焊工培训:手工电弧焊--电路接电
- 格式:pptx
- 大小:2.04 MB
- 文档页数:80
目录前言 (1)第一章焊接安全常识 (2)一、焊接的危险因素 (2)二、焊工“六防” (3)三、焊工个人防护物品 (6)第二章焊条电弧焊 (6)第一节焊接基础知识 (6)焊接的概念及分类 (6)第二节焊条电弧焊的原理和特点 (7)一、焊条电弧焊的原理 (7)二、焊条电弧焊的焊接过程 (7)三、焊条电弧焊的基本操作 (7)四、焊条电弧焊的特点 (8)第三节焊接接头类型及焊缝型式 (9)一、焊接接头类型 (9)二、焊接坡口的形式 (10)三、焊接位置 (10)四、焊接缺陷 (11)五、运条方法 (12)第三章气焊与气割 (12)第一节气焊 (12)一、气焊的基本原理 (12)二、气焊的设备 (12)三、气体火焰 (14)四、气焊基本操作 (15)第二节气割 (16)一、气割的原理 (16)二、气割条件 (16)三、气割工艺 (16)第四章氩弧焊 (17)第一节非熔化极氩弧焊(TIG焊) (17)一、非熔化极氩弧焊原理及特点 (17)二、TIG焊分类 (17)三、钨极和保护气体 (18)四、TIG焊的工艺特点 (18)第二节熔化极氩弧焊(MIG焊) (19)二、焊接设备 (19)三、熔化极氩弧(MIG)焊的焊接工艺参数 (19)附:焊缝基本符号 (20)前言焊接现状分析焊接是加工制造业的组成部分,应用广泛,发展也非常迅速,在加工制造业中占有非常重要的位置。
焊接质量的好坏直接影响着产品质量和生产进度。
随着质保体系的健全以及对合格焊工的严格要求,合格焊工人员不足将可能成为制约公司发展的因素之一。
焊工基本素质要求(1)忠实于企业。
(2)具有不怕苦、不怕脏、不怕累的精神。
(3)对焊接有一定的悟性。
培训目标通过本次培训,使焊工掌握焊接的基本理论知识和应用知识,做到文明施工、按图纸、工艺、技术要求生产。
学员应达到以下要求:(1)能正确的选择使用常用焊条、焊丝、焊剂及保护气体。
(2)能进行低碳钢的平位置的焊接,包括平板对接及角接。
![2024版电焊工培训课件[1]](https://uimg.taocdn.com/fb843bb0aff8941ea76e58fafab069dc5022479a.webp)
1.概述2.手工电弧焊3.钨极气体保护焊4.熔化极气体保护焊4.1熔化极惰性气体保护焊4.2熔化极活性气体保护焊5.电阻点焊6.焊接接头设计6.1焊接接头的基本类型6.2坡口形式6.3焊缝符号的表示(ISO7 焊接检验方法分类8、焊接结构设计金属焊接是指通过适当的手段,使两个分离的金属物体(同种金属或异种金属)产生原子(分子)间结合而连接成一体的连接方法.在各种产品制造工业中,焊接是一种十分重要的工艺.具工业发达国家统计,每年仅需要焊接加工后使用的钢材就占钢总产量的45%左右。
2.手工电弧焊手工电弧焊(SMAW—shielded metal arc welding)是用手工操纵焊条进行焊接的一种电弧焊。
手工电弧焊使用的设备简单,方法简便灵活,但对焊工操作技术要求高,焊接质量在一定程度上决定于焊工操作技术。
手工电弧焊焊接的工件厚度一般在1.5mm以上,1mm以下的薄板不适合手工电弧焊.手工电弧焊按电源种类分为:交流手工电弧焊和直流手工电弧焊。
