标准,都是以中国国家标准为主,若国家标准满足不了要求,则参考ASME标准,因为该标准是国际上最完整、最科学的标准。
按照ASME标准第IV卷焊接标定,材料组别划分,HastelloyC4、HasteI1oyC276 为同类同组,组别号P-No44、技术标准:SB-619采用ERC-276/EC-276焊接HastelloyC4以焊接工艺评定标准来说,是没有问题,况且ERC-276/EC-276含有W,能够增强熔敷金属的抗裂性。

哈氏合金焊接技术HASTELLOY耐腐蚀合金的焊接性能在很多时候和奥氏体不锈钢相似,只要使用合适的技术和工艺就没有特别的焊接问题。
要得到高质量的焊件,我们推荐进行焊接工艺评定。
这些工艺在制造过程中通常都是要严格按照标准执行的。
这样的一个文件就可以使每一个焊工都达到合适的焊接技术。
这些工艺中,应该至少包含如下参数,母材和焊材组合,焊接工艺步骤,坡口设计,电参数,预热/层间温度控制和焊后热处理要求。
任何带有合适的输出功率和控制的现代焊接电源就可以用在通常的熔融焊接上了。
通常,焊接的热输入都控制在低到中等范围内。
不推荐过宽的焊缝。
最好在焊接的时候要左右摇摆。
通常,镍基合金在焊接中都比较粘,不容易焊透。
对坡口的设计和熔池的位置要仔细,保证焊珠完全凝固在合适的位置。
镍基合金容易在焊口位置开裂,因此建议在焊缝的开始和结束位置进行打磨。
清洁是焊接抗腐蚀镍基合金中一个最重要的方面。
油脂,腐蚀产品,铅,硫以及其他低熔点元素的污染物会导致严重的开裂问题。
建议焊接时母材要在固溶状态下。
如果材料表面有超过7%的冷加工就要在焊接前进行固溶退火。
如果焊件带有大量的残余冷加工会导致焊接金属和/或焊接热影响区的开裂。
通常用来焊接抗腐蚀合金的焊接方法列于表1除了这些通常的电弧焊,其他焊接方法,比如激光束焊接、摩擦焊和埋弧焊也可以用来焊接这些合金。
由于可能产生热裂,在使用埋弧焊来焊接镍基合金的时候,参数的选择是极其重要的。
您可以联系HAYNES INTERNATIONAL公司获取焊接参数和焊材的建议。
等离子切割通常用于将板材切割成需要的尺寸以及切割焊接角。
不推荐使用氧炔焰进行焊接和切割,因为有很大可能火焰中的碳会被材料吸收。
焊材选择焊材的选择是设计焊接结构的关键因素。
通常,几种类型的抗腐蚀合金用于一个结构中的不同位置。
异型材焊接的焊材选择同样也是非常关键的。
有两种选择焊材的方法。
一种是和母材匹配,另一种是过合金焊材。
使用和母材匹配的焊材时,焊缝的成分和母材是一致的。

全国化工工程建设优秀全国化工工程建设优秀QC小组活动成果申报材料(2015年度)成果名称:哈氏合金钢N10276管材焊接QC成果QC小组名称:哈氏合金钢N10276管材焊接QC小组申报单位:中化二建晋中分公司申报时间:2016年1月26日中国化工施工企业协会目录一、小组概况............................................... - 1 -二、选题理由............................................... - 2 -三、Hastelloy N10276合金概述 .............................. - 2 -四、Hastelloy N10276管道焊接一般要求 ..................... - 2 -五、焊接材料的选择......................................... - 3 -六、焊接工艺评定........................................... - 3 -七、焊接人员............................................... - 5 -八、焊前准备............................................... - 5 -九、焊接注意事项........................................... - 5 -十、结论................................................... - 5 -哈氏合金钢N10276管材焊接QC中化二建晋中分公司哈氏合金钢N10276管材焊接QC小组一、小组概况表1小组概况小组名称哈氏合金钢N10276管材焊接QC小组小组类型现场型小组人数8人活动次数6次课题名称哈氏合金钢N10276管材焊接成立时间2015年7月注册时间注册编号活动时间2015年7月10日-2015年8月25日受TQC教育时间42h/人表2小组成员序号姓名岗位职务1QC成果管理小组张丙才项目经理组长2 郭唐儒项目总工副组长3 王翔质安经理副组长4 代爱印现场副经理组员5 孙凯歌技术员组员6 高昌毅技术员组员7 张宝敬技术员组员8 王新生质检员组员二、选题理由清徐阳煤工程项目环己醇酮装臵的加氢装臵,其介质为加氢催化剂的管道选用了哈氏合金N10276管材,笔者参与了此材质管道的焊接、安装技术工作,本文介绍哈氏合金钢N10276管材的基本特征,焊接性能,焊接工艺及焊接质量检验,并阐述如何做好焊接质量控制。

哈氏合金B-3等离子弧焊接及盐酸法(加压)晶间腐蚀试验杨峰;郑世平【摘要】Hastelloy B - 3 is a nickel - molybdenum alloy with excellent resistance to strong reducing condition. Similar as most austenitic structural material, it is sensitive to intergranulal corrosion as stability is poor at medium temperature. So it is very critical for the welding quality by strictly controlled energy input and interlayer temperature during welding. The correct welding procedure was found out and established based on Hastelloy B - 3 property and welding features and intergranular corrosion test with hydro-chloride method (with pressure) on plasma arc welded test samples.%哈氏合金B-3是一种抗强还原性介质腐蚀的镍钼合金,与大多数奥氏体材料类似,由于中温热稳定性较差而易引起晶间腐蚀敏感,严格控制线能量及层间温度是保证其焊接质量的关键.根据哈氏合金B-3材料性能及焊接特性,采用等离子弧焊接试板并选择盐酸法(加压)对试样进行晶间腐蚀试验,以达到摸索并制定正确的焊接工艺的目的.【期刊名称】《压力容器》【年(卷),期】2011(028)012【总页数】5页(P30-33,40)【关键词】哈氏合金B-3;等离子弧焊;晶间腐蚀试验【作者】杨峰;郑世平【作者单位】南京斯迈柯特种金属装备股份有限公司,江苏南京211102;南京斯迈柯特种金属装备股份有限公司,江苏南京211102【正文语种】中文【中图分类】TH142.2;TG174.30 引言现代化工技术发展,促使生产装置日趋大型化、连续化和高效化,带动了节能减排、防治污染措施不断加强,设备耐蚀等级有效提高,新材料、新技术广泛应用。
NI-CU (蒙乃尔)合金管道结构的焊接一、引言某厂500#管体为NI-CU合金管道结构,管道内通烷基苯,NI-CU合金管道材料采用西班牙TR公司提供的MONEL400合金(化学成分见表1),规格为φ168MM*8MM,退火状态供货,强度σb为485MPa。
