0.20~0.33 mm超薄浮法玻璃的切割工艺研究
- 格式:pdf
- 大小:878.70 KB
- 文档页数:6
![超薄浮法电子玻璃的成型与退火工艺探讨[Word文档]](https://img.taocdn.com/s1/m/89ce8975cbaedd3383c4bb4cf7ec4afe04a1b10e.png)
超薄浮法电子玻璃的成型与退火工艺探讨关键字:超薄,浮法,电子,玻璃,成型,退火,工艺,探讨超薄浮法电子玻璃的成型与退火工艺探讨本文为Word文档,感谢你的关注!摘要:随着触摸屏显示行业的快速发展,以0.2~0.7mm厚度为代表的超薄浮法电子玻璃产品已经被广泛应用于显示终端中。
本文探讨了超薄浮法电子玻璃生产过程中的成型及退火工艺,阐明了浮法超薄电子玻璃成型与退火的生产工艺控制理念,提出了玻璃粘锡等缺陷的控制方法,为超薄浮法电子玻璃的实际生产提供指导作用。
关键词:超薄浮法玻璃成型退火TP27 A 1674-098X(2017)10(c)-0092-04Abstract: With the rapid development of touch screen display industry, ultra thin float electronic glass products represented by 0.2~0.7mm thickness have been widely used in display terminals. This paper discusses the forming and annealing process of ultra-thin float glass electronic production process,the process control concept of the float forming and annealing of ultra-thin electronic glass, put forward the control method of glass tin and other defects, provide guidance for the actual production of ultra-thin float glass electronic.Key Words: Ultra thin float glass;Forming;Annealing随着触摸屏显示行业的快速发展,市场对触摸屏玻璃表面保护玻璃的厚度要求越来越薄,玻璃的超薄化已经成为玻璃的重要发展趋势之一。

超薄玻璃浮法成形机制与拉薄过程初步分析摘要:对超薄玻璃浮法成形机制和拉薄过程进行初步分析。
通过调整拉边机四度、电加热功率和改变玻璃厚度,以及调整锡槽出口渣箱工况,稳定汽车级玻璃的生产。
目前超薄玻璃的厚度范围包括 1.1mm、1.3mm、1.5mm、1.6mm、1.7mm、1.8mm、1.9mm、2.0mm、2.1mm制镜级、车镜级和汽车级玻璃。
汽车前风挡玻璃主要采用1.6mm和2.1mm汽车级玻璃原片进行深加工。
本文通过对调整拉边机四度、电加热功率,提高生产效率和产品质量具有重要意义。
关键词:超薄玻璃;浮法成形机制;拉薄过程引言超薄玻璃作为一种具有广泛应用前景的新型材料,在汽车行业、电子设备、建筑装饰等领域有着重要的应用价值。
然而,超薄玻璃的生产过程中存在一系列的技术难题,其中包括浮法成形机制和拉薄过程的控制。
因此,对超薄玻璃的浮法成形机制和拉薄过程进行深入分析和研究,对于提高超薄玻璃的生产效率和产品质量具有重要意义。
在超薄玻璃的生产过程中,浮法成形是关键的工艺步骤之一。
浮法成形通过在锡槽中流入熔融的玻璃液,使玻璃熔体在锡槽表面形成一个均匀的薄层。
