车削三角螺纹
- 格式:ppt
- 大小:1.69 MB
- 文档页数:34


高速车削三角外螺纹(一)三角螺纹车削方法1、正反车车削法:习惯用左手握操纵杆控制主轴正反转,右手握中滑板手柄控制进给方向。
2、提开合螺母法:当丝杠螺距能整除工件螺距或被工件螺距整除时,才能采用提开合螺母法车削螺纹,否则,将出现乱牙,把螺纹车坏。
(二)刀具选择选用硬质合金螺纹车刀,牙形角60o。
(三)三角螺纹车削准备工作1、车外圆车螺纹时,由于车刀对工件的挤压力很大,容易使工件胀大,所以车削螺纹前工件的外径应比螺纹的大径尺寸小,根据长时间实际加工经验得知,一般把光轴尺寸比图纸要求尺寸车小0.1×螺距,此时车出的螺纹比较精确。
例如:图纸所示M24×2的螺纹,其工件外径尺寸可车小0.2mm。
2、调整车床主轴转速硬质合金车刀适合于高速车削,应选高速档;又因为螺纹导程为2mm,即工件每转一圈,车刀进给2mm,进给量较大,又不易选择很高的转速;因此在CA6136车床上,加工三角螺纹,初学者可选择290r/min。
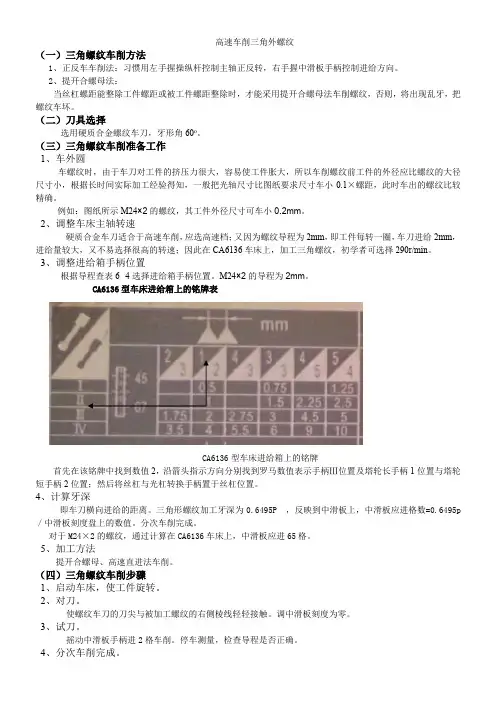
3、调整进给箱手柄位置根据导程查表6--4选择进给箱手柄位置。
M24×2的导程为2mm。
CA6136型车床进给箱上的铭牌表CA6136型车床进给箱上的铭牌首先在该铭牌中找到数值2,沿箭头指示方向分别找到罗马数值表示手柄Ⅲ位置及塔轮长手柄1位置与塔轮短手柄2位置;然后将丝杠与光杠转换手柄置于丝杠位置。
4、计算牙深即车刀横向进给的距离。
三角形螺纹加工牙深为0.6495P ,反映到中滑板上,中滑板应进格数=0.6495p /中滑板刻度盘上的数值。
分次车削完成。
对于M24×2的螺纹,通过计算在CA6136车床上,中滑板应进65格。
5、加工方法提开合螺母、高速直进法车削。
(四)三角螺纹车削步骤1、启动车床,使工件旋转。
2、对刀。
使螺纹车刀的刀尖与被加工螺纹的右侧棱线轻轻接触。
调中滑板刻度为零。
3、试刀。
摇动中滑板手柄进2格车削。
停车测量,检查导程是否正确。
4、分次车削完成。
C OCCUPATION2012 06116案例ASES如何用数控车床车削三角形螺纹文/王燕玲随着科学技术的发展,数控技术在生产中应用越来越广。
在数控车床上加工三角螺纹是非常容易的,但要保证螺纹的加工精度和尺寸要求,就必须掌握加工三角螺纹的参数和加工方法。
用数控车床车削螺纹相对于用普通车床车削螺纹来说是比较省心的。
但笔者认为要车好高质量的螺纹还是要研究好螺纹的参数、刀具、编程和检测。
本文以宝鸡机床SK50FANUCO数控系统加工M30×2的外三角螺纹为例,退刀槽宽度为5mm,分析螺纹加工过程中应注意的问题和解决的方法。
一、车削螺纹工件的螺纹参数和工艺要求第一,确定螺纹大径、中径:加工外螺纹的外螺纹大径(公称直径d ),d =30㎜;车螺纹前直径的确定:一般应车得比基本尺寸小0.2~0.4mm(约0.13P );螺纹中径:d 2=d -0.6495p =30-0.6495×2=28.701㎜,在中径处螺纹牙厚和槽宽相等。
第二,螺柱右端面要倒角至小于螺纹小径,左边加工退刀槽。
第三,确定螺纹切削加工的切削用量:背吃刀量的确定。
因为螺纹加工处于多刃切削工作条件下,切削力较大且属于非自由切削,车刀的强度往往不能保证螺纹一次加工完成。
就需要进行多次切削来完成螺纹的加工。
粗精车的总切深为a p =1.3P 。
进给量的确定。
为保证螺距的准确,就应保证在加工过程中,主轴每旋转一周,车刀就进给一个螺纹导程,从而使加工单线螺纹的进给量等于单线螺纹的螺距,即f =p =2㎜。
