瑞凌全套维修资料第06章控制电路工作原理
- 格式:doc
- 大小:118.50 KB
- 文档页数:4

第六章控制电路工作原理一、控制模块功能作用1、给逆变器的电子开关提供控制信号2、对电流反馈信号进行放大处理,并根据反馈、给定信号调节电子开关控制信号的脉宽。
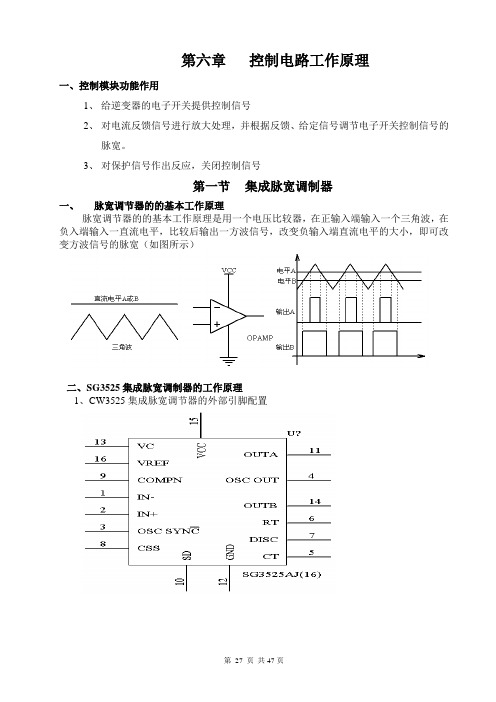
3、对保护信号作出反应,关闭控制信号第一节集成脉宽调制器一、脉宽调节器的的基本工作原理脉宽调节器的的基本工作原理是用一个电压比较器,在正输入端输入一个三角波,在负入端输入一直流电平,比较后输出一方波信号,改变负输入端直流电平的大小,即可改变方波信号的脉宽(如图所示)二、SG3525集成脉宽调制器的工作原理1、CW3525集成脉宽调节器的外部引脚配置2、CW3525集成脉宽调节器的内部结构框图:3、各引脚功能:1、2脚:为误差放大器正反向输入端,因3525内部误差放大器性能不好,所以在控制模块中没有使用。
3脚:为同步时钟控制输入端,4脚:为振荡输出端;5、6脚:为振荡器Ct、Rt接入端,f=1/Ct(0.7Rt+3Rd7脚:为Ct放电端,改变Rd可改变死区时间8脚:慢起动,当8脚电压从0V—5V时,脉宽从零到最大。
9脚:补偿(反馈输入)端,9脚的电压决定了输出脉宽大小。
10脚:关闭端,当10脚电平超过1V,脉宽关闭。
11、14脚:脉冲输出端,输出相位相反的两路脉冲。
12、15脚:为芯片接地和供电端13脚:输出信号供电端。
16脚:输出+5V基准电压。
第二节慢起动与保护控制电路慢起动与保护控制电路的作用:1、慢起动:如开机瞬间,SG3525输出的是满宽波形,则会使变压器饱和产生过流,为避免变压器饱和,要求开机时, SG3525输出的波形要慢慢展宽,称为慢起动。
2、保护控制:当焊接电源内部出现辅助电源24V欠压、过热、过压、过流或器件损坏时,要及时关闭控制脉冲,保护焊接电源。
温度控制电路原理
温度控制电路原理是基于热敏元件的特性来实现的。
一个常见的温度控制电路原理是通过一个热敏电阻来感知环境温度的变化,并将变化的信号转换为电信号。
热敏电阻是一种电阻随温度变化而变化的元件。
当环境温度上升时,热敏电阻的电阻值下降,反之亦然。
因此,通过测量热敏电阻的电阻值,可以得出当前环境的温度。
为了实现温度控制,通常需要将热敏电阻与其他元件如运算放大器、比较器等组合在一起构成一个反馈控制系统。
该系统的作用是根据环境温度的变化,对输出信号进行调节,以实现温度的控制。
具体来说,可以将热敏电阻的电阻值与标准温度进行比较,并将比较的结果输入到比较器中。
根据比较结果,比较器可以产生一个高电平或低电平的输出信号。
该信号经过运算放大器的放大,然后通过控制器或执行器来实现温度的控制。
比如,当热敏电阻的电阻值高于设定的标准温度时,比较器将输出一个高电平信号,控制器会根据该信号来切断加热器的电源,从而降低环境温度。
当热敏电阻的电阻值低于标准温度时,比较器将输出一个低电平信号,控制器会根据该信号来打开加热器的电源,增加环境温度。
通过这样的反馈控制系统,可以实现对环境温度的精确控制。
当环境温度接近设定的标准温度时,反馈控制系统能够及时地
进行调整,以使环境温度保持在设定范围内。
除了热敏电阻,还可以使用其他热敏元件如热敏电容、热敏二极管等来实现温度控制。
它们的原理基本类似,都是通过测量热敏元件的特性来感知环境温度的变化,并通过反馈控制系统来实现温度的控制。

第十二章IGBT系列焊机工作原理一、功率开关管的比较常用的功率开关有晶闸管、IGBT、场效应管等。
其中,晶闸管(可控硅)的开关频率最低约1000次/秒左右,一般不适用于高频工作的开关电路。
1、效应管的特点:场效应管的突出优点在于其极高的开关频率,其每秒钟可开关50万次以上,耐压一般在500V以上,耐温150℃(管芯),而且导通电阻,管子损耗低,是理想的开关器件,尤其适合在高频电路中作开关器件使用。