通过调整拉边机四度参数及拉引速度以及电加热功率和冷却等步骤,使玻璃厚度逐渐变薄,并最终达到所需的超薄厚度。
在这个过程中,浮法成形机制的控制对于确保玻璃的成形质量和性能至关重要。
1.超薄玻璃在现代社会中具有重要价值超薄玻璃可以作为电子显示器的基板材料,如平面显示器、智能手机和平板电脑等。
其优异的物理性能可以提供更高的分辨率、透明度和耐久性,并且可以实现更薄、轻薄的设计。
同时,超薄玻璃的柔性特性使其成为可折叠设备的理想材料,如折叠手机和可折叠电子书。
超薄玻璃的低表面粗糙度和高光学透过率使其成为制造光学器件和光学涂层的理想选择。
它可以用于摄像头镜头、激光器器件、光纤技术和太阳能电池板等领域,对光学性能和传感器性能有重要影响。
超薄玻璃在医疗技术和生物科学领域具有广阔的应用前景。

超薄浮法玻璃拉薄行为数值研究
玻璃液在承托介质锡液面上,在1000c,除了自身的重力和表面张力外,不受其它任何外力而自由铺展所形成的静止厚度,我们称之为“平衡厚度”。
通常,在退火窑主传动的牵引下,不施加拉边机等其它外力,钠钙硅浮法玻璃的厚度为6mm而低于此厚度以下的玻璃通称为薄玻璃,将厚度低于2mm以下的浮法玻璃称为超薄浮法玻璃。
玻璃愈薄,生产难度愈大。
在拉薄过程中,通过增加拉引速度的方法,玻璃带的厚度减薄极为有限。
因此,要使拉薄过程有效、顺利地进行,并防止玻璃带宽过度的收缩,比较容易地获取经济板宽,就必须选择一种合适的拉薄方法,使得玻璃液黏度产生的粘滞力与重力、磨檫力和表面张力以及拉边机产生的拉力和主传动牵引力形成平衡力系,使成型过程顺利进行。

超薄浮法玻璃生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!超薄浮法玻璃生产工艺是一种高精度的玻璃制造技术,主要用于生产超薄玻璃面板。
探讨超薄浮法电子玻璃的成型与退火工艺吴星达摘要:随着我国科技技术的发展速度不断加快,有效推动了我国各个行业的快速发展,其中触摸屏显示行业在最近几年的发展过程中取得了良好的技术革新,以0.2~0.7mm厚度为代表的超薄浮法电子玻璃产品,已经被广泛的运用在各种终端设备显示器当中。
本文重点针对超薄浮法定制玻璃的成型以及退火工艺展开了分析和研究,为超薄浮法电子玻璃的生产工作提供有效的借鉴。
关键词:超薄浮法玻璃;成型;退火现阶段在超薄电子玻璃的生产工艺上相对比较成熟,其中主要是以浮法和溢流法做为主要的生产模式,在生产过程当中的产量相对较大,但是所生产出来的产品品质相对较低,通过采用浮法生产超薄电子玻璃,主要是以日本和德国等国家技术相对比较成熟,同时采用溢流阀在生产过程当中的产品质量相对较高,但是生产效率比较低下总体的生产量偏低,前期的投资成本相对较大,并且需要更高的技术来作为支撑。
通过浮法工艺生产出来的超薄电子玻璃厚度上仅为0.7mm,并且随着玻璃生产的厚度不断降低,在实际的生产过程当中拉边机的数量也在不断上涨,因此直接造成了玻璃板边缘温度明显低于中间玻璃的温度大小,进而会出现玻璃体的厚度存在一定的偏差,影响到了整个电子玻璃的成型质量。
如何解决这一问题是超薄浮法电子玻璃生产过程当中的重要控制要点,需要通过有效的退火工艺来加以保障。
1.超薄浮法电子玻璃成型控制在超薄浮法电子玻璃的成型控制工作当中,首先需要针对锡槽内部的成型温度来进行有效的控制,通过普通的超薄电子玻璃在生产过程当中的温度控制,从中可以看出玻璃液在进入到细槽内部之后,拉边区域范围内经过机械设备的处理之后实现逐步降温,同时在锡槽处理工作完成之后,被直接送入到退火窑当中来进行处理,超薄玻璃的成型工作和其他的塑性材料之间有着明显的相似性。
在实际的生产工作当中主要分为了成型和定型两个不同的操作阶段,所谓的成型就是对生产出来的玻璃赋予一定的形状;所谓的定型就是在生产过程中需要将所需要生产的玻璃形状进行有效的固定。