主轴转速的确定。
为保证螺纹加工的顺利进行,选取主轴转速为400r/min。
二、车刀的选择、刃磨和安装螺纹车刀的选择主要考虑刀具、形状和几何角度等三个方面。
高速钢螺纹车刀,适用于加工大螺距的螺纹和精密螺纹等工件;硬质合金螺纹车刀适用于加工脆性材料(铸铁)和高速切削塑性工件。
螺纹车刀的几何角度有三个:一是刀尖角ε应等于牙形角,车削普通三角形螺纹是60°;二是前角γ一般为0°~15°;三是后角α一般为5°~10°,进刀方向一面应稍大一些。
三角螺纹的车削加工过程嘿,朋友们!今天咱就来讲讲三角螺纹的车削加工过程,这可是个很有意思的事儿呢!你看啊,三角螺纹就像是机器里的小螺丝,看着不起眼,可作用大着呢!要车削加工它,那可得一步步来,就像走楼梯,一步都不能错。
先得准备好材料和工具,这就好比战士上战场得带好武器一样。
车刀得磨得锋利,机床得调整到最佳状态。
然后,把工件稳稳地装夹在车床上,可不能松松垮垮的,不然加工出来的螺纹那可就歪七扭八啦!这就像盖房子,根基不牢可不行。
接下来,就是正式车削啦!刀具沿着工件慢慢移动,就像画家在画布上一笔一笔地描绘。
这时候可得集中精力,不能有丝毫马虎。
想象一下,要是不小心手抖了一下,那螺纹不就不完美啦!车削的时候,要注意进给量和转速的配合。
这就像跳舞,得节奏合拍才行。
进给量大了,螺纹可能会太粗糙;转速太快,又可能会出问题。
所以啊,得找到那个最佳的平衡点。
车削过程中还会产生一些铁屑,就像雪花一样纷纷扬扬。
可别小看这些铁屑,要是不及时清理,它们可能会捣乱哦!随着刀具的不断切削,那三角螺纹慢慢就成型啦!就像小娃娃一点点长大。
看着那漂亮的螺纹,心里是不是特别有成就感呢?你说这三角螺纹的车削加工是不是很神奇?就靠着这些工具和技术,能把一块普通的材料变成有着精致螺纹的工件。
这可不是随随便便就能做到的,得靠经验、靠技巧、靠耐心。
其实啊,生活中很多事情不也是这样吗?要一步一个脚印,认真对待每一个细节,才能把事情做好。
就像车削三角螺纹,只有每个环节都做到位了,才能得到完美的结果。
所以啊,朋友们,不管是做什么,都要像对待三角螺纹车削加工一样,用心、专注、努力。
相信只要我们这样去做,就没有什么事情是做不好的!这就是我对三角螺纹车削加工的看法,你们觉得呢?。
车削螺纹主轴转速n切削螺纹时,车床的主轴转速受加工工件的螺距(或导程)大小、驱动电动机升降特性及螺纹插补运算速度等多种因素影响,因此对于不同的数控系统,选择车削螺纹主轴转速n存在一定的差异。
下列为一般数控车床车螺纹时主轴转速计算公式:
n≤–k
式中:p—工件螺纹的螺距或导程,单位mm。
k—保险系数,一般为80。
3)进给速度
进给速度是指单位时间内,刀具沿进给方向移动的距离,单位为mm/min,也可表示为主轴旋转一周刀具的进给量,单位为mm/r。
⑴确定进给速度的原则
①当工件的加工质量能得到保证时,为提高生产率可选择较高的进给速度。
②切断、车削深孔或精车时,选择较低的进给速度。
③刀具空行程尽量选用高的进给速度。
④进给速度应与主轴转速和切削深度相适应。
⑵进给速度V f的计算
V f = n f
式中:n—车床主轴的转速,单位r/min。
f—刀具的进给量,单位mm/r。
表2为硬质合金车刀车粗车外圆和端面进给量参考表,表3为按表面粗糙度选择进给量参考表。
普通内三角螺纹车削过程经验探讨内三角螺纹车削是一种常用的车削加工方法,用于加工内螺纹。
在实际操作中,经验是很重要的,下面将对普通内三角螺纹车削过程中的一些经验进行探讨。
