焊工工艺学(第四版)第四章
- 格式:ppt
- 大小:7.52 MB
- 文档页数:80
第三章:焊接电弧电弧具有两个特性,即它能放出强烈的光和大量的热。
电弧发出的光和热被普遍地应用于工业上,如电弧是所有电弧焊接方式的能源。
到目前为止,电弧焊在焊接方式中其因此仍占据着主腹地位,一个重要的缘故确实是因为电弧能有效而简便地把电能转换成熔化焊接进程所需要的热能和机械能。
为了熟悉和把握电弧焊方式,第一必需弄清电弧的实质,把握电弧的基础知识。
本章确实是从理论上对电弧的性质及作用进行分析,通过学习,使咱们能把焊接电弧的知识应用到电弧焊焊接工作中去,从而达到提高焊接质量的目的。
第一节:焊接电弧的引燃进程一、焊接电弧的概念焊接时,将焊条与焊件接触后专门快拉开,在焊条端部和焊件之间当即会产生敞亮的电弧,电弧是一种气体放电现象。
咱们在日常生活中常常能够看到气体放电现象,例如,每当咱们切断电源的时候,在闸刀方才离开接触处的刹时,往往会产生敞亮的火花,这确实是气体放电的现象。
但它与焊接电弧相较较,焊接电弧不但能量大,而且持续持久。
因此咱们能够说:“由焊接电源供给的,具有必然电压的两电极间或电极与焊件间,在气体介质中产生的强烈而持久的放电现象,称为焊接电弧。
一样情形下,由于气体的分子和原子都是呈中性的,气体中几乎没有带电质点,因此气体不能导电,电流也通只是,电弧就不能自发地产生。
要使气体呈现导电性必需使气体电离,气体电离后,原先气体中的一些中性分子或原子转变成电子、正离子等带电质点,如此电流才能通过气体间隙而形成电弧。
1.气体电离气体和自然界的一切物质一样,电子是按必然的轨道围绕原子核运动,在常态下原子是呈中性的。
但在必然的条件下,气体原子中的电子从外面取得足够的能量,就能够离开原子核的引力而成为自由电子,同时原子由于失去电子而成为正离子。
这种使中性的气体分子或原子释放电子形成正离子的进程称为气体电离。
使气体电离所需要的能量称为电离电位(或电离功)。
不同的气体或元素,由于原子构造不同,其电离电位也不同。
在焊接时,使气体介质电离的种类要紧有热电离、电场作用下的电离、光电离。
第一章焊接技术概念一、填空题难1.金属连接的方式主要有[螺栓连接]、[键连接]、[ 铆接]、[键连接]等形式,其中,属于可拆卸的连接是[焊接]、[螺栓连接]等,属于永久性连接的是[铆接]、[焊接]等。
中2.按照焊接过程中金属所处的状态不同,可以把焊接分为[熔焊]、[压焊]和[钎焊]三类。
难3.常用的熔焊方法有[气焊]、[电弧焊]、[电渣焊]和[气体保护焊]等。
易4.常用的钎焊方法有[烙铁钎焊]、[火焰钎焊]等。
中5.焊接是通过[加热]或[加压],或两者并用,用或不用[填充材料],使焊件达到结合的一种加工工艺方法。
难6、压焊是指在焊接过程中,必须对焊件施加[压力],以完成焊接的方法。
这类焊接有两利种形式:一是对被焊金属既加热又加压,如[锻焊]、[电阻焊]等;二是不加热只加压,如[冷压焊]、[爆炸焊]等。
中7.熔焊是指在焊接过程中,将焊件接头加热至[熔化状态],不[加压]完成焊接的方法。
难8.钎焊是采用比[母材]熔点低的金属材料作[钎料],将[焊件]和[钎料]加热到高于[钎料]熔点、低于[母材]熔点的温度,利用[液态钎料]润湿母材,填充接头间隙,并与母材相互扩散实现连接焊件的方法。
中9.铆接是利用[铆钉]将两个分离的零件连接在一起的连接工艺,现基本上已被[焊接]取代。
难10.当通过人体的电流超过[0.05]A时,生命就有危险;超过[0.1]A时,足以使人致命。
中11.弧光辐射主要包括[可见光]、[红外线]、[紫外线]三种辐射。
难12.焊接过程中对人体有害的因素主要是指[有害气体]、[烟尘] 、[电弧光辐射] 、[高频磁场]、[噪声]、[触电]、[火灾爆炸]和[射线]。