该工程要求焊后的焊接接头性能符合美国ASME标准。
表1 monel400合金化学成分(%)二、焊接工艺过程管道结构的焊接采用了V型坡口,坡口角度60度,钝边1mm,根部间隙2mm。
焊接顺序为TLG焊打底,手弧焊焊接第二层及盖面层。
氩弧焊打底焊丝采用φ1.6ER-Ni-Cu-7(monel60),焊条采用φ3.2 E-Ni-Cu-7(monel90),其熔敷金属的化学成分如表2所示。
采用正接TIG焊,钨极直径3~5mm,喷嘴直径12~14mm,氩气纯度为99.99%。
焊接规范如表3所示。
表3 焊接规范参数焊前,焊条应严格烘干,烘干温度为300~400℃,保温1小时。
手工电弧焊时采用反接法。
TIG焊打底时,为保证根部质量,应特别注意焊接过程中对焊接速度的控制,还应注意焊枪和焊丝给进时机和给进速度的控制。
焊接时喷嘴应贴近坡口,并稍作横向摆动,以保证坡口两边的母材金属的充分熔合。
为保证焊接过程中电弧的稳定,应注意钨极的对中和端部的尖度。
施焊过程中应注意将熔合比控制在50%以下,焊道以窄为最佳。
手工电弧焊时,尽量以短弧操作,为保证母材金属的熔合,焊条应稍作横向摆动。
在仰焊部位应尽量减小熔池的体积,以保证良好的焊缝成形和焊接过程的顺利进行。
Monel400合金的收缩率很大,焊缝与热影响区极易出现裂纹,特别是打底焊缝。
为此,对焊接过程中的层间温度进行了控制。
当打底焊缝的温度降至100~150度时,焊接第二层焊缝;第二层焊缝的温度降至100度左右时,焊接盖面焊缝。
在有条件的情况下,盖面焊缝最好采取缓冷措施。
三、试验结果及分析焊后对焊接接头进行了宏观检验,X射线检验,机械性能试验,冷弯试验、晶间腐蚀性能试验,并利用电子显微镜对焊接接头的金相组织进行了分析。
哈氏合金(C276)管道的安装与焊接作者:郑明亮来源:《中国科技博览》2018年第35期[摘要]近年来,哈氏合金(C276)管道的安装与焊接问题得到了业内的广泛关注,研究其相关课题有着重要意义。
本文首先对相关内容做了概述,分析了C276的耐蚀性能和化学成分,并结合相关实践经验,分别从多个角度与方面就C276管焊接工艺以及防腐蚀措施展开了研究,阐述了个人对此的几点看法与认识,望有助于相关工作的实践。
[关键词]哈氏合金(C276);管道;安装;焊接中图分类号:TG457.19 文献标识码:A 文章编号:1009-914X(2018)35-0002-011前言作为一项实际要求较高的实践性工作,哈氏合金(C276)管道安装与焊接的特殊性不言而喻。
该项课题的研究,将会更好地提升对哈氏合金(C276)管道的分析与掌控力度,从而通过合理化的措施与途径,进一步优化该项工作的最终整体效果。
2概述某公司建设的三聚氰胺工程,工艺管道系统中,部分工艺管道采用了进口的哈氏(HASTELLOY)合金C276管道,总长为42m,管内物料为熔融尿素,规格为1/2″×2.77~3″×5.49,采用全氩弧焊,焊接材料ERNICRMO-4Υ2.0mm,在施工现场需要预制和焊接固定口,焊接条件苛刻。
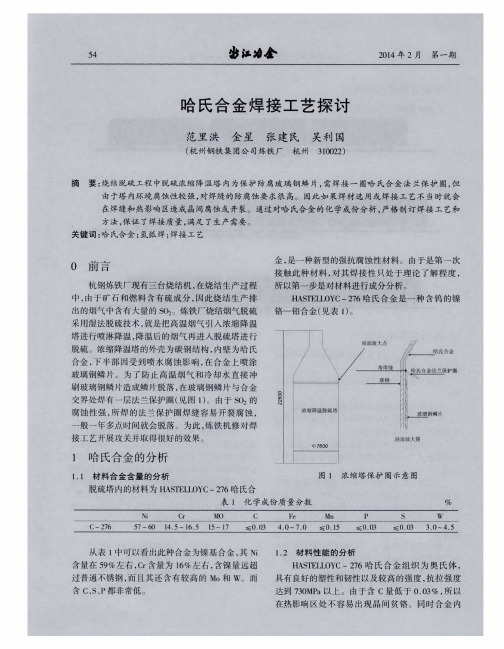
3C276的耐蚀性能和化学成分3.1哈氏合金是一种新兴材料,具有良好的耐蚀性和耐高温性能,耐室温下所有浓度的盐酸与氢氟酸腐蚀。
3.2化学成分见表1。
从表中可看出HASTELLOY-C276属于Ni-Cr-Mo系的三元合金,因C能促使形成晶间腐蚀,而Si加速δ相的形成。
故合金成份中严格限制C、Si的含量,以提高材料的耐腐蚀性。
4C276的焊接性能与低碳钢、不锈钢的焊接相比,C276的焊接具有奥氏体不锈钢相类似的问题,即有较高的热裂纹敏感性,气孔生成机率较高,焊接区产生晶间腐蚀倾向等。
4.1热裂纹敏感性高焊丝及材料本身表面杂质在焊接过程中形成晶间液态膜残留在晶界区,由于收缩应力的作用而开裂,从而引发热裂纹。
