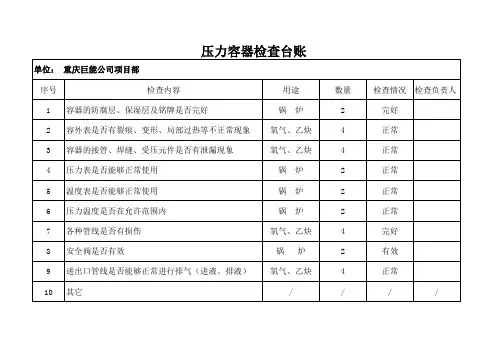
压力容器制造过程检验表(1)
- 格式:doc
- 大小:188.00 KB
- 文档页数:10
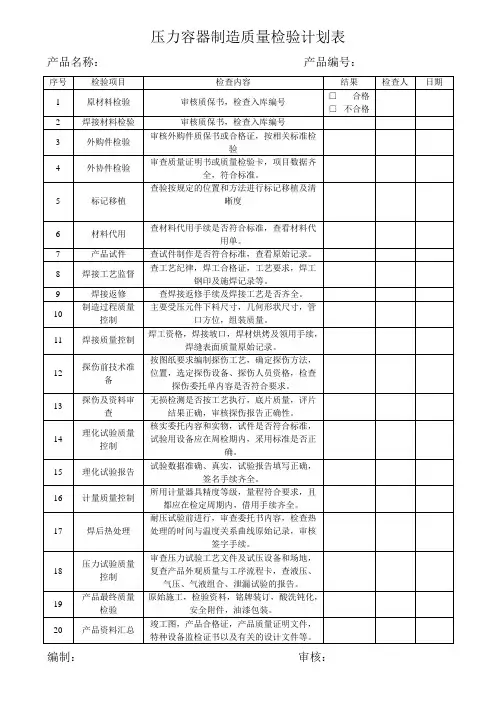
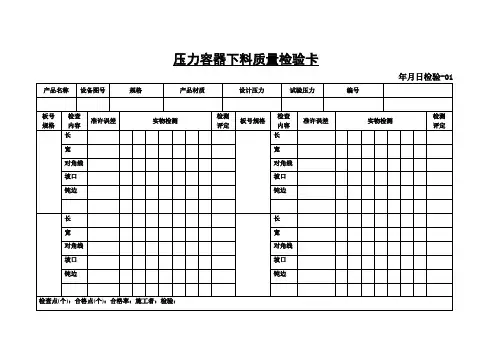
压力容器下料质量检验卡年月日检验-01压力容器开孔划线质量检验卡年月日检验-02压力容器封头质量检验卡年月日检验-03焊缝外瞧检查记录锻件检验报告检验-05检验-06简体纵(环)缝组对质量检验卡检验-08压力试验检验报告□水压□气压□气密性检验-09 产品编号:压力容器外瞧及几何尺寸检验报告产品编号:检验-10不良品回用单年月日检验-11废品报告单年月日检验-12压力容器用法兰质量检验卡检验-13 年月日检验:审核:试验托付单焊接-01托付单位:年月日托付编号:托付人:同意人:焊接-02 表B2焊接工艺评定报告表B1焊接工艺指导书焊接-03焊接-03表B1〔完〕〔单位名称〕焊接工艺规程规程编号产品编号名目用户位号图号名称编制审核焊接-04 表B1接头编号表注:如产品结构复杂,可另作一页不含表格的接头编号示意图。
焊接-05表B2焊接材料汇总表焊接-06表B3接头焊接工艺卡第页共页焊工操作记录卡班组:焊接-08日期:年月日产品施焊焊工分布表填表:确认:压力容器焊后热处理报告无损检验托付单年月日焊接-11焊缝返修焊接工艺卡编制:审批:质保工程师:监检员:日期:日期:日期:日期:热处理托付单无损检测报告检验工程:检验人:审核:检验日期:射线照相检验透照工艺卡超声波封头测厚报告探伤-02焊缝射线检测报告探伤-03焊缝射线检测底片评定表探伤-04焊缝超声检测报告探伤-05超声检测评定表探伤-06钢板、锻件超声检测报告探伤-07磁粉检测报告探伤-08渗透检测报告探伤-09锅炉压力容器无损探伤部位图探伤-10焊缝返修通知单探伤-11材料谋划单材料-01材料代用申请单材料-02交检单材料-03材料检验托付单材料-04产品要紧受压元件使用材料一览表材料-05焊材烘干预告单材料-06年月日焊材烘干预告单材料-06年月日进库单材料-09Ⅰ焊材保管环境条件记录表材料-08。
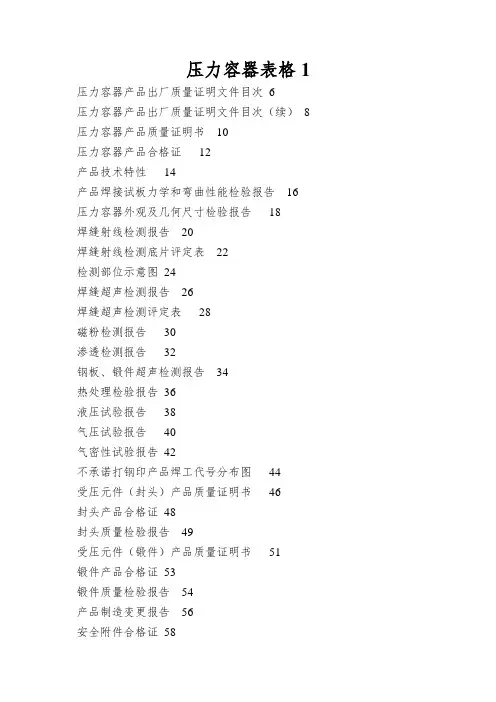
压力容器表格1压力容器产品出厂质量证明文件目次6压力容器产品出厂质量证明文件目次(续)8压力容器产品质量证明书10压力容器产品合格证12产品技术特性14产品焊接试板力学和弯曲性能检验报告16压力容器外观及几何尺寸检验报告18焊缝射线检测报告20焊缝射线检测底片评定表22检测部位示意图24焊缝超声检测报告26焊缝超声检测评定表28磁粉检测报告30渗透检测报告32钢板、锻件超声检测报告34热处理检验报告36液压试验报告38气压试验报告40气密性试验报告