中13.排出焊接车间中的烟尘和有毒气体的有效措施是[通风]。
难14.焊接区的通风方式主要有[全面机械通风]、[局部机械通风]和[充分利用自然风]。
难15.如果在焊接过程中不注意安全生产和劳动保护,就可能引起[爆炸]、[火灾]、[灼烫] 、[触电] 、[中毒]等事故,甚至可能使焊工患上[尘肺]、[电光性眼炎] 、[慢性中毒]等职业病。
《焊接职业素养》课程材料《第四章第三节焊接材料定额》哈尔滨职业技术学院第四章焊工识图第三节焊接材料定额焊工在学会能够读懂焊接结构图,才能按照图纸的要求进行产品的制造和加工。
因此在实际焊接生产组织中,一定要学会按照焊接零件装配图图纸的尺寸的和技术要求等,懂得如何进行焊接耗材以及工时定额的计算,即所谓焊接定额计算。
然后报送焊接车间主任完成焊接结构件需要的多少焊材和制造生产周期。
这是焊工必备的职业素质。
在焊接生产中,焊接定额计算是确定焊接成本的重要内容之一。
焊接定额包括焊接材料定额和焊接操作(时间)定额。
为了确保形成焊缝所消耗的金属质量(P ),必须用计算出来的焊缝的横截面积(F)乘上焊缝长度(L)和密度(一般焊条可认为是一常数,即7.8 g/cm ),即P= F×L×7.8 (3-1)焊缝的横截面积可按表3-1所示的求出,在表中列出了最简单的焊缝形式。
表3-1 焊缝的横截面积①焊条定额焊条的使用量应根据焊缝所消耗的金属质量来计算。
其计算方法是(3-2)式中,焊条金属的质量系数,一般厚皮焊条KHT= 0.65。
②焊丝定额焊丝用于气焊、埋弧自动焊、CO2焊、电渣焊和氩弧焊。
在这五种焊接方法中,粗丝CO2焊由于飞溅严重,其飞溅率可达10%以上,CO2焊的焊丝定额为PCO2 = PHF(1+10%) (3-3)其他焊接方法的飞溅很小,电渣焊、埋弧自动焊和钨极氩弧焊几乎无飞溅,细丝CO2焊和熔化极氩弧焊的飞溅也很小,但考虑焊丝两端的损失和焊接过程中的意外情况(焊丝卡住、送丝系统故障处理等损失,及焊丝的尺码不足等,也应给1%~3%的损失量。
这样焊丝的定额为PCO2 = PHF [1+(1%~3%)] (3-4)③气体保护焊的气体定额气体保护焊的气体定额计算为V = (1.1~1.2)TR (3-5)式中V——气体的总消耗量,L;T——焊接总时间,min;R——气体的流量,L∕min,该值与焊接方法有关。
绪论一、焊接的实质焊接是通过加热或加压(或两者并用),并且用或不用填充材料,使焊件形成原子间结合的一种连接方法。
被结合的两个工件可以是同类或异类的金属,也可以是非金属。
在生产实践中,用得最多的是各类金属。
金属所以能保持固定的形状是因为其内部原子间距(晶格常数)非常小,原子之间形成了牢固的结合力。
要把两个分离的工件连接在一起,从物理本质上来看,就是要使两个金属连接表面上的原子拉近到金属键结合的距离,即0.3~0.5nm或3~5Å(1Å=10-10m,1nm=10-9m)。
然而,在一般情况下材料表面总是不平整的,且材料表面总难免存在着氧化膜和其它污物,阻碍着两分离工件表面的原子接近。
因此,焊接过程的实质是要通过适当的物理化学过程克服困难,使两个分离工件表面的原子接近到金属晶格距离而形成结合力。
这些物理化学过程必须外加能量来实现,其能量便是加热和加压。
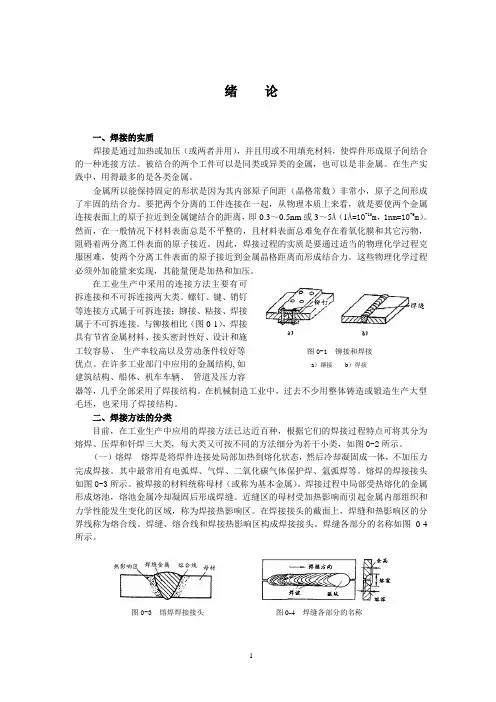
在工业生产中采用的连接方法主要有可拆连接和不可拆连接两大类。
螺钉、键、销钉等连接方式属于可拆连接;铆接、粘接、焊接属于不可拆连接。
与铆接相比(图0-1),焊接具有节省金属材料、接头密封性好、设计和施工较容易、生产率较高以及劳动条件较好等图0-1 铆接和焊接优点。