超薄玻璃纵分纵掰机构的探讨
陈静;任红灿
【期刊名称】《河南建材》
【年(卷),期】2005(000)004
【摘要】玻璃纵分纵掰机构的作用是将玻璃沿着纵切刀痕掰开,将相临的两块或多块玻璃分开一定距离.超薄玻璃因规格较小,为了便于搬取和减少二次改切的劳动量,纵分纵掰机构是必不可少的。
【总页数】1页(P38)
【作者】陈静;任红灿
【作者单位】中国洛阳浮法玻璃集团公司,471009;中国洛阳浮法玻璃集团公
司,471009
【正文语种】中文
【中图分类】TQ17
【相关文献】
1.超薄玻璃掰边装置的探讨
2.护士口服药品摆药中药片分掰方法探讨
3.超薄玻璃纵分纵掰机构的探讨
4.新型超薄玻璃随动调宽掰边辊道
5.儿童用药怎可“剂量靠猜、分药靠掰”
因版权原因,仅展示原文概要,查看原文内容请购买。
第47卷第3期2019年6月玻璃与搪瓷GLASS&ENAMELVol.47No.3Jun.20190.20-0.33mm超薄浮法玻璃的切割工艺研究”李晓青1!",王晓东!,姜园涛!,万秋子!,陈冬1(1.蚌埠中建材信息显示材料有限公司,安徽蚌埠233000;2.洛玻集团技术中心浮法玻璃新技术国家重点实验室,河南洛阳471009)摘要:介绍了0.20-0.33mm超薄浮法玻璃生产在线切割的工艺过程和切割原理。
在理论指导下对切割参数进行在线调试,确定了刀轮的齿形、齿数、角度和刀轮压力等关键参数。
关键词:超薄玻璃;切割;刀轮;压力;齿形;夹角中图分类号:TQ171.6+83文献标志码:A文章编号:1000-2871(2019)03-0001-06DOI:10.13588/ki.g.e.1000-2871.2019.03.301Analysis of Cutting Process for0.20~0.33mmUltra-thin Float GlassLI Xiaoqing1,1,WANG Xiaodong1,JIANG Yuantao1,WAN Qiuz4,CHEN Dong1(1.Bengbu CNBM Information Display Materials Co.,Ltd.,Bengbu233000,China;2.The Technology Center of the Luoyang Glass Group,National Key laboratory ofFloai Glas s New Technology,Luoyang471009,China)Abstract:On-line cutting proces s and cutting ponciple foo0.20〜0.33mm ultra-thin Ooai glass wasbody described.Undeo the guiOancc of the theooticcl pynciplc the cutting parametero wero adjustedon line and the cOhcel parameters,such as tooth shape,tooth numbet,angk and passua of cut h owheea,etc.weaedeteamined.Key words:ultra-thio glass;cutting;cutter whed;pressura;0x)01shape;angae采用浮法工艺生产0.20~0.33mm超薄玻璃时,成型后经过退火的连续玻璃带,必须经过切割、横向掰断、去边工序成为一定规格尺寸的片状玻璃板后,才能进行堆垛和包装。
玻璃是在辐道上运行状态中完成上述操作的,目前0.20~0.33mm超薄玻璃的在线切割仍然采用传统的机械切割方式。
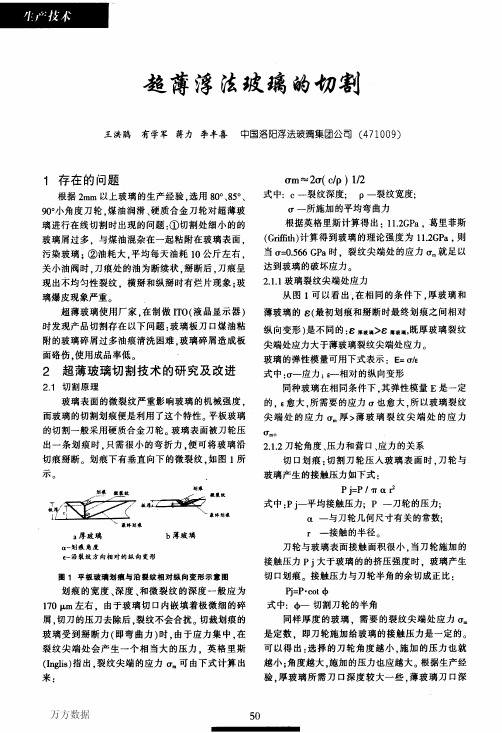
