冷轧1500 mm四辊平整机优化改造实践
- 格式:pdf
- 大小:231.24 KB
- 文档页数:3
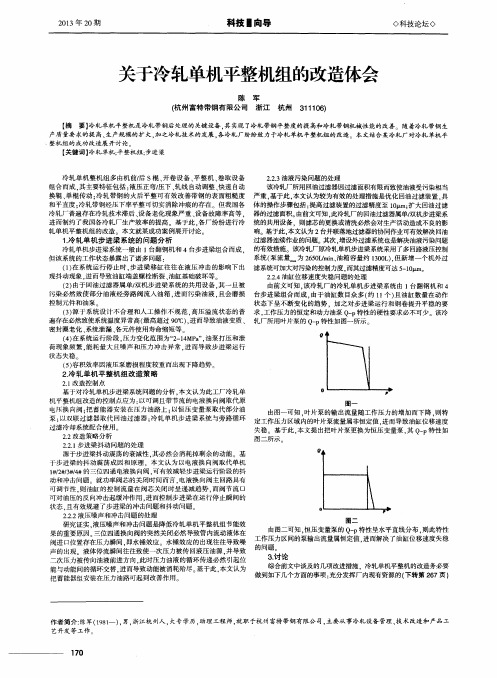

冷轧平整机卷取系统的优化改造【摘要】针对莱钢冷轧平整机的生产现状,结合单机架四辊平整机组的生产工艺,对于本平整机生产过程中的生产效率差,成材率低等问题,本车间通过研究与探讨后,着重对影响平整产量与成材率的卷取系统进行优化改造,主要是从平整工艺、设备、程序及人员操作几个方面入手。
通过此方案的改造与实施后,平整机组的各项生产指标都得到了较好的改善。
【关键词】冷轧带钢平整机卷取系统建张打滑1.概述平整是冷轧生产的重要工序,其作用是:(1)消除退火带钢的屈服平台,调制好带钢的综合力学性能;(2)通过设定平整延伸率,改善带钢的平直度;(3)通过毛化辊系的平整,使带钢表面具有一定的粗糙度。
此外,平整工序改善了带钢厚度精度,并能消除轻微的表面缺陷,因此平整生产对质量的保证有着十分重要的作用。
莱钢板带厂冷轧薄板的平整机组的投入,标志着莱钢冷轧退火产品的生产成功,为莱钢产品的多元化与高端化掀开了新的一页。
莱钢平整机组自09年6月份试生产以来,共生产合格退火钢卷17850余吨,为我厂取得了较大的经济效益。
但是,按照平整机组年设计40万吨的产能计算,我们的生产还远远未达到设计要求,虽然受到钢铁市场形势的影响限量生产,而通过实际的平整生产过程中可以分析得出,平整机卷取系统的缺陷是制约着整个平整生产工序的瓶颈。
在平整穿带过程中,由于带钢头部无法顺利缠绕卷筒紧贴卷取机,导致平整建张时出口段容易打滑,造成建张失败,有时需建张4~5次才能成功建张。
据统计平整平均每次建张都在20分钟以上,严重影响了平整生产效率。
此外,由于频繁地建张,带钢对平整卷取设备的冲击伤害比较大,同时对钢卷的内芯也容易产生挫伤错层等缺陷,卷取过程中就会出现不同程度的塔形缺陷等,对退火产品质量和成材率都造成了较大影响。
2.平整机卷取系统的现状分析平整机组的卷取系统主要由卷筒(Φ610mm*1550mm,带封闭楔的四棱锥卷筒),皮带助卷器(7.5mm厚*900mm宽),压尾辊(Φ260mm * 800mm,表面衬胶)和穿带导板(可伸缩式)组成。

辊型优化技术在宝钢冷轧平整机上的应用连家创王宏旭黄自友杨美顺张宝平摘要将平坦机轧制力和前张应力横向分布的数学模型,与平坦机辊系弹性变形相结合,建立了平坦机板形运算理论,在此基础上往常张应力偏差平方和为目标函数优化设计了宝钢冷轧厂CAPL平坦机工作辊辊型和支承辊肩部辊型,并优化了弯辊力设定值,生产实验说明,优化辊型提高了平坦机的稳固性,因板形不良导致的废次品量,封闭量下降。
用该优化结果制定的支承辊辊型磨削加工标准已用于工业生产。
关键词冷轧,平坦机,辊型优化1 工作辊和支承辊辊型优化设计原理1.1 对应于某一规格产品辊型优化目标函数的建立轧辊原始辊型的选定,是使轧辊在轧制状态下,而板形要紧调剂手段弯辊力处于基态时,尽可能使用同一套轧辊辊型以适应所有产品生产的需要。
因而可确定对应于某一规格产品辊型优化目标函数,即关于某一宽度的带材,在弯辊力,轧制力为已知,来料断面形状依照实测断面形状拟合而确定,通过调整轧辊辊型,使轧出带材板形良好,而板形的好坏是通过前张力横向分布来判别的,因此目标函数为:(1)式中为运算出的前张应力分布;为目标张应力分布曲线;X为辊型参数设计变量mE ,mF为带材左,右单元编号。