但是场效应管的工作电流较小,高的约20A低的一般在9A左右,限制了电路中的最大电流,而且由于场效应管的封装形式,使得其引脚的爬电距离(导电体到另一导电体间的表面距离)较小,在环境高压下容易被击穿,使得引脚间导电而损坏机器或危害人身安全。
2、IGBT的特点:IGBT即双极型绝缘效应管,符号及等效电路图见图12.1,其开关频率在20KHZ~30KHZ 之间。
但它可以通过大电流(100A以上),而且由于外封装引脚间距大,爬电距离大,能抵御环境高压的影响,安全可靠。
图12.1二、场效应管逆变焊机的特点由于场效应管的突出优点,用场效应管作逆变器的开关器件时,可以把开关频率设计得很高,以提高转换效率和节省成本(使用高频率变压器以减小焊机的体积,使焊机向小型化,微型化方便使用。
(高频变压器与低频变压器的比较见第三章《逆变弧焊电源整机方框图》。
但无论弧焊机还是切割机,它们的工作电流都很大。
使用一个场效应管满足不了焊机对电流的需求,一般采用多只并联的形式来提高焊机电源的输出电流。
这样既增加了成本,又降低了电路的稳定性和可靠性。
三、IGBT焊机的特点IGBT焊机指的是使用IGBT作为逆变器开关器件的弧焊机。
由于IGBT的开关频率较低,电流大,焊机使用的主变压器、滤波、储能电容、电抗器等电子器件都较场效应管焊机有很大不同,不但体积增大,各类技术参数也改变了。
四、IGBT焊机工作原理:1、半桥逆变电路工作原理如图12.2图12.2 图12.3工作原理:①tl时间:开关K1导通,K2截止,电流方向如图中①,电源给主变T供电,并给电容C2充电。

几种电气控制电路原理分析展开全文电路中经常使用的四种控制电路,掌握其控制方法及原理,是电气人员需要掌握的知识,下面结合实际电路分享。
1、点动控制点动控制又称为寸动控制,顾名思义就是按动按钮开关,电动机得电启动运转;当松开按钮开关后,电动机失电停止运转。
点动控制是电路中最基基础的控制电路,广泛应用在电路中。
工作原理:当按下按钮SB,交流接触器工作线圈得电吸合,其主触点瞬间闭合,接通三相电源,电动机得电启动运行;当松开按钮SB,交流接触器工作线圈失电断开,主触点瞬间断开,断开三相电源,电动机失电停止运转。
2、自锁控制自锁控制就是依靠接触器或者继电器自身的常开辅助触点,而使其工作线圈保持通电的现象。
它与点动控制最大区别是,点动控制是接通接触器线圈电源后,松开启动按钮后接触器线圈立马断电,电机停止;而自锁控制,当接触器线圈得电后,松开启动按钮,接触器线圈依然保持通电。
自锁控制在控制电路中可以起到很好的失压和欠压保护作用,当电路电源由于某种原因,导致电压下降,电压低于85%时,接触器的电磁系统所产生的电磁力克服不了弹簧的反作用力,因而释放,主触点打开,自动切断主电路,达到欠压保护。
当电路断电时,接触器工作线圈失电释放,自锁触点断开,当再次来电时,电机不会立刻启动,必须重新按动启动按钮SB,电机才能再次工作,起到失压保护。
自锁实物接线图工作原理:启动时,按动启动按钮SB2,接触器工作线圈得电吸合,主触点闭合,三相电源接通,电机得电运行。
在交流接触器工作线圈得电吸合同时,接触器并联在启动按钮SB2上的辅助触点闭合自锁,在启动按钮SB2松开后,电流经辅助触点保持接触器工作线圈通电吸合,所以主触点不会断开,电机保持正常工作。
3、互锁控制互锁控制简单理解就是两者相互制约。
比如有一台电机可以左右运行,如果没有相互制约,同时启动势必造成电源短路,因此约定左边运行时右边不能运行,右边运行时左边不能运行,这样的相互制约就是互锁。
变频器控制电路的工作原理?各国使用的交流供电电源,无论是用于家庭还是用于工厂,其电压和频率均200V/60Hz(50Hz)或100V/60Hz(50Hz),等等。
