压力容器制造过程检验表
- 格式:doc
- 大小:145.50 KB
- 文档页数:7
压力容器产品制造监检记录日期:XXXX年XX月XX日压力容器名称:XXX制造批次:XXX监检员:XXX1.制造工艺监检记录a)压力容器的外观检查:-外表面无明显划痕、凹陷或表面不平整的情况。
-保护涂层均匀且无起泡、脱落或开裂的情况。
b)材料质量监检:-核对所使用的材料是否符合相关标准和规范。
-检查材料的标识、牌号、批次、尺寸等是否清晰可辨,并与采购订单一致。
c)焊接工艺详情:-检查焊接过程记录、焊接操作规程和焊工资质证明。
-检查焊缝外观质量,包括焊接缺陷(裂纹、气孔、夹渣等),焊结构是否紧密和焊接接头的强度。
d)强度试验:-检查是否按照规定的方法和标准进行强度试验,包括静态试验和冲击试验。
-记录试验结果,确保符合强度要求。
2.压力容器产品性能监检记录a)渗漏试验:-检查渗漏试验的方法和标准,并核对试验结果。
-检查容器是否发生渗漏,记录渗漏情况及发现原因。
b)耐压试验:-按照规定的压力和时间进行耐压试验。
-检查试验过程中的容器变形、渗漏、声音等异常情况。
-记录试验结果,确保耐压性能符合规定要求。
c)安全附件监检:-检查安全附件的选择、安装和调试情况,包括安全阀、压力表、液位计等。
-检查附件的标识、准确性和操作是否符合相关标准。
3.压力容器产品质量监检记录a)标识检查:-检查容器上的标识,包括生产厂家名称、型号、批次号、制造标准等是否清晰、准确。
-检查标识是否完整,无破损、剥落或其他影响识别的情况。
b)产品质量文件检查:-核对产品质量文件的准确性和完整性,包括制造记录、检验记录、试验报告等。
-检查文件保存的方式和期限是否符合相关要求。
4.其他监检记录a)环境卫生:-检查制造现场的环境卫生情况,保证无杂物、尘埃等对产品质量的影响。
b)设备维护:-检查生产设备的维护情况,确保设备正常运行。
-检查设备使用记录和维修记录。
c)人员资质:-核查生产工人和监检员的资质证书和培训记录,确保其具备相应的知识和技能。
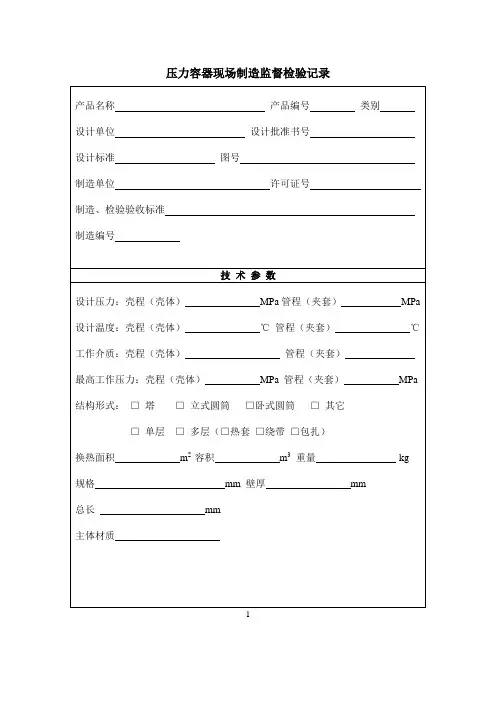
锅炉压力容器产品安全性能监督检验项目表(四)压力容器监检编号:制造单位:大连金州重型机器有限公司产品编号:产品名称:制造日期:年月日设计压力: MPa 设计温度:℃介质:类别:类主体材料及壁厚:筒体 mm 封头 mm注:该项目可按A类项目监检,亦可按B类项目监检,若按A类项目监检,则必须在产品焊接试板与筒节分割前,经监检确认,并在产品试板上打监检钢印;若按B类项目监检,则必须有产品焊接试板与筒节纵向接头连接部位的射线探伤底片。
