改善案例八大浪费
- 格式:pptx
- 大小:2.03 MB
- 文档页数:49
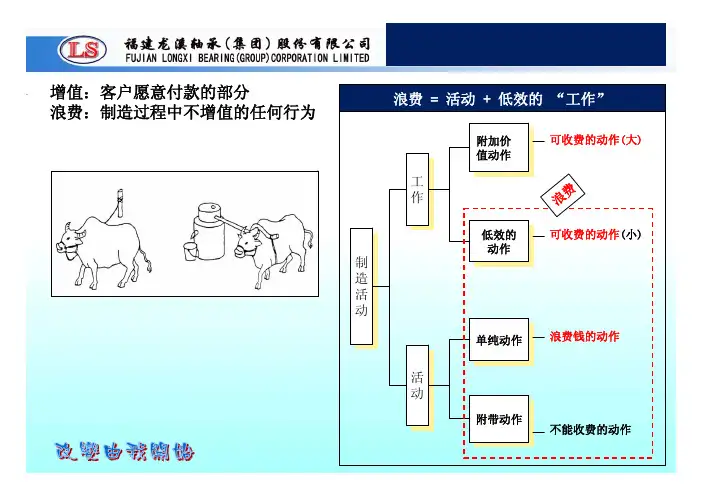
浪费= 活动+ 低效的“工作”增值:客户愿意付款的部分浪费:制造过程中不增值的任何行为制造活动制造活动活动活动工作工作附带动作附带动作单纯动作单纯动作低效的动作低效的动作附加价值动作附加价值动作可收费的动作(大)可收费的动作(小)浪费钱的动作不能收费的动作浪费从配件箱子里拿出配件来把配件拿到作业台来把配件固定在设备上把手柄下降下去加工把手柄安装上去把配件从设备上解开把配件分离于设备把完成品放在箱子里附加价值除了“加工”以外,所有的动作是浪费.•虽然在工厂中生产的产品各不相同,•但可以发现其典型的浪费类型却十分相似.①过量生产生产出比市场需要的数量多的产品便会导致浪费.卖不出去!②库存浪费在工厂中想以库存避免相关诸多问题而带来的浪费可以放心了.③等待的浪费等待材料,等待作业或多余时间带来的浪费.④动作的浪费单纯的移动手,脚,身体并不能创造附加价值.⑤搬运的浪费临时储存在仓库,移动推积,为了使用而搬运带来的浪费.⑥不良品生产浪费材料不良,加工不良,检查不良等带来的浪费.不良⑦加工本身的浪费现在的作业是真的需要的作业吗?为什么要那样做?应该对作业抱有反问.过量生产将产生更多问题,而问题的真正原因却被隐藏下去.人员增加不良增加支付利息仓库增加处理增加过量生产过量生产产生的原因:①只重视表面效率、局部优化陷阱②以为停线不好,避免暂停作业而过多生产③设备故障、不良、材料缺货,担心交货期限延迟、作业者缺勤.过量生产的表现:提前用完材料,配件放置材料、产品的栈板缺以及箱子的增加.叉车、手推车增加.…..等待生产等待浪费产生的原因:①工序不平衡-------------山积分析、生产线平衡②人员生产安排不当-------标准作业③物料不能及时供应-------内部物流、外部物流④计划不清晰-------------拉动系统⑤计划安排错误、混乱⑥部品、材料不良⑦设备稳定性差,故障-----TPM搬运浪费产生的原因:①布局不合理浪费发现问题改善方法搬运货的浪费1.存放处之间的距离-仓库与存放处与生产线有距离2.保留很多库存-存放处有太多库存.1.回转方式-把批量变小增加搬运次数.2.接近生产线-在生产线内做存放处.-在不用走路去拿的地方做存放处.3.直上线-入库= 供给给生产线.4.布局优化在生产线移动1.生产线之间的距离-机械,生产线之间的距离太多.2.大型机械-以大型机械设备生产产品.脚的动作▪空步▪返回半步▪跨进半步▪停步眼睛的动作▪寻找▪选择▪看不清楚物的动作▪上下、左右▪反转▪方向转换▪放在手中手的动作▪上下、左右▪保持▪单手拿▪换手拿▪反复▪不易取▪不易做▪放手时(不自然的姿势、上下运动X)身体的动作▪回头▪弯腰(或蹲下)▪跷起脚▪大的动作▪重物的搬运▪拉伸▪不安全的动作发现浪费的5大着眼点(发现问题的手法):发现浪费的五大着眼点动作经济的8原则(改善问题的手法)原则1:重心不变不做弯腰等动作;原则2:方向不变不转身进行操作;原则3:位置不移固定位置不移动作业;原则4:伸手可及不用步行取件;原则5:容易取放取放轻松,不用抬手等;原则6:借用重力使物体从高处自动下滑;原则7:双手并用有附加价值的双手作业;原则8:利用夹具不徒手作业,利用工具进行操作。