42不承诺打钢印产品焊工代号分布图44受压元件(封头)产品质量证明书46封头产品合格证48封头质量检验报告49受压元件(锻件)产品质量证明书51锻件产品合格证53锻件质量检验报告54产品制造变更报告56安全附件合格证58压力容器产品工艺文件60压力容器工艺文件目次表62压力容器图样、技术文件发放记录64压力容器图样设计、工艺性审查记录66压力容器工艺流程图68压力容器壳体排版图70_______工艺过程卡71_______工艺过程卡(续页)74热处理工艺卡76成型工艺卡78锻造工艺卡80压力容器材料工艺消耗定额明细表82压力容器外购件明细表84技术联系单86压力容器工艺装备验证卡88压力容器工艺流程图90焊接工艺规程92焊接工艺规程94压力容器工艺流程图错误!未定义书签。
焊接工艺规程98焊接工艺规格100设备档案102设备文件名目104设备卡片106随机附件记录108备件一览表110设备定期检查与鉴定记录112设备检修记录114记事栏116记事栏118压力容器质量信息反馈单120压力容器质量信息处理回执单122压力容器质量信息反馈治理台账124辽A7—1共页第页压力容器产品出厂质量证明文件产品名称:__________________产品编号:__________________电话_____________________________电挂_____________________________传真_____________________________电子信箱_____________________________网址_____________________________邮政编码_____________________________地址_____________________________制造单位_____________________________压力容器产品出厂质量证明文件目次DCMC.PV.辽A7—2.1共页第页共页第页压力容器产品出厂质量证明文件目次(续)辽A7—2.2共页第页共页第页辽A7—5共页第页压力容器产品质量证明书产品名称:__________________产品编号:__________________质量保证工程师(签章)________________________单位法定代表人(签章)________________________质量检验专用章(签章)________________________共页第页辽A7—3共页第页压力容器产品合格证制造单位______________________________________________ ________________制造许可证编号______________________________________________ ________________产品名称__________________________ 