使等式(1)最小的辊型曲线即为对应某一规格产品的最佳辊型曲线。
1.2 与目标张应力分布对应的负载辊缝形状运算方法在给定来料的断面形状,已知总前张力时,则前张应力横向分布与出口厚度分布相对应。
在忽略轧后带材弹性变形情形下,可认为出口厚度横向分布即为负载辊缝形状,即对一确定的前张应力横向分布,总有一负载辊缝形状与之对应,而负载辊缝形状又能够用下式表示:(2)其中,m值最大为6,用优化方法易确定b2i使运算的前张应力横向分布与目标张应力横向分布接近,目标函数选为式(1),由于现在优化过程不包括辊系弹性变形,使运算过程容易收敛。
1.3 辊型优化的设计方案优化辊型应满足如下要求:(1)适应板宽的变化:支承辊与工作辊接触宽度随着板宽的变化而变化;(2)提高弯辊操纵板形的成效;(3)减小后张力,提高轧制力。
浅谈光整机的优化改造介绍了对唐山国丰钢铁第一冷轧厂镀锌机组的光整机部分装置的优化改造,使光整机更加充分地发挥其工作性能,更好地提高了镀锌板带的表面质量,并且获得了较好的经济效益。
标签:光整机;存在问题;改造措施冷轧镀锌产品属于钢铁产业下游精加工范围,在镀锌生产线中当生产高级别质量产品时,为了改善镀锌板带表面的平直度、色泽以及粗糙度等,光整机成为整个镀锌生产线的关键设备,发挥着至关重要的作用。
唐山国丰钢铁第一冷轧厂的镀锌机组采用的是四辊光整机,此光整机主要由牌坊工作辊和支撑辊及其轴承、压下装置、弯辊装置、传动装置、高压辊面清洗装置、换辊装置、湿光整系统、光整后清洗和烘干装置等几部分组成。
因为其控制手段先进,控制精度高,采用了液压弯辊控制以及潤滑清洗系统,降低了轧制力,以便减少换辊频率,提高轧辊相应的使用寿命和产品质量。
然而在长时间的实际的生产过程中,发现此光整机的部分执行机构使用效率降低,并且影响了镀锌板带的表面质量,给生产带来了很大的制约。
为此,我们在对光整机的工作原理进行细致地分析后,找出了问题所在,并且对光整机的湿光整系统以及光整后清洗装置等进行了优化改造,提高了光整机工作效率,从而保证了镀锌机组生产平稳顺利地进行。
1 光整机的问题分析由于当时设计水平和技术能力有限,光整机虽然采用的是较为先进的工作方式以及相关的配置,但是存在部分系统功能并不完善的问题。
在以后长时间的生产实践过程中,我们对光整机的运行效果进行了认真总结,发现镀锌板带表面存在清洗不彻底,高压清洗喷淋行走装置电机故障率高等问题。
具体问题分析如下:①由于水喷淋系统不够完善,喷嘴数量和喷射角度存在设计不合理,导致喷射流量不达标,光整机辊子表面清洗不够干净,降低了其使用寿命,增加了换辊次数,并且加大了磨辊的费用。
②由于光整机高低压喷射系统无遮挡防护装置,使得周围水汽增多,对光整机前面的锌层测厚仪测量造成了一定的影响,加速了其设备老化,并且降低了其测量精度。

辊型优化技术在宝钢冷轧平整机上的应用随着全球经济的蓬勃发展,冷轧工业承担着重要的经济作用。
宝钢是国内最大的冷轧厂之一,其中的冷轧平整机也十分重要。
宝钢冷轧平整机的质量要求非常高,它们需要恒定的力、高效的效率和非常准确的精度。
由于传统辊形不能满足这些需求,研究人员推出了辊型优化技术,这种技术可以改善宝钢冷轧平整机的性能,从而提高产品质量,提高生产效率,降低成本,增强宝钢的竞争力。
辊型优化技术是一种有效的技术,主要是通过优化辊形来改善辊子的性能。