在许多工业部门中应用的金属结构,如a)铆接b)焊接建筑结构、船体、机车车辆、管道及压力容器等,几乎全部采用了焊接结构。
在机械制造工业中,过去不少用整体铸造或锻造生产大型毛坯,也采用了焊接结构。
二、焊接方法的分类目前,在工业生产中应用的焊接方法已达近百种,根据它们的焊接过程特点可将其分为熔焊、压焊和钎焊三大类,每大类又可按不同的方法细分为若干小类,如图0-2所示。
(一)熔焊熔焊是将焊件连接处局部加热到熔化状态,然后冷却凝固成一体,不加压力完成焊接。
其中最常用有电弧焊、气焊、二氧化碳气体保护焊、氩弧焊等。
熔焊的焊接接头如图0-3所示。
被焊接的材料统称母材(或称为基本金属)。
焊接过程中局部受热熔化的金属形成熔池,熔池金属冷却凝固后形成焊缝。
焊工工艺学教案第一节概述导入新课:举生活中常见的用焊接方法连接的物体的实例(铁大门、四轮车斗),使学生对焊接感兴趣一、焊接的定义及分类1.焊接的定义分类:一类是可拆卸连接如螺栓连接、键连接另一类是永久性连接如焊接、铆接(举桥梁焊接实例做对比说明铆接)定义:通过加热或加压,或两者并用,用或不用填充材料,使焊件达到结合的一种加工工艺方法。
2。
焊接的分类按照焊接过程中金属所处的状态不同,可以把焊接方法分为熔焊、压焊和钎焊三类.熔焊:在焊接过程中,将焊件接头加热至熔化状态,不加压力完成焊接的方法。
压焊:在焊接过程中,必须对焊件施加压力(加热或不加热),以完成焊接的方法.钎焊:采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点、低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散实现连接焊件的方法。
二、焊接技术的特点优点:1.焊接与铆接相比,首先可以节省大量金属材料,减少结构的质量。
2。
与铸造相比,首先它不需要制作木模和砂型,也不需要专门熔炼、浇铸,工序简单,生产周期短,对于单件和小批生产特别明显。
其次,焊接结构比铸件能节省材料。
3。
可以根据受力情况和工作环境在不同的结构部位选用不同强度和不同耐磨、耐腐蚀、耐高温等性能的材料。
缺点:产生焊接变形与应力,焊接变形会影响结构形状和尺寸精度,焊接应力会削弱结构的承载能力.焊接中还会产生有毒有害的物质。
(举例结合热胀冷缩对焊接变形进行讲解)三、焊接技术发展概况结合课本,在网上搜一些焊接发展的例子,在19世纪初用的还是铆接,到19世纪末焊接技术逐渐发展成为了一套完整的焊接体系,随着焊接技术的不断发展,我们国家的钢材有70%左右都是通过焊接来完成的,由此可以看出焊接的应用范围是如此广泛,几乎各行各业都会用到焊接,所以焊接专业的前景是非常好,同时也是一个高收入职业.布置课后作业:习题册填空题1—9题,判断题1-10题,问答题1—2题总结:本节课重点:焊接的定义、分类难点:焊接的特点课尾师生互动:学生问一些与焊接有关的感兴趣的问题,教师举例进行解答第二节焊接安全技术与劳动保护课前提问:1)焊接的定义2)焊接的分类导入新课:举例一些工厂的安全事故引入新课、注意加强个人防护一、焊接安全技术1.预防触电的安全技术人体的电阻约为800~50000Ω当通过人体的电流强度超过0.05A时,生命就有危险;达到0.1A时,足以使人致命。
《焊工工艺学》课程教学标准课程建设负责人:______曹珂鹏_______系(教研室)负责人:_____徐明______塔城地区乌苏职业技术学校2016年8月23日《焊工工艺学》课程标准课程名称:焊工工艺学学制:三年焊工工艺学课程标准执笔人:曹珂鹏适用专业:使用于初中毕业三年制机械设备维修专业(化工机械维修方向)一、课程的性质和任务《焊工工艺学》是培养学生的焊接基本操作技能的一门实践教学课程。