哈式B3合金管道焊接施工工法哈式B3合金管道焊接施工工法一、前言哈式B3合金管道焊接施工工法是一种常用于化工、石油、制药等行业的管道施工方法。
该工法具有独特的特点和优势,在实际工程中得到了广泛应用和验证。
本文将对该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析等方面进行详细的介绍。
二、工法特点哈式B3合金管道焊接施工工法具有以下几个特点:1. 适应性强:该工法适用于不同类型、不同尺寸的管道焊接,无论是直线管道还是弯头管道都能应用。
2. 焊接质量高:采用哈式B3合金作为焊接材料,具有良好的耐腐蚀性和高强度,能够确保焊接质量的稳定性和可靠性。
3. 施工速度快:采用自动焊接设备,施工效率高,节约了人力和时间成本。
4. 简化工艺:通过优化焊接工艺参数,减少了施工工序和焊道数目,降低了工程难度,提高了施工效率。
三、适应范围哈式B3合金管道焊接施工工法适用于化工、石油、制药等行业的管道施工。
在硫酸、氯化物、盐酸等腐蚀性介质的输送管道以及高温、高压环境下的管道系统中具有广泛的应用。
四、工艺原理哈式B3合金是一种镍基高温合金,具有优异的耐腐蚀性和高温性能。
在焊接过程中,通过调整焊接电流、电压、速度等参数,使焊接材料与基材形成稳定的焊缝,从而实现管道的连接和密封。
该工法通过优化焊接工艺参数,提高了焊接质量和效率。
五、施工工艺1.准备工作:包括焊接设备的安装、检验和调试;管道布置和准备工作区域;清洁管道表面等。
2.焊接准备:对管道进行钝化处理,清除杂质和氧化物,保证焊接质量。
根据管道的形状和尺寸选择合适的焊接电极和焊接材料。
3.焊接操作:采用自动焊机进行焊接,根据工艺要求控制焊接速度、电流和电压等参数,保证焊接质量。
4.焊后处理:对焊接缺陷进行修补和检验,清洁管道表面,确保管道的密封性和外观质量。
六、劳动组织根据工程规模和施工难度,确定合理的劳动组织方案。
包括施工队伍的组织和协调、人员培训和技术指导等。
哈氏合金B3工艺管道的焊接摘要:哈氏合金B3是一种镍钼合金,对任何温度和浓度的介质都有极好的抗腐蚀性。
本文探讨了哈氏合金B3工艺管道的焊接整个过程,包括焊接特性、焊接方法、焊接要点。
哈氏合金具备高强度、高韧性、高耐蚀性的材料性能特点,广泛应用于化工、石油化工、烟气脱硫、纸浆和造纸、环保等工业领域。
关键词:哈氏合金B3;焊接方法;焊接要点1哈氏合金B3简介哈氏合金B3的开发主要针对先前开发的哈氏合金B2的弱点进行了化学成分调整,以提高其热稳定性和耐腐蚀性。
与哈氏合金B2相比,哈氏合金B3具有更出色的高温性能和更广泛的耐腐蚀性,适用于更广泛的工作环境。
在焊接过程中,哈氏合金B3的焊接特性、焊接方法、焊接要点等方面也需要特别注意。
由于哈氏合金B3的高温性能和耐腐蚀性,常规的焊接方法可能无法满足其焊接要求。
因此,需要采用特殊的焊接工艺和技术,以确保焊接质量和接头性能的可靠性。
2材料焊接性分析2.1 热裂纹敏感性高热裂纹分为结晶裂纹、液化裂纹和高温失塑裂纹。
结晶裂纹最容易发生在焊道弧坑,形成火口裂纹。
结晶裂纹多半沿焊缝中心纵向开裂,也有垂直于焊波。
液化裂纹多出现在紧靠熔合线的热影响区中,有时还出现在紧靠熔合线的热影响区中。
高温失塑裂纹即可能发生在热裂纹中,也可能发生在焊缝中。
各种热裂纹常常伴随有微观裂纹,但有时仅有微观裂纹。
热裂纹发生在高温状态下,常温下不再扩展。
由于哈氏合金焊缝具有树状组织,加上焊材及材料本身表面杂质的影响,焊接过程中在粗大晶粒的边界上,会形成一些低熔点共晶物并呈薄膜状态分布,大大削弱了晶界间的分子力,在拘束应力的作用下开裂,产生热裂纹。
2.2 易产生气孔合金元素含量分配的特点,决定合金固液相温度间距小,液态焊缝流动性偏低,在焊接快速冷却凝固结晶条件下,气体来不及逸出,极易产生气孔。
焊接时,坡口表面油脂、氧化物、油漆等异物没有清理干净,或保护气体种类不当、纯度不高、流量不合适等,则易产生焊接气孔。