而当玻璃厚度变薄以后,玻璃的强度降低、柔韧性增加,使得在线切割时玻璃本身没有足够的强度对刀轮施加反作用力,因此随着玻璃厚度的减薄,刀轮的切割力作用范围变得非常狭小,而使切割的难度增大,玻璃掰断时容易出现不沿切痕裂开或掰断无效玻璃板未完全裂开的现象'必须对切割工艺进行研究和优化,才能达到良好的切割效果'1机械切割的原理性材料断的, 玻璃断的过是产生,后是在的收稿日期:2018-11-23-2-玻璃与搪瓷2019年6月,玻璃断裂。
1示,一板玻璃,在玻璃的上有深度9的,垂向在平板上,,向时,在向上为r处的应力!如式(!):0⑴式(1)表明,微裂纹尖端附近所受应力要比!大得多,存在明显的应力集中现象,当!达到玻璃的强度极限时,玻璃即断裂。
设r为原子间距离的大小,即r=2x10-10m,则当微裂纹尺寸9控制在原子间距离的水平,按(1)时,玻璃强度可以值;度9=0.5!+时,按⑴可得!r=100,则玻璃的强度实际上已经降低值的1=00左右。
对相同组成的玻璃试样,断裂时起决定作用的距还是的!都是固定值的话,那么式⑴中的乘积!0槡也是常数,这说明玻璃断裂时能承受的应!0与裂纹深度9的成反比。
图1平板上裂纹情况示意图以上,在进行玻璃切割时,用具有一定硬度的者刀笔,以一定的压力刻划玻璃,使玻璃产生一定深度的,然后用掰断设备在玻璃的上入拉(称为张)!0,的!r玻璃能承受的强度而发生断裂'者刀笔在玻璃形成的破坏主要是横向和纵向,横向为切割向的,裂,其玻璃生长,在切割边部产生细小缺口,会产生玻璃屑,影响玻璃强度。
纵向为玻璃即沿玻璃厚度的,图2为示意图。
为了提高玻图2微裂纹示意图璃边缘质量和切割率,纵向微裂纹越深越好,这样可以有效减少裂片压力,而横向微裂纹越少越好,这样可以减少边部缺口,有利于提高边缘质量。
2刀轮切割玻璃的受力分析2.1玻璃受力分析3示,在一定压,带有楔角的侵入玻璃中,由楔角"的作用,在近的玻璃受楔形力F使玻璃A点受,,玻璃极限强度,则玻璃在A点产生,裂纹的产生与楔角和压力的有关,分析切割时玻璃的受,可(2):N;-(2)2sin—2从式(2)可以看出,当-一定时,N随>的增大而增大;当>一定时,N随-的增大而减小。
楔角-越小,越侵入玻璃中,使玻璃产生。
2.2刀轮受力分析第47卷第3期玻璃与搪瓷3当刀轮以一定的速度匀速在玻璃上划过时,刀轮的受力情况如图4所示,刀轮的受力平衡方程如式(3):Q=NT=fM)+M=rfQ0=Q=#f2(3)式中Q—刀轮所受压力;N—刀轮所受反作用力;T—受的牵;f—受的摩;M—滚切;M)—受滚切阻力矩;r—;0—;Q0—压力;%—与刀轮几何尺寸有关的常数。
图3刀轮切割示意图图4刀轮受力示意图一般M)比较小,故刀轮的磨损主要与摩擦力/与刀轮的半径r有关,在一定压力下切割时,刀轮半径r 越小,与玻璃面的积也会,在Q—定的,Q。
,其切割质量越好,摩,刀轮的耐用度提高。
但太小,其制造使用有一定的困难。
由有一定的楔角,所以的压Q0与切割角的余切呈正比,(4):Q0=Q-cot(-/2)(4)从式(4)可以看出,-一定时,Q(,随Q的,Q—定时,Q()随-的增大而减小。
楔角-越小,刀轮越侵入玻璃中,使玻璃产生,和(2)的是一样的。
3玻璃厚度对切割参数的影响3.1玻璃厚度对刀轮接触压力的要求从式(1)分析,压与玻璃厚度没有关系,但实际生产过程中发现,在纵向裂纹深度9相同的,玻璃掰断时的!0值与玻璃的厚度呈正比。
这是因为在退火过程中玻璃板面形成的起的,玻璃越厚玻璃板面的压!越,要玻璃断裂,掰断时引入的(或称为张应力)!0,要克服玻璃板面的压应力,如式(5):-E-玻璃与搪瓷2019年6月所以若要有效降低!0值,玻璃厚度越厚,纵向裂纹深度9的值要越大。