通过学习,要求学生全面的、系统的掌握焊工中级要求的基本理论和操作技能;并能熟练地使用、调整和维护本工种的主要设备;培养学生养成良好的职业道德;具有安全生产和文明生产的习惯;以增强对其实际工作的适应性。
二、课程的目的和要求(一)教学目的1.知识教学目标培养学生全面、系统的掌握各种焊接方法的基本理论知识,为今后从事焊接工作打下扎实的基础。
2.能力培养目标掌握焊条电弧焊、二氧化碳气体保护焊、氩弧焊、等离子切割等焊接方法的操作技能,具有焊工中级水平的能力。
3.思想培养目标通过学习,养成严谨踏实的工作作风,加强职业道德教育,养成遵纪守法、爱岗敬业、诚实守信、勤俭节约、团结互助的道德意识。
(二)教学要求1.能安全、正确使用常用手工电弧焊设备、工具。
2.能根据焊条性质选择电源类型,并能根据试件厚度选择焊条直径、焊接电流等工艺参数。
3.掌握焊条电弧焊引弧、薄板焊接、平敷焊、平对接焊等基本操作方法。
4.常用焊条、焊丝、钨极的种类、牌号、规格、适用范围、使用和保管方法。
5.常用焊接保护气体(氩气、二氧化碳等)的性质和纯度对焊接质量的影响。
6.机械识图的基本知识和焊缝符号与坡口形式的表示方法及意义。
7.常用焊接方法的种类、特点、适用范围及操作方法。
8.常用碳钢、低合金钢一般位置的焊接方法,焊接材料和焊接工艺参数选择的知识。
9.常用焊接接头形式、坡口形式和坡口角度、根部间隙、钝边等的大小及其对焊接变形和焊接质量的影响。
10.常见焊接、缺陷的种类、产生原因、危害和防止方法。
焊工工艺学课程标准 TYYGROUP system office room 【TYYUA16H-TYY-TYYYUA8Q8-《焊工工艺学》课程教学标准课程建设负责人:______曹珂鹏_______系(教研室)负责人:_____徐明______塔城地区乌苏职业技术学校2016年8月23日《焊工工艺学》课程标准课程名称:焊工工艺学学制:三年焊工工艺学课程标准执笔人:曹珂鹏适用专业:使用于初中毕业三年制机械设备维修专业(化工机械维修方向)一、课程的性质和任务《焊工工艺学》是培养学生的焊接基本操作技能的一门实践教学课程。
通过学习,要求学生全面的、系统的掌握焊工中级要求的基本理论和操作技能;并能熟练地使用、调整和维护本工种的主要设备;培养学生养成良好的职业道德;具有安全生产和文明生产的习惯;以增强对其实际工作的适应性。
二、课程的目的和要求(一)教学目的1.知识教学目标培养学生全面、系统的掌握各种焊接方法的基本理论知识,为今后从事焊接工作打下扎实的基础。
2.能力培养目标掌握焊条电弧焊、二氧化碳气体保护焊、氩弧焊、等离子切割等焊接方法的操作技能,具有焊工中级水平的能力。
3.思想培养目标通过学习,养成严谨踏实的工作作风,加强职业道德教育,养成遵纪守法、爱岗敬业、诚实守信、勤俭节约、团结互助的道德意识。
(二)教学要求1.能安全、正确使用常用手工电弧焊设备、工具。
2.能根据焊条性质选择电源类型,并能根据试件厚度选择焊条直径、焊接电流等工艺参数。
3.掌握焊条电弧焊引弧、薄板焊接、平敷焊、平对接焊等基本操作方法。
4.常用焊条、焊丝、钨极的种类、牌号、规格、适用范围、使用和保管方法。
5.常用焊接保护气体(氩气、二氧化碳等)的性质和纯度对焊接质量的影响。
6.机械识图的基本知识和焊缝符号与坡口形式的表示方法及意义。
7.常用焊接方法的种类、特点、适用范围及操作方法。
8.常用碳钢、低合金钢一般位置的焊接方法,焊接材料和焊接工艺参数选择的知识。