选用合适的切削参数。
切削速度的选择应根据工件材料和刀具材质来确定,速度过快容易造成切削工具磨损过快,速度过慢则容易引起切屑不连续。
进给量的选择应根据加工精度要求和刀具的切削力来确定,进给速度过快则易引起刀具折刃,进给速度过慢则会影响加工效率。
注意切削液的选择与使用。
切削液在内三角螺纹车削过程中起到冷却、润滑和清洁的作用。
选用适当的切削液可以降低切削温度,减少刀具磨损,提高加工质量。
在使用过程中,要注意切削液的浓度和替换周期,保持切削液的清洁度,以确保切削液的性能。
注意切削刃角的选择。
切削刃角的大小直接影响到螺纹的质量和表面粗糙度。
一般情况下,切削刃角越小,切削力越小,但是过小的切削刃角会导致切削刃容易损坏。
在选择切削刃角时需要根据具体的加工要求和刀具的切削力来综合考虑。
还需注意切削过程中的刀具状态和切削力。
刀具磨损过大会影响螺纹的质量和加工效率,因此需要及时更换磨损的刀具。
切削力的大小对切削过程的稳定性和刀具寿命也有影响,过大的切削力会使刀具受力过大,容易导致刀具折刃,影响加工效果。
注意工件的夹持和对中。
夹具的稳定性和精度直接影响到螺纹的精度和表面质量。
在夹持工件时应保证夹具的刚性和精度,并注意对中的准确性。
这样可以有效避免因夹具松动和工件偏心而导致的加工误差。
普通内三角螺纹车削过程中应选择合适的切削参数、使用适当的切削液、选择合理的切削刃角、关注刀具状态和切削力,并注意工件的夹持和对中。
这些经验对于提高内三角螺纹车削的加工质量和效率具有重要意义。
普通内三角螺纹车削过程经验探讨普通内三角螺纹车削是机械加工中常见的一种加工方式,它可以用于加工各种工件的内螺纹,具有加工效率高、精度高等优点。
在进行普通内三角螺纹车削过程中,我们需要掌握一定的经验和技巧,才能保证加工质量和效率。
本文将从刀具选择、加工参数控制、工艺调整等方面探讨普通内三角螺纹车削的经验,希望能够对相关行业人士有所帮助。
一、刀具选择在进行普通内三角螺纹车削时,刀具的选择是非常重要的。
合适的刀具可以保证加工质量,提高加工效率。
一般来说,我们可以选择硬质合金刀具或者快速钢刀具进行内三角螺纹车削。
硬质合金刀具具有硬度高、耐磨性好的特点,可以在加工过程中保持较长时间的切削性能。
而快速钢刀具价格较低,适合一些中小批量的加工需求。
在选择刀具时,我们还需要考虑刀具的刃数和刀具的刃角。
一般来说,刃数越多的刀具加工效率越高,但是也会降低刀具的刚性。
刃角的选择会直接影响到螺纹的质量,过大的刃角会导致切屑的排出困难,加工质量下降。
我们在选择刀具时需要根据具体的加工要求进行合理的选择。
二、加工参数控制在进行普通内三角螺纹车削时,加工参数的控制非常重要。
合适的加工参数可以保证加工质量,提高加工效率。
一般来说,我们需要控制好进给速度、主轴转速和切削深度等参数。
首先是进给速度,进给速度直接影响到切削速度和切削力。
过大的进给速度会导致切削力过大,加工表面粗糙度增加。
我们需要根据具体的工件材料和螺纹规格合理选择进给速度。
三、工艺调整在进行普通内三角螺纹车削时,我们还需要根据具体的加工情况进行合理的工艺调整。
一般来说,我们需要根据工件材料、螺纹规格和加工环境等因素进行工艺调整。
首先是工件材料,不同的工件材料对刀具的磨损和切削温度等有不同的要求。
对于硬度较高的工件材料,我们需要选择耐磨性好的刀具,并且降低主轴转速和进给速度,减少切削温度。
其次是螺纹规格,不同的螺纹规格对切削质量和加工精度有不同的要求。
对于精度要求高的螺纹规格,我们需要选择合适的刀具和优化加工参数,保证加工质量。