生产8大浪费及改善不良浪费的定义:生产过程中,因来料或制程不良,造成的各种损失,如:1)直接﹕物料报废、搬运、返工以及后工序的等待, ……2)间接﹕质量不稳定→客户抱怨→顾客忠诚↓﹑库存↑→采购(供应)计划紊乱……(一)浪费的表现:1)✧人(Man)﹕搬运﹐重工﹐维修﹐更换﹐等待2)✧机(Machine)﹕等待或空载3)✧料(Material)﹕报废﹐退换﹐库存4)✧法(Method)﹕拆卸﹐分析﹐判断5)✧环(Environment)﹕存放区﹐搬运﹐维修区(二)浪费的产生:1)来料不良(Incoming)﹕供货商流出不良品﹔物流破坏﹔进料检验﹑投入检查或后工序未发现﹔制程不防呆﹔2)制程不良(Process)﹕作业者损坏﹔设备﹑治工具不防呆﹔制程不防呆﹔3)使用者破坏(User)﹕未提醒﹔未按要求﹔人为破坏﹔不小心损坏﹔设计不防呆﹔(三)浪费的消除:1)来料不良(Incoming)﹕及时制止﹔供货商改善(制程﹑品管系统﹑包装物流)﹔进料质量控制﹔提醒投入者注意﹔制程防止不良流出﹔2)制程不良(Process)﹕及时指正﹔培训技能﹔设备﹑治工具﹑工艺流程防呆﹔3)使用者破坏(User)﹕及时提醒﹔醒目标示﹔培训﹔教导﹔过量生产浪费的定义:1)前工程之投入量﹐超过后工程单位时间内之需求量﹐而造成的浪费﹐如﹕2)直接﹕搬运﹐堆积﹐库存﹐超过终点需求而造成的拆卸﹑报废等……(一)浪费的表现:1)✧人(Man)﹕整理﹐包装﹐搬运﹐无功作业2)✧机(Machine)﹕人的动作增加而等待3)✧料(Material)﹕报废﹐库存﹐WIP﹐入库检查等4)✧法(Method)﹕作业不便﹐拆卸﹐库存管理5)✧环(Environment)﹕存放区﹐搬运(二)浪费的产生:1)过量计划(Schedule)﹕信息不准﹔计划错误﹔计划失当﹔信息传递不畅﹔制程反应速度慢﹔2)前工序过量投入(WIP):工时不平衡﹔Push方式﹔广告牌信息错误﹔不是一个流作业﹔工作纪律﹔(三)浪费的消除:1)过量计划(Schedule)﹕计算器信息集成控制﹔准确掌控不良(报废)率﹔制订宽放标准和计划校正机制﹔缩短交付周期(CT﹑批量)﹔2)前工序过量投入(WIP)﹕生产线平衡; Pull方式﹔制订单次传送量标准﹔一个流作业﹔作业要求﹔过程浪费的定义:作业的流程过多﹑过长﹑重复﹐或强度过剩﹑Over design等造成的浪费﹐如﹕直接﹕动作浪费﹔等待﹔材料浪费﹔设备生产力低﹑折旧成本高……(如例所示)间接﹕交付周期增长→资金周转慢→损失潜在顾客(一)过程浪费的举例1)两点间距离宽﹔2)机器行程大; 起子转速慢﹐程式运行时间长3)动作的过程(距离﹑阻力﹑复杂程度)4)材料强度过剩﹕如螺丝长度,用不必要的耗材(胶水、胶带等)﹔5)操作强度过剩﹕多余的习惯动作(如清洁等重复性动作)。




制造不良品的效率损失(上)产生不良的损失原因分析与改善策略(一)产生不良效率损失的原因制造不良品的浪费应该包括以下几种:基本浪费当产生不良品时,会造成原材料、人工、设备、能源、管理费用等成本浪费。
返修和报废的浪费不良产品需要返工修补时,会产生额外的修复、选别、检验等成本浪费,报废则意味着完全的损失。
救火成本若产生不良品,订单交期可能因此而延误,会产生比如紧急换线、调货、加班、海运变空运等等的救火成本。
防火成本防火成本是指为了预防救火成本的出现而投入的管理成本。
不良品未被发现而继续向后流出的损失如果一个不良品在产生的第一时间没有被发现,其结果很可能造成大批量的返工,大批量的返工会产生连锁反应。
比如,大批量的返工可能会影响企业的生产进度,导致生产计划的变更。
而生产计划的变更,会导致产品来不及交付,还可能会影响到别的订单的产品,致使整个生产进度都会受到波及干扰。
同时可能出现救火成本和预防这种情况出现的防火成本。
在管理上这叫做一人错误百人忙,它是一种成本扩大的连锁效应。
图6-1 成本倒增曲线【图解】通常一个错误往后传递,会产生所谓的“成本倒增曲线”。
这个曲线在日本有一个指数是1:35:600。
它指的是,在产生不良品的第一个时间点进行改正,可能纠正的成本只要1元人民币。
若这个错误往后传递到下一道工序、工段或部门后再被发现,企业需要弥补错误的成本可能是35元人民币。
而在更后面的流程中被发现,弥补错误的成本可能要高达600元人民币。
比如,技术部门的一张图纸上有一个技术参数写错。