容器类不_____ ________________设计单位__________________________ 设计批准书编号_____ ________________图号__________________________ 产品编号_____ ________________订货单位__________________________ 合同号_____ ________________制造完成日期年月日本压力容器产品经质量检验,符合《压力容器安全技术监察规程》、设计图样和技术条件及合同的要求。
![压力容器制造工艺流程图[1]](https://uimg.taocdn.com/73836dcda1c7aa00b52acbfb.webp)

制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
压力容器类设备常见理化试验1.压力容器制造过程中涉及的理化试验●原材料(板、管、锻、焊材、标准件等)制造过程中的理化检验。
●设备制造厂对原材料验收过程中的理化检验(材料复验)。
●设备制造过程中的理化检验(评定(成型、焊接、胀接)试板,产品(焊接、热处理)试板)。
2.常见理化试验的内容●化学成分●力学性能:拉伸、冲击、剪切、落锤、硬度等●工艺性能:弯曲、压扁、扩口等●耐腐蚀性能:晶间腐蚀、应力腐蚀、点腐蚀等●显微检验:晶粒度、夹杂物、组织判定、宏观3.检验(理化试验)的基本要求●抽样(最容易忽视的地方):样本的确定,抽样比例,试料的截取。
●4.常见理化试验介绍4.1化学成分常用化学成分分析方法:光谱法火花放电原子发射光谱(直读光谱仪):原理:被测元素的原子被激发时,电子在原子内不同能级间跃迁会产生特定的谱线。
激发样品发光,并将该光束引入分光计,通过色散元件将光束色散后,对色散后的单色光强度进行测定。
根据标准样品制作的工作曲线(校准曲线),求出分析样品中待测元素的含量。
原理图:标准样品:一系列浓度的样品,绘制工作曲线用,工作曲线一般为设备内置。
标准化样品:校准系统偏差用,定期进行。
一般含工作曲线的上限和下线。
控制样品:看看准不准。
光谱标准的滞后性(分析范围)4.2拉伸试验原理:将轴向拉力施加于特殊样品,测定样品在被拉断过程中的一项或几项力学性能指标。
试验机的作用:提供一定的环境条件,提供一个力,并对力的大小进行测量。
对试样的变形进行测量拉伸试验的基本参数:力(F),位移(∆L)所有和拉伸相关的数据都是围绕上述两个参数进行的。
典型材料的拉伸曲线(力-位移,应力-应变)拉伸能获得大量的材料指标,常用的材料指标有:Rm、Re/Rp0.2、A。
试验力和位移的获得是拉伸试验的核心问题。
试验力:测量问题(两夹头之间的力就是作用在试样有用部分上的力),位移:测量问题(两夹头之间的位移是试样有用部分的位移吗?)试验速率对拉伸试验结果的影响以及标准对拉伸速率的要求。