8企业安全生产费用提取和使用管理办法(全文)关于印发《企业安全生产费用提取和使用管理办法》的通知财企〔2012〕16号各省、自治区、直辖市、计划单列市财政厅(局)、安全生产监督管理局,新疆生产建设兵团财务局、安全生产监督管理局,有关中央管理企业:为了建立企业安全生产投入长效机制,加强安全生产费用管理,保障企业安全生产资金投入,维护企业、职工以及社会公共利益,根据《中华人民共和国安全生产法》等有关法律法规和国务院有关决定,财政部、国家安全生产监督管理总局联合制定了《企业安全生产费用提取和使用管理办法》。
现印发给你们,请遵照执行。
附件:企业安全生产费用提取和使用管理办法财政部安全监管总局二○一二年二月十四日附件:企业安全生产费用提取和使用管理办法第一章总则第一条为了建立企业安全生产投入长效机制,加强安全生产费用管理,保障企业安全生产资金投入,维护企业、职工以及社会公共利益,依据《中华人民共和国安全生产法》等有关法律法规和《国务院关于加强安全生产工作的决定》(国发〔2004〕2号)和《国务院关于进一步加强企业安全生产工作的通知》(国发〔2010〕23号),制定本办法。
第二条在中华人民共和国境内直接从事煤炭生产、非煤矿山开采、建设工程施工、危险品生产与储存、交通运输、烟花爆竹生产、冶金、机械制造、武器装备研制生产与试验(含民用航空及核燃料)的企业以及其他经济组织(以下简称企业)适用本办法。

制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
{压力容器管理}压力容器制造记录表格式样压力容器制造记录表是用来记录压力容器的制造过程中的各项数据和检验结果的重要文件,以便对压力容器的质量和安全进行评估和管理。
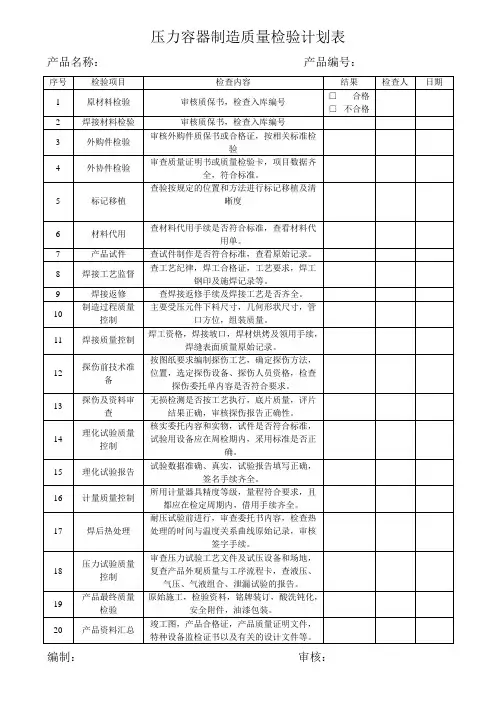
下面是一种常见的压力容器制造记录表格式样:============================================================ =========压力容器制造记录表编号:_________日期:_________压力容器名称:_________制造单位:_________检验单位:_________检验仪器:_________一、材料验收序号材料类型材料规格批号材料牌号验收标准验收结果...二、焊接工艺参数序号钢板规格焊接方法焊缝类型焊条焊丝焊接电流焊接电压焊接速度合格率...三、焊接工艺评定序号焊接方法焊缝类型焊材焊接电流焊接电压焊接速度评定结果...四、焊缝无损检测序号检测方法检测位置检测结果...五、压力试验序号试验压力试验持续时间试验温度试验结果...六、附件安装记录序号附件名称安装位置安装方法检验结果...七、外观检验序号检验项目检验标准检验结果...八、外观涂装序号涂装项目涂装方法涂膜厚度涂膜硬度涂膜附着力涂膜颜色涂装结果...九、质量鉴定序号检验项目检验标准检验结果...十、备注:=====================================================================以上是一种常见的压力容器制造记录表的格式样,可以根据实际情况和需求进行相应的调整和修改。