焊工工艺学课程标准 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT《焊工工艺学》课程教学标准课程建设负责人:______曹珂鹏_______ 联系电话:___ __系(教研室)负责人:_____徐明______ 联系电话:____塔城地区乌苏职业技术学校2016年8月23日《焊工工艺学》课程标准课程名称:焊工工艺学专业代码: 07869学制:三年焊工工艺学课程标准执笔人:曹珂鹏适用专业:使用于初中毕业三年制机械设备维修专业(化工机械维修方向)一、课程的性质和任务《焊工工艺学》是培养学生的焊接基本操作技能的一门实践教学课程。
通过学习,要求学生全面的、系统的掌握焊工中级要求的基本理论和操作技能;并能熟练地使用、调整和维护本工种的主要设备;培养学生养成良好的职业道德;具有安全生产和文明生产的习惯;以增强对其实际工作的适应性。
二、课程的目的和要求(一)教学目的1.知识教学目标培养学生全面、系统的掌握各种焊接方法的基本理论知识,为今后从事焊接工作打下扎实的基础。
2.能力培养目标掌握焊条电弧焊、二氧化碳气体保护焊、氩弧焊、等离子切割等焊接方法的操作技能,具有焊工中级水平的能力。
3.思想培养目标通过学习,养成严谨踏实的工作作风,加强职业道德教育,养成遵纪守法、爱岗敬业、诚实守信、勤俭节约、团结互助的道德意识。
(二)教学要求1.能安全、正确使用常用手工电弧焊设备、工具。
2.能根据焊条性质选择电源类型,并能根据试件厚度选择焊条直径、焊接电流等工艺参数。
3.掌握焊条电弧焊引弧、薄板焊接、平敷焊、平对接焊等基本操作方法。
4.常用焊条、焊丝、钨极的种类、牌号、规格、适用范围、使用和保管方法。
5.常用焊接保护气体(氩气、二氧化碳等)的性质和纯度对焊接质量的影响。
6.机械识图的基本知识和焊缝符号与坡口形式的表示方法及意义。
7.常用焊接方法的种类、特点、适用范围及操作方法。
8.常用碳钢、低合金钢一般位置的焊接方法,焊接材料和焊接工艺参数选择的知识。
《焊接工艺学》教案第一章:焊接工艺概述1.1 焊接工艺的定义与分类1.2 焊接过程的基本参数1.3 焊接接头的类型与结构1.4 焊接质量的评定与控制第二章:电弧焊工艺2.1 电弧焊的基本原理与设备2.2 电弧焊工艺参数的选择与调整2.3 电弧焊操作技巧与注意事项2.4 常见电弧焊接缺陷及防止措施第三章:气体保护焊工艺3.1 气体保护焊的基本原理与分类3.2 气体保护焊工艺参数的选择与调整3.3 常用气体保护焊方法的应用与操作3.4 气体保护焊的优点与局限性第四章:电阻焊工艺4.1 电阻焊的基本原理与分类4.2 电阻焊工艺参数的选择与调整4.3 电阻焊操作技巧与注意事项4.4 常见电阻焊缺陷及防止措施第五章:激光焊工艺5.1 激光焊的基本原理与设备5.2 激光焊工艺参数的选择与调整5.3 激光焊操作技巧与注意事项5.4 激光焊的应用领域与前景展望第六章:搅拌焊工艺6.1 搅拌焊的基本原理与设备6.2 搅拌焊工艺参数的选择与调整6.3 搅拌焊操作技巧与注意事项6.4 常见搅拌焊缺陷及防止措施第七章:摩擦焊工艺7.1 摩擦焊的基本原理与设备7.2 摩擦焊工艺参数的选择与调整7.3 摩擦焊操作技巧与注意事项7.4 常见摩擦焊缺陷及防止措施第八章:电渣焊工艺8.1 电渣焊的基本原理与设备8.2 电渣焊工艺参数的选择与调整8.3 电渣焊操作技巧与注意事项8.4 常见电渣焊缺陷及防止措施第九章:电子束焊工艺9.1 电子束焊的基本原理与设备9.2 电子束焊工艺参数的选择与调整9.3 电子束焊操作技巧与注意事项9.4 电子束焊的应用领域与前景展望第十章:焊接工艺的实训与应用10.1 焊接工艺实训的目的与要求10.2 焊接工艺实训的操作步骤与流程10.3 焊接工艺实训的注意事项10.4 焊接工艺在工程应用中的案例分析重点和难点解析重点环节1:焊接过程的基本参数解析:焊接过程的基本参数包括焊接电流、焊接电压、焊接速度、焊接功率等,这些参数对焊接质量具有重要影响。