记录编号:压力容器年度检验记录
使用单位:
容器名称:
单位内编号:
使用证号:
设备代码:
检验日期:
有限公司
压力容器年度检验记录目录
压力容器资料审查记录
压力容器宏观检查原始记录1
注:没有或未进行的检查项目在检查结果栏打“-”;无问题或合格的检查项目在检查结果栏打“√”;有问题或不合格的检查项目在检查结果栏打“×”,并在备注中说明;
压力容器宏观检查原始记录2
注:没有或未进行的检查项目在检查结果栏打“-”;无问题或合格的检查项目在检查结果栏打“√”;有问题或不合格的检查项目在检查结果栏打“×”,并在备注中说明;
壁厚测定记录
注:测厚记录表格不够时,可按测厚记录格式增加续页;
安全附件检验记录。
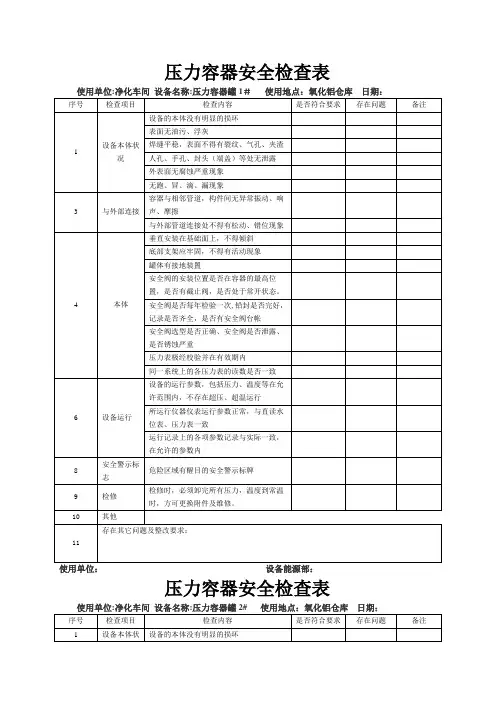
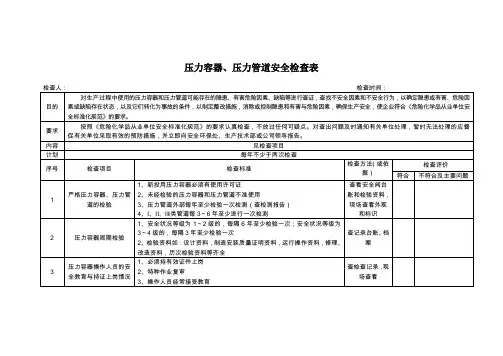
移动式压力容器制造单位年度监督检查表
【模板】
1. 检查单位信息
1.1 单位名称:
1.2 单位地址:
1.3 联系人:
1.4 联系
2. 检查时间
2.1 检查日期:
2.2 检查人员:
3. 监督检查内容
3.1 生产工艺
3.1.1 压力制造过程是否符合相关标准
3.1.2 压力制造工艺是否存在漏洞或安全隐患
3.1.3 压力制造设备是否正常运行
3.2 质量管理
3.2.1 是否有完善的质量管理制度和流程
3.2.2 压力制造是否符合质量管理要求
3.2.3 是否进行过质量管理培训
3.3 设备安全
3.3.1 压力的材料和组件是否符合安全要求
3.3.2 压力的安装和使用是否符合安全要求
3.3.3 压力的维护和保养是否得到妥善管理
3.4 人员素质
3.4.1 压力制造单位员工是否具备相应的专业知识和技能3.4.2 是否有进行过安全生产培训和教育
4. 检查结果
4.1 发现的问题及整改要求:
4.2 检查结论:
4.3 检查人员签名:
4.4 检查日期:
4.5 检查单位负责人签名:
以上为移动式压力容器制造单位年度监督检查表【模板】,请根据实际情况进行填写和调整。
记录编号:压力容器年度检验记录
使用单位:
容器名称:
单位内编号:
使用证号:
设备代码:
检验日期:
******有限公司
压力容器年度检验记录目录
压力容器资料审查记录
压力容器宏观检查原始记录(1)
注:没有或未进行的检查项目在检查结果栏打“-”;无问题或合格的检查项目在检查结果栏打“√”;有问题或不合格的检查项目在检查结果栏打“×”,并在备注中说明。
压力容器宏观检查原始记录(2)
注:没有或未进行的检查项目在检查结果栏打“-”;无问题或合格的检查项目在检查结果栏打“√”;有问题或不合格的检查项目在检查结果栏打“×”,并在备注中说明。
壁厚测定记录
注:测厚记录表格不够时,可按测厚记录格式增加续页。
安全附件检验记录。