同理,从式(2)和式(5)可以得出,玻璃越厚,!0值越大’3.2玻璃厚度对刀轮压力和刀轮角度的要求从实验数据和多年生产实践中可以得出刀轮角度和刀轮压力对切割质量的影响,每个品种都有最适合的刀轮压力和刀轮角度范围。
不同文献所提供的数值有所差异,但规律是一致的。
(1)刀轮角度越小,越容易产生垂直裂纹,但水平裂纹也随之增多,容易出现玻璃屑和爆边现象,影响切割质量;反之,刀轮角度越大,水平裂纹越少,不容易出现玻璃屑和爆边,但会影响垂直裂纹产生。
(2)刀轮压力越大,导致切割断面受到的压力增大,使玻璃深处破碎,水平裂纹增多,产生玻璃屑和爆边现象,玻璃强度变低;反之,刀轮压力越力、,水平裂纹越少,不容易出现玻璃屑和爆边,但会影响垂直裂纹产生。
玻璃厚度越厚,玻璃的强度越大,可以承受较大的Q值;玻璃厚度越薄,玻璃的强度越小,可以承受的Q 值较小,尤其是对0.20-0.33mm的超薄玻璃来说,如果Q值较大,非常容易将玻璃直接压透。
所以随着玻璃厚度的变薄,刀轮压力要逐步降低,但刀轮压力降低后,会影响垂直裂纹产生,必须配以较小的刀轮角度。
也就是说玻璃越薄,刀轮压力和角度越小;玻璃越厚,刀轮压力和角度越大。
而且角度和压力的配合要恰到好处才能得到好的切割断面。
3.3玻璃厚度对刀轮半径的要求通过对式(3)的分析可以看出,刀轮半径r越小,对切割越有利,而且随着刀轮制造企业加工技术的进步,刀轮的直径也是越做越小,但刀轮直径变小后,轴孔也随之变力、,刀轮轴在压力的作用下,容易变弯或折断,使刀轮耐用性变差,所以玻璃越薄,越适合采用小的刀轮半径。
对于0.20-0.33mm超薄玻璃,选用的刀轮半径一般为2.5~3mm。
40.20-0.33mm超薄玻璃切割参数的确定从上述分析可以看出,刀轮压力和刀轮角度的选择对获得理想的切割断面是非常重要的。
为此国内外的专家学者、玻璃制造加工企业对此进行了大量的研究和实践,并且在近几年引入了微型齿切割刀轮,并基本确定了各项参数。
以此为指导,在线对0.20~0.33mm超薄玻璃切割参数进行调试,确定了最佳的切割参数。
4.1微齿刀轮切割技术所谓的微齿刀轮就是在无齿刀轮的基础上,在刀轮的外围加工一定数量和形状的微型凹陷,形成锯齿的形状。
如图5所示,根据齿形的不同分为U形齿刀轮和V形齿刀轮。
如表1所示,不同齿形刀轮有不同的特点,可以取得不同的切割效果。
表1不同齿形钻石刀轮的特点齿形结构无齿V形齿U形齿材质钻石烧结,碳化钩钻石烧结,碳化钩钻石烧结,碳化钩刀轮角度/(。
)100-160100〜160100〜160渗透力最小一般高度渗透无齿刀轮边缘光滑,切割时形成的切割线均匀,但裂纹渗透性差。
而且在刀轮压力过力、,或玻璃板面不是特别平整的情况下,由于接触摩擦力不均匀,容易出现打滑现象,造成切割线过浅,严重时会出现跳刀断线。
第47卷第3期玻璃与搪瓷-5-V形能力强,避免了在玻璃切割过程中出现刀轮打滑的现象,能够保证切割线的连续性和均匀性,性一般。
U形,能在切割时对玻璃间断性的冲击载荷,以获得较深的垂直裂纹,但它对玻璃的破坏性,断破碎,使玻璃的强度降低。
同形的数越少,性越高,但对玻璃边缘的伤害程度也越大,容易使切割断面深处产生破碎,使玻璃的强度降低。
4.2横刀刀轮角度和压力调试(1)切割调试0.55mm以上品种的生产经验,基本确定0.33mm的刀轮角度在80。
~120。
范围内,采用不同的角度与压进行大量的调试实验的切割。
在横切时玻璃在辐道的带向前运行,在横切过程中玻璃带会存在的状态,当玻璃的厚度0.33mm及以下时,玻璃柔性增强,刚性。
当横刀划过时,玻璃会有一定程度的起,压过大很容易出现压,降低压、,的切割线。
(2)切割试采用意大利保太罗公司生产的横切机进行切割,切割速度1.03m/s,横切机角度9°;V Z3mm,齿数410,孑L径0.8mm。
为了避免玻璃变试结果的,在试过程中原料、熔化、成型、退火工艺制度稳定。