采用直流焊接,电弧稳定、柔顺,飞溅少。
而交流焊接电弧稳定性差。
手工焊焊条按其熔渣性质分为酸性焊条和碱性焊条.碱性焊条与同级别的酸性焊条相比,其熔敷金属延性和韧性高,扩散氢含量低,抗裂性能强,因此对于重要的钢结构件的焊接,一般都选用碱性焊条.但碱性焊条工艺性能较差,必须采用直流电源焊接。
手工电弧焊的最大优点就是灵活性好,焊条可以小批量生产,通过调整药皮和焊芯的成分,可以适应特种材料的焊接.3。
钨极气体保护焊一、原理及优缺点钨极气体保护焊英文简称TIG(Tungsten Inert Gas Welding)焊.它是在惰性气体保护下,利用钨电极与工件间产生的电弧热熔化母材和填充焊丝(如果使用)的一种焊接方法.钨极氩弧焊按操作方式分为手工焊,半自动焊和自动焊三类。
按照电源分类,又分为交流氩弧焊、直流氩弧焊和脉冲氩弧焊。
交流氩弧焊主要用于焊接铝、镁极其合金。
其特点是工件为负电极时,有阴极清理作用,特别适合焊铝;在钨极为负时,钨极发热量低,不易熔化,同样大小的钨极可比直流反接的许用电流大许多。
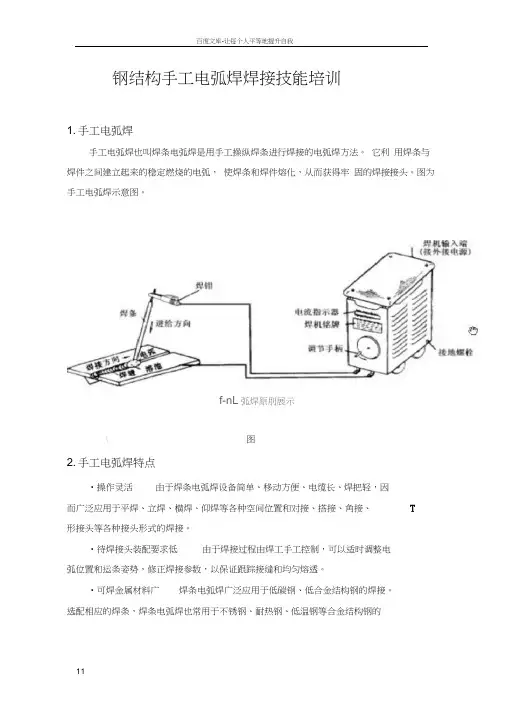
钢结构手工电弧焊焊接技能培训1. 手工电弧焊手工电弧焊也叫焊条电弧焊是用手工操纵焊条进行焊接的电弧焊方法。
它利用焊条与焊件之间建立起来的稳定燃烧的电弧,使焊条和焊件熔化,从而获得牢固的焊接接头。
图为手工电弧焊示意图。
f-nL弧焊原刖展示\ 图2. 手工电弧焊特点•操作灵活由于焊条电弧焊设备简单、移动方便、电缆长、焊把轻,因而广泛应用于平焊、立焊、横焊、仰焊等各种空间位置和对接、搭接、角接、T形接头等各种接头形式的焊接。
•待焊接头装配要求低由于焊接过程由焊工手工控制,可以适时调整电弧位置和运条姿势,修正焊接参数,以保证跟踪接缝和均匀熔透。
•可焊金属材料广焊条电弧焊广泛应用于低碳钢、低合金结构钢的焊接。
选配相应的焊条,焊条电弧焊也常用于不锈钢、耐热钢、低温钢等合金结构钢的焊接。
•焊接生产率低焊条电弧焊与其它电弧焊相比,由于其使用的焊接电流小,每焊完一根焊条后必须更换焊条,以及因清渣而停止焊接等,•焊接质量受人为因素的影响大焊缝质量在很大程度上依赖于焊工的操作技能及现场发挥,甚至焊工的精神状态也会影响焊缝质量。
3. 手工电弧焊电焊机手工电弧焊的主要设备有弧焊机,按其供给的焊接种类的不同可分为交流弧焊机和直流弧焊机两类。
1•交流弧焊机交流弧焊机供给焊接时的电流是交流电,是一种特殊的降压,它具有结构简单、价格便宜、使用可靠、工作噪声小、维护方便等优点,所以焊接时常用交流弧焊机,它的主要缺点是焊接时电弧不够稳定。
2.直流弧焊机直流弧焊机供给焊接时的电流为直流电。
它具有电弧稳定、引弧容易、焊接质量较好的优点,但是直流弧焊发电机结构复杂、噪声大、成本高、维修困难。
在焊接质量要求高或焊接2mm以下薄钢件、有色金属、铸铁和特殊钢件时,宜用直流弧焊机。
4. 手工电弧焊常用的工具有:•电焊钳又称焊把,是用以夹持焊条、传导电流的工具。
有300A、500A两种规格。
•面罩和护目镜是防止焊接飞溅、弧光及高温对焊工面部及颈部灼伤的一种工具。