通常,把电压和频率固定不变的交流电变换为电压或频率可变的交流电的装置称作“变频器”。
为了产生可变的电压和频率,该设备首先要把电源的交流电变换为直流电(DC)。
把直流电(DC)变换为交流电(AC)的装置,其科学术语为“inverter”(逆变器)。
由于变频器设备中产生变化的电压或频率的主要装置叫“inverter”,故该产品本身就被命名为“inverter”,即:变频器,变频器也可用于家电产品。
使用变频器的家电产品中不仅有电机(例如空调等),还有荧光灯等产品。
用于电机控制的变频器,既可以改变电压,又可以改变频率。
但用于荧光灯的变频器主要用于调节电源供电的频率。
汽车上使用的由电池(直流电)产生交流电的设备也以“inverter”的名称进行出售。
变频器的工作原理被广泛应用于各个领域。
例如计算机电源的供电,在该项应用中,变频器用于抑制反向电压、频率的波动及电源的瞬间断电。
2. 电机的旋转速度为什么能够自由地改变?r/min电机旋转速度单位:每分钟旋转次数,也可表示为rpm.例如:4极电机60Hz 1,800 [r/min],4极电机50Hz 1,500 [r/min],电机的旋转速度同频率成比例。
本文中所指的电机为感应式交流电机,在工业领域所使用的大部分电机均为此类型电机。
感应式交流电机(以后简称为电机)的旋转速度近似地确决于电机的极数和频率。
由电机的工作原理决定电机的极数是固定不变的。
由于该极数值不是一个连续的数值(为2的倍数,例如极数为2,4,6),所以不适和改变该值来调整电机的速度。
另外,频率是电机供电电源的电信号,所以该值能够在电机的外面调节后再供给电机,这样电机的旋转速度就可以被自由的控制。
因此,以控制频率为目的的变频器,是做为电机调速设备的优选设备。
继电器控制系统的原理及维修全文共四篇示例,供读者参考第一篇示例:继电器控制系统的原理及维修继电器是一种电气控制设备,主要用于控制大功率电路的开关。
继电器控制系统主要由继电器、控制电路、供电电源等组成。
其工作原理如下:1. 继电器工作原理:继电器通过控制电路中的信号电流,使电磁铁产生磁场,磁场作用于触点,驱动触点闭合或断开,从而控制电路的通断。
3. 供电电源:继电器控制系统的供电电源通常是直流电源,电压大小根据继电器的额定电压来选择,并且供电电源的稳定性对继电器控制系统的稳定性起着至关重要的作用。
继电器控制系统作为电路中的重要组成部分,经常会因为各种原因导致故障,需要及时的维修处理。
以下是常见的继电器控制系统故障及维修方法:1. 继电器触点问题:继电器的触点由于长时间工作或负载过大可能会磨损或氧化,导致接触不良或触点短路。
这时需要清洁触点或更换新的触点。
2. 继电器线圈故障:继电器的线圈如果出现开路或短路可能导致继电器无法工作。
这时可以先检查线圈的连接是否良好,如果连接正常但仍无法工作,则需要更换线圈。
3. 控制电路故障:控制电路连接不良或元件损坏也会导致继电器无法正常工作。
可以通过检查控制电路中的元件是否损坏,重新连接电路来解决问题。
4. 供电电源问题:供电电源电压不稳定或过高也可能导致继电器控制系统故障。
可以通过使用稳压电源或调整电源电压来解决问题。
通过以上维修方法,可以有效的处理继电器控制系统的故障,保证电路的正常工作。
在维修时,需要注意安全措施,避免触电或损坏设备。
希望以上内容对您有所帮助,谢谢阅读!第二篇示例:继电器控制系统是工业自动化领域中常用的一种控制装置,它通过控制电磁继电器的通断来实现对电路的开关控制。
继电器控制系统具有操作简便、可靠性高、安全性好等优点,因此被广泛应用于各种自动化设备和生产线中。
本文将从继电器控制系统的原理、工作流程和常见故障及维修方法等方面进行详细介绍。
一、继电器控制系统的原理继电器是一种通过电磁感应原理工作的电器元件,它包括一个线圈和若干个触点。