记录表中的各项参数和结果应当准确详实,并在制造和检验过程中进行记录和签字确认,以确保压力容器的质量和安全性。
压⼒容器产品制造监检记录压⼒容器制造监督检验记录表对应证书编号:(填写监检证书编号)制造单位:产品名称:产品编号:容器类别:制造⽇期:监检编号:⼀、设计⽂件审查设计总图图号:设计资格印章:设计压⼒(MPa):⼯作介质:设计温度(。
0C):主体材料及壁厚(mm):监检员:⽇期:⼆、⼯艺⽂件审查1.已有焊接⼯艺评定:2.新增焊接⼯艺评定(包括焊接⼯艺评定程序审查、焊接⼯艺评定试件检查(A 类)、焊接⼯艺评定报告审查):3.焊接⼯艺规程:4.主要⼯艺(包括热处理⼯艺):5.质量计划的审查:监检员:⽇期:三、材料监检6.主要受压元件材料的验收(C/B):7.主要受压元件材料标记移植(C/B):8.材料代⽤:监检员:⽇期:四、组对、装配与焊接9.组对质量:10.焊接过程:焊接记录与施焊记录:焊接过程的抽查:焊缝编号:焊⼯:)焊接材料:焊接⼯艺参数:11.焊缝返修:12.焊接试件(包括产品焊接试件的制备、产品焊接试件的检查(A类)、产品焊接试件的试样和试验结果的确认):五、⽆损检测13.⽆损检测记录和报告审查:14.射线底⽚审查:审查的射线底⽚的编号为:监检员:⽇期:六、热处理15.热处理记录和报告的审查:16.焊接返修后的热处理:17.热处理试件(包括热处理试件制备、热处理试件检查(A类)、产品焊接试件的试样和试验结果的确认):监检员:⽇期:七、外观与⼏何尺⼨18.管⼝位置图、焊缝布置图、外观与⼏何尺⼨检验报告审查:19.宏观检查(B类)(包括检查焊缝布置情况、抽查母材表⾯机械接触损伤情况和焊缝外观):监检员:⽇期:⼋、耐压试验与泄漏试验20.耐压试验(A类):耐压试验条件确认:耐压试验过程与结果确认:21.泄漏试验:泄漏试验报告确认:监检员:⽇期:九、出⼚(竣⼯)资料)、监检钢印与监检证书22.竣⼯图样、产品合格证、产品质量证明⽂件:23.设计修改、变更:24.安全泄放装置质量证明书及其校验报告:监检员:⽇期:⼗、监检钢印与监检证书25.产品铭牌的检查(B类):26.监检标志:27.监检证书:监检员:⽇期:⼗⼀、其他监检项⽬(当压⼒容器制造中存在上述监检项⽬以外的⼯序时,如第⼆⼗⼀条(五)、(六)、(七),第⼆⼗⼆条(三),第⼆⼗五条(四)、(五),第三⼗九条、第四⼗⼆条(三)等,填写本栏⽬)监检员:⽇期:⼗⼆、存在问题综述监督检验记录表填写说明)特种设备制造监督检验证书(压⼒容器)编号:制造单位制造许可级别制造许可证编号设备类别产品名称产品编号设备代码设计单位设计许可证编号产品图号设计⽇期年⽉⽇制造⽇期年⽉⽇按照《中华⼈民共和国特种设备安全法》的规定,该台压⼒容器产品经我机构监督检验,安全性能符合的要求,特发此证书,并且在该台压⼒容器产品铭牌上打有如下监检标志。
移动式压力容器制造单位年度监督检查表
【模板】
1. 检查单位信息
1.1 单位名称:
1.2 单位地址:
1.3 联系人:
1.4 联系
2. 检查时间
2.1 检查日期:
2.2 检查人员:
3. 监督检查内容
3.1 生产工艺
3.1.1 压力制造过程是否符合相关标准
3.1.2 压力制造工艺是否存在漏洞或安全隐患
3.1.3 压力制造设备是否正常运行
3.2 质量管理
3.2.1 是否有完善的质量管理制度和流程
3.2.2 压力制造是否符合质量管理要求
3.2.3 是否进行过质量管理培训
3.3 设备安全
3.3.1 压力的材料和组件是否符合安全要求
3.3.2 压力的安装和使用是否符合安全要求
3.3.3 压力的维护和保养是否得到妥善管理
3.4 人员素质
3.4.1 压力制造单位员工是否具备相应的专业知识和技能3.4.2 是否有进行过安全生产培训和教育
4. 检查结果
4.1 发现的问题及整改要求:
4.2 检查结论:
4.3 检查人员签名:
4.4 检查日期:
4.5 检查单位负责人签名:
以上为移动式压力容器制造单位年度监督检查表【模板】,请根据实际情况进行填写和调整。
图号名称工作令号数量项目合同号
压力容器制造过程关键点检验表
图号名称工作令号数量项目合同号
记录。
对飞溅物、熔渣等应全部清理。
图号名称工作令号数量项目合同号
图号名称工作令号数量项目合同号
总装管路法兰密封口不得有磕碰痕迹;
3.管路及弯头处不可有明显压扁伤痕;
4.标准件表面处理应符合图样要求;
5.紧固件表面符合要求,螺栓露出长
度应整齐划一
序号项目检查内容要求检查记录检验人员日期
要求清洁。
对不锈钢容器试压时,
水质水温水的氯离子含量控制在25mg/L以下
碳素钢、16MnR制的容器试验水温不得低于5℃,其它低合金钢容器水温不得低于15℃。
低温容器按图样规定
11耐压试验
(水压试验)
充液
充液时,将容器内空气排尽,装水
后将容器外壁水迹擦干
按试压工艺规定要求缓慢上升。
升压(升压到设计值,无异常现象,升
压到试验值)
试验时间
达到图样规定的试验压力后,保压
30分钟
压力降至试验压力的80%后,保压降压检验足够长时间,对焊接接头和所有的
11耐压试验
(气压试验)
部件检查
排液
试验结束后,将液体排尽,并用压
缩空气吹干
准备检查气压试验所使用设备工具完好
介质
干燥洁净的压缩空气、氮气或其它
气体
温度
碳素钢和低合金钢制压力容器试验
用气体温度不低于。
油气田用压力容器监督检查技术规范Q/SY 01007-2016
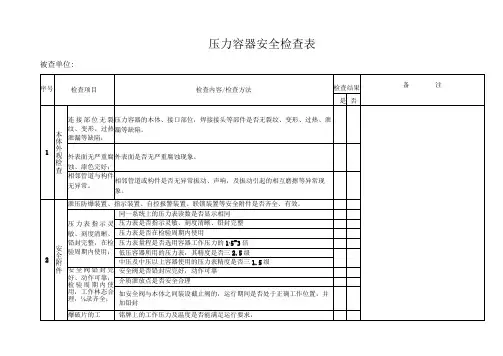
压力容器安装检查表
压力容器设计文件包括:包括强度计算书或者应力分析报告、设计图样、制造技术条件、风险评估报告(适用于第m 类压力容器)、必要时还包括安装与使用维修说明;压力容器安全泄放量、安全阀排量和爆
破片泄放面积计算书;无法计算时,设计单位应当会同设计委托单位或者使用单位,协商选
用超压泄放装置。
书》。
2.在项目名称后填写“有”或者“无”。
3.本表一式两份,交付单位和接收单位各一份。