组装段八大浪费案例
- 格式:ppt
- 大小:14.66 MB
- 文档页数:40

精益生产管理八大浪费与解决方法八大浪费是丰田生产方式中非常重要的一个观念。
丰田人认为要消除浪费,持续改善,企业才能保持良性运转,竞争力才会提升。
在丰田改善是探入人心的,有个说法就是跟他们谈话5分钟没有听到他们讲3次改善就不算丰田人。
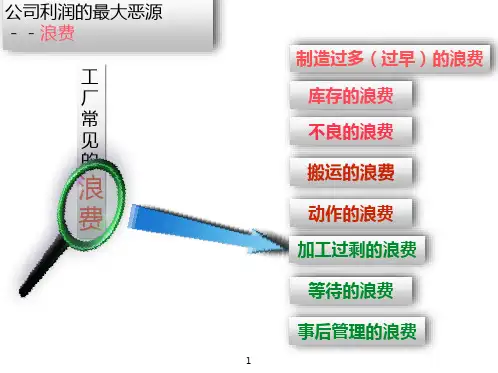
改善的对象是浪费,认识浪费是改善的第一步,企业现场林林总总,哪些是有价值的,哪些是浪费,不是一般人可以一目了然的.丰田人在长期作业和改善过程中对于浪费的内容进行了总结,共七种,被称为七种浪费.它们分别是制造过早(多)的浪费、库存的浪费、不良修正的浪费、加工过剩的浪费、搬运的浪费、动作的浪费、等待的浪费共七种。
后来人们又加了一种浪费-管理的浪费,合称八种浪费.下面我们从实用性角度剖析这八种浪费。
一、精益生产管理中制造过早(多)的浪费定义:所谓制造过早(多)就是前制程制造太早/过多,大于客户(或后制程)当期的最小需要量。
制造过早(多)浪费是八大浪费中的首恶,在精益生产中则被视为最大的浪费。
福特式思维告诉大家,在同样的时间内,生产量越多,效率越高,成本越低,企业越赚钱,所以企业自然有大批量连续生产的初始动力。
作为一个整体的企业是如此,那么企业内各部门也是如此,特别是在一些制程较短,关联性较低的企业中,普遍实施计件工资,那么从最基础的员工开始就有多做、早做,甚至偷做的动力,在这种情况下,告知企业里所有人早(多)做是罪恶当然得不到掌声回应.那么我们就来看看制造过早(多)的浪费。
制造过早(多)浪费的后果主要有三大类。
1.直接财务问题。
表现为库存、在制品增加,资金回转率低,制造时间变长,占用资金及利息,会造成库存空间的浪费,在现金流量表上很明显。
2.产生次生问题.会产生搬运、堆积的浪费;先进先出的工作产生困难;产品积压造成不良发生,物流阻塞制程时间变长,现场工作空间变小,有滞留在库的风险,有不良品的风险.3。
掩盖问题.为什么“制造过早(多)浪费是八大浪费中的首恶,在精益生产中则被视为最大的浪费”?因为它带给人们一个安心的错觉,掩盖了各种问题,以及隐藏了由于等待所带来的浪费,没有改善的动力,失去了持续改善的时机。
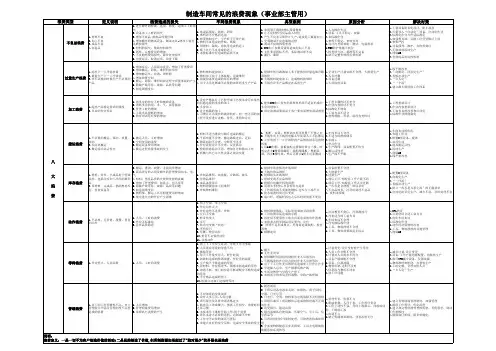
八大浪费改善案例
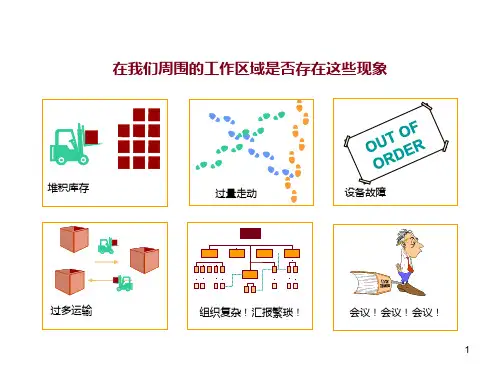
八大浪费是精益生产中经常提到的概念,包括不良、修理的浪费,过分加工的浪费,动作的浪费,搬运的浪费,库存的浪费,制造过多过早的浪费,等待的浪费和管理的浪费。
以下是一些针对这些浪费的改善案例:
1. 不良、修理的浪费:某公司通过实施严格的质量控制体系,提高首次合格率,减少了不良品和需要返工的产品的数量。
2. 过分加工的浪费:某制造企业通过重新评估生产流程,优化了切割和打磨等工艺步骤,减少了不必要的加工工作,提高了生产效率。
3. 动作的浪费:某装配线引入了更为合理的物料摆放和输送方式,减少了工人的动作量,提高了工作效率。
4. 搬运的浪费:某工厂优化了物料配送流程,减少了中间环节和运输距离,降低了搬运成本。
5. 库存的浪费:某公司引入了实时库存管理系统,实现了库存的精准控制,减少了库存积压和浪费。
6. 制造过多过早的浪费:某生产车间引入了准时制生产方式,严格按照客户需求进行生产和排程,避免了过度生产和过早生产的问题。
7. 等待的浪费:某生产线引入了多能工制度,通过交叉培训和任务分配,减少了人员等待时间,提高了生产效率。
8. 管理的浪费:某企业通过引入先进的生产管理软件,简化了管理流程,提高了管理效率。
这些案例都是通过深入分析和优化生产和管理流程,消除了八大浪费中的一些问题点,提高了效率并降低了成本。
在实际操作中,需要针对企业具体情况制定相应的改善方案。