产品知识培训教材深圳市瑞凌实业有限公司SHEN ZHEN SHI RILAND INDUSTRY CO.,LTD目录第一章焊接概述.................................................... 第1 页第二章弧焊电源的一般要求. (14)第三章逆变弧焊电源整机方框图 (21)第四章主回路工作原理 (23)第五章辅助电源工作原理 (25)第六章控制电路工作原理 (27)第七章驱动电路工作原理 (32)第八章保护电路工作原理 (35)第九章氩弧焊机工作原理 (37)第十章空气等离子切割机工作原理 (41)第十一章二氧化碳气体保护焊工作原理 (45)第十二章IGBT系列焊机工作原理 (54)第一章焊接概述焊接是一种不可拆卸的连接方法,是金属热加工方法之一。
焊接与铸造、锻压、热处理、金属切削等加工方法一样,是机器制造、石油化工、矿山、冶金、航空、航天、造船、电子、核能等工业部门中的一种基本生产手段。
没有现代焊接技术的发展,就没有现代的工业和科学技术的发展。
第一节焊接的种类焊接:是指通过适当的物理化学过程(加热或加压),使两个工件产生原子(或分子)之间结合力而连成一体的加工方法。
一、焊接方法的分类一焊条电弧焊(ARC)一熔化极一一埋弧焊一CO2电弧焊(MAG)氩气电弧焊(MIG)一电弧焊一一钨极氩弧焊(TIG)一非熔化极一一原子氢焊一等离子弧焊一熔化焊接一螺柱焊一氧氢一气焊一一氧乙炔一空气乙炔一铝热焊一电渣焊基本焊接方法一一电子束焊一激光焊一电阻点、缝焊一电阻对焊一冷压焊一压力焊接一一超声波焊一爆炸焊一锻焊一扩散焊一磨擦焊一火焰钎焊一感应钎焊一钎焊一一炉钎焊一盐浴钎焊一电子束钎焊二、焊接方法的特点1、焊接过程的本质就是采用加热、加压或两者并用的办法,使两个分离表面的金属原子之间接达到晶格距离并形成结合力。
按照焊接过程中金属所处的状态不同,可以把焊接方法分为熔焊、压焊和钎焊三类。
控制电路的工作原理
控制电路是一种用来控制电子设备或系统功能的电路。
它主要由电子元件和电气元件组成,采用不同的信号处理、开关和放大等技术手段,控制电路可以控制电子设备的操作状态、参数设置以及信号路由等功能。
控制电路的工作原理是基于信号处理和电气传输的原理。
当控制电路接收到来自外部输入的信号时,它会根据预设的逻辑规则进行信号处理和判断。
根据不同的判断结果,控制电路会通过开关或放大等电气元件的操作,分别控制电子设备的工作状态。
控制电路通常包含了传感器、信号处理器、逻辑电路、电源以及执行元件等组成部分。
传感器用来感知外部的物理量、状态或参数,将其转换成电信号输入到信号处理器中。
信号处理器对输入的信号进行放大、滤波、整形等处理,以满足控制电路对信号的要求。
逻辑电路则根据输入信号的处理结果进行判断,决定控制电路的下一步操作。
电源为控制电路提供工作所需的稳定电压和电流。
执行元件负责将控制电路的输出信号转换成相应的动作,从而控制电子设备的相关操作。
控制电路的工作原理可以分为开环和闭环两种。
开环控制电路只根据预设的规则进行操作,没有对输出信号进行反馈调节。
闭环控制电路会通过传感器等元件实时感知电子设备的工作状态,将反馈信号输入到控制电路中,从而对输出信号进行自动调节和纠正。
总结起来,控制电路通过信号处理、逻辑判断和电气操作等手段,实现对电子设备的功能控制。
它的工作原理基于信号处理和电气传输的原理,通过预设的规则和反馈调节,使电子设备能够按照要求进行工作。
第六章控制电路工作原理
一、控制模块功能作用
1、给逆变器的电子开关提供控制信号
2、对电流反馈信号进行放大处理,并根据反馈、给定信号调节电子开关控制信号的
脉宽。
3、对保护信号作出反应,关闭控制信号
二、控制模块原理图
第一节集成脉宽调制器
一、脉宽调节器的的基本工作原理