辊子优化技术主要包括三个方面:辊子整体尺寸优化,辊子表面粗糙度优化和辊子表面径向削减优化。
由于辊子是冷轧平整机中最重要的部件之一,因此优化辊子是提高设备性能的主要手段之一。
辊型优化技术可以提高辊子的平衡度、降低辊子的振动,使冷轧平整机能够更好地进行冷轧处理。
宝钢为了提高产品质量,提高生产效率,降低成本,开始使用辊型优化技术,开始在宝钢冷轧平整机上进行辊子优化。
首先,宝钢根据不同的冷轧要求,经过科学的分析和计算,选择最佳的辊子尺寸,确定辊子的体积、形状和研磨精度等参数。
然后,按照计算机对辊子尺寸优化后的优化结果,对辊子表面进行系列精密加工,改善辊子表面粗糙度,改善辊子表面径向削减精度,以打磨辊子使其达到最佳性能。
此外,宝钢还采用了一种特殊的镀层技术,将辊子表面涂层,以提高辊子的耐磨性、抗腐蚀能力和降低摩擦系数的作用,使辊子在高温、湿润环境中能够正常运行,从而改善这种设备的使用寿命。
最后,宝钢实施了一系列全面而严格的测试,以确保优化后的辊子质量达到要求。
实验结果表明,辊子优化后,不仅满足了宝钢的冷轧要求,还提高了冷轧精度,大大减少了振动,提高了冷轧效率,提高了产品质量,降低了生产成本,大大增强了宝钢的竞争力。
经过上述改进,宝钢的冷轧平整机性能大大提高,为宝钢的冷轧工业有效的提供了支撑,帮助宝钢在全球冷轧市场站稳脚跟,在保持宝钢品牌优势的同时,更好地为客户提供更优质的产品。
四辊可逆向冷轧机实习报告一、实习目的进入大学后,我迎来了为期三个月的实习期。
这次实习的主要目标是了解和掌握四辊可逆向冷轧机的基本操作和原理,为未来的学习和职业生涯打下坚实的基础。
我也希望通过这次实习,提高自己的实践能力和团队协作能力。
二、实习内容在实习期间,我主要参与了四辊可逆向冷轧机的基本操作和维护工作。
具体内容包括:1. 学习并掌握四辊可逆向冷轧机的启动、停止、调整等基本操作。
2. 参与冷轧机的日常维护和保养工作,包括清理轧机、更换轧辊、检查设备运行状态等。
3. 协助工程师进行故障排查和处理,提高自己的问题解决能力。
4. 学习并掌握冷轧工艺的基本知识,包括轧制速度、轧制力、轧制温度等参数的设定和控制。
三、实习过程在实习过程中,我始终保持着认真、细致的态度。
通过不断的实践和学习,我逐渐掌握了四辊可逆向冷轧机的基本操作和维护技能。
我也积极向同事请教,不断提高了自己的专业素养和实践能力。
以下是我在实习过程中的主要经历和收获:1. 熟悉了四辊可逆向冷轧机的基本构造和工作原理,掌握了设备的启动、停止、调整等基本操作。
2. 通过参与日常维护和保养工作,学会了如何正确使用各种维护工具和设备,提高了自己的动手能力。
3. 协助工程师进行故障排查和处理,学会了如何分析问题、查找故障原因和处理故障,提高了自己的问题解决能力。
4. 学习了冷轧工艺的基本知识,掌握了轧制速度、轧制力、轧制温度等参数的设定和控制方法。
四、实习收获通过这次实习,我获得了丰富的实践经验和专业知识,主要收获如下:1. 掌握了四辊可逆向冷轧机的基本操作和维护技能,提高了自己的实践能力和动手能力。
2. 学会了如何分析问题、查找故障原因和处理故障,提高了自己的问题解决能力。
3. 熟悉了冷轧工艺的基本知识,为未来的学习和职业生涯打下了坚实的基础。
4. 提高了自己的团队协作能力和沟通能力,学会了如何与同事合作完成任务。
五、总结与展望通过这次实习,我深刻认识到了实践的重要性。