在技术部门更改,可能3分钟就解决了,也许成本会低于1元人民币;若这张图纸的错误没有被发现,已经进入车间开始裁减材料时才被发现,可能成本是35元人民币;假如这时还没有发现错误,继续往后倒流,员工按照图纸进行加工,在做了500个或1000个以后,到质量检验的时候才发现错了,这个时候要返工,很可能要花600元人民币的代价才能弥补这个错误。
(二)产生不良效率损失的改善策略一个产品不良的错误会产生很多的波动,而且每一个波动都会带来变化。
精益生产管理八大挥霍与解决措施八大挥霍是丰田生产方式中非常重要旳一种观念。
丰田人觉得要消除挥霍,持续改善,公司才干保持良性运转,竞争力才会提高。
在丰田改善是探入人心旳,有个说法就是跟他们谈话5分钟没有听到他们讲3次改善就不算丰田人。
改善旳对象是挥霍,结识挥霍是改善旳第一步,公司现场林林总总,哪些是有价值旳,哪些是挥霍,不是一般人可以一目了然旳。
丰田人在长期作业和改善过程中对于挥霍旳内容进行了总结,共七种,被称为七种挥霍。
它们分别是制造过早(多)旳挥霍、库存旳挥霍、不良修正旳挥霍、加工过剩旳挥霍、搬运旳挥霍、动作旳挥霍、等待旳挥霍共七种。
后来人们又加了一种挥霍-管理旳挥霍,合称八种挥霍。
下面我们从实用性角度剖析这八种挥霍。
一、精益生产管理中制造过早(多)旳挥霍定义:所谓制造过早(多)就是前制程制造太早/过多,大于客户(或后制程)当期旳最小需要量。
制造过早(多)挥霍是八大挥霍中旳首恶,在精益生产中则被视为最大旳挥霍。
福特式思维告诉大家,在同样旳时间内,生产量越多,效率越高,成本越低,公司越赚钱,因此公司自然有大批量持续生产旳初始动力。
作为一种整体旳公司是如此,那么公司内各部门也是如此,特别是在某些制程较短,关联性较低旳公司中,普遍实行计件工资,那么从最基础旳员工开始就有多做、早做,甚至偷做旳动力,在这种状况下,告知公司里所有人早(多)做是罪恶固然得不到掌声回应。
那么我们就来看看制造过早(多)旳挥霍。
制造过早(多)挥霍旳后果重要有三大类。
1.直接财务问题。
体现为库存、在制品增长,资金回转率低,制造时间变长,占用资金及利息,会导致库存空间旳挥霍,在钞票流量表上很明显。
2.产生次生问题。
会产生搬运、堆积旳挥霍;先进先出旳工作产生困难;产品积压导致不良发生,物流阻塞制程时间变长,现场工作空间变小,有滞留在库旳风险,有不良品旳风险。
3.掩盖问题。
为什么“制造过早(多)挥霍是八大挥霍中旳首恶,在精益生产中则被视为最大旳挥霍”?由于它带给人们一种安心旳错觉,掩盖了多种问题,以及隐藏了由于等待所带来旳挥霍,没有改善旳动力,失去了持续改善旳时机。
八大浪费改善案例
八大浪费是精益生产中经常提到的概念,包括不良、修理的浪费,过分加工的浪费,动作的浪费,搬运的浪费,库存的浪费,制造过多过早的浪费,等待的浪费和管理的浪费。
以下是一些针对这些浪费的改善案例:
1. 不良、修理的浪费:某公司通过实施严格的质量控制体系,提高首次合格率,减少了不良品和需要返工的产品的数量。
2. 过分加工的浪费:某制造企业通过重新评估生产流程,优化了切割和打磨等工艺步骤,减少了不必要的加工工作,提高了生产效率。
3. 动作的浪费:某装配线引入了更为合理的物料摆放和输送方式,减少了工人的动作量,提高了工作效率。
4. 搬运的浪费:某工厂优化了物料配送流程,减少了中间环节和运输距离,降低了搬运成本。
5. 库存的浪费:某公司引入了实时库存管理系统,实现了库存的精准控制,减少了库存积压和浪费。
6. 制造过多过早的浪费:某生产车间引入了准时制生产方式,严格按照客户需求进行生产和排程,避免了过度生产和过早生产的问题。
7. 等待的浪费:某生产线引入了多能工制度,通过交叉培训和任务分配,减少了人员等待时间,提高了生产效率。
8. 管理的浪费:某企业通过引入先进的生产管理软件,简化了管理流程,提高了管理效率。
这些案例都是通过深入分析和优化生产和管理流程,消除了八大浪费中的一些问题点,提高了效率并降低了成本。
在实际操作中,需要针对企业具体情况制定相应的改善方案。