脉宽调节器的的基本工作原理是用一个电压比较器,在正输入端输入一个三角波,在负入端输入一直流电平,比较后输出一方波信号,改变负输入端直流电平的大小,即可改变方波信号的脉宽(如图所示)
二、SG3525集成脉宽调制器的工作原理
1、CW3525集成脉宽调节器的外部引脚配置
2、CW3525集成脉宽调节器的内部结构框图:
3、各引脚功能:
1、2脚:为误差放大器正反向输入端,因3525内部误差放大器性能不好,所
以在控制模块中没有使用。
3脚:为同步时钟控制输入端,
4脚:为振荡输出端;
5、6脚:为振荡器Ct、Rt接入端,f=1/Ct(0.7Rt+3Rd
7脚:为Ct放电端,改变Rd可改变死区时间
8脚:慢起动,当8脚电压从0V—5V时,脉宽从零到最大。
9脚:补偿(反馈输入)端,9脚的电压决定了输出脉宽大小。
10脚:关闭端,当10脚电平超过1V,脉宽关闭。
11、14脚:脉冲输出端,输出相位相反的两路脉冲。
12、15脚:为芯片接地和供电端
13脚:输出信号供电端。
16脚:输出+5V基准电压。
第二节小机型控制模块
一、驱动信号的输出转换控制电路
SG3525能输出两个相位相错开的脉冲信号(幅值为12V),但它仍然不能满足全桥逆变所需要的四路不共地的驱动信号要求,要经过转换放大,电路原理图下:
如图:由11、14脚输出脉冲分别加到三极管Q1、Q2和Q3、Q4基极,当11脚脉冲为高电平时,Q1导通,Q2截止,12V电流电压加到稳压管正端。
而电容C1经24V直流充电后由于稳压管的作用无法放电,而形成15V的电压,它与12V电压串联,于是在A点得到27V的高电平输出,而B点仍保持约12V的电压。
当输出为低电平时,Q1截止,Q2导通,此时A点电平为15V,而B点被拉低,输出为0V。
同理,C点在14脚输出高电平时输出27V,14脚为低电平时输出15V,而D点则分别为12V和0V。
其波形如图
二、反馈与给定电路
1、作用:
给定:是指所设定所需要的输出电流,以满足焊接的工艺需求。
给定可通过外接
电位器调节反馈:即是对输出的电流信号进行采样,并与设定值进行比较,并通过脉宽调制器的输出脉宽对逆变器开关管的导通时间加以控制,保证输出电流的稳定。
2、反馈与给定控制电路工作原理:
反馈与给定控制电路原理图:
如图:反馈信号由分流器取一个负电压信号,由2脚输入,与给定信号叠加后输入运算放大器反相输入端,由于运算放大器的开环特性,要求正负输入端“互需”,
给定信号叠加后,信号幅度接近于零,但不是零,反馈的负信号一定占优势。
此优势被运算放大器放大后,加到三极管基极,此三极管组成的是一倍的反向放大器。
另假设三极管截止时,SG3525的9脚通过1K电阻接于16脚的5V基准电压,此时
11、14脚输出脉冲为满宽。
当9脚电位被三极管拉低时,11、14脚输出脉冲开始收
窄。
从以上的叙述可以看出:
(1)当输出电流为零(空载),只有给定信号时:
3140的2脚高6脚低,8050截止,3525的9脚高,11、14脚输出脉冲为满宽(2)当输出电流的反馈信号与给定信号一定时:
3140的2脚负电平6脚正电平,8050处于放大状态,3525的9脚下降低于5V,
此时11、14脚输出脉冲相应的脉宽
(3)当给定不变,而输出电流因负载变化而改变时:
当电流突然变大时,由于反馈是负信号,反馈信号将相对变得更低,则3140的2脚更负6脚正电平上升,由于8050反向放大,3525的9脚下降,11、14
脚输出脉冲脉宽收窄,电流回到原来状态,达到稳流的目的。
实际上焊接工艺要求的焊接电流并
不是恒定不变的,而是要求随着电弧电
压的降低而自动加大,因此在实际电路
中,利用一个有限制的电压跟随器来反
馈输出电压,而电压跟随器的输出作为
给定电位器的电压来源,如右图所示:
第三节慢起动与保护控
制电路
一、慢起动与保护控制电路的作用:
1、慢起动:。