优先常用配合特征及应用
- 格式:pdf
- 大小:198.14 KB
- 文档页数:1
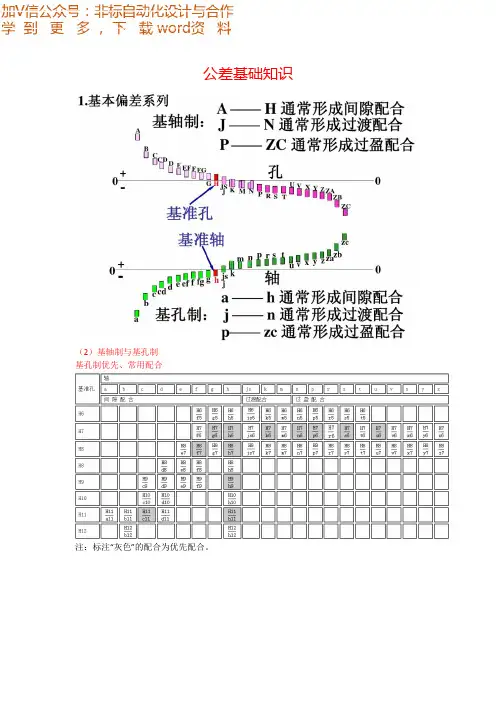
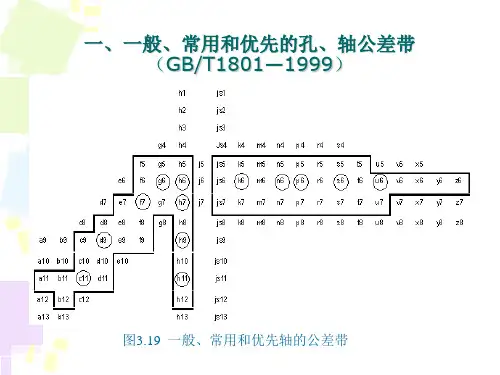
公差基础知识
(2)基轴制与基孔制
基孔制优先、常用配合
注:标注“灰色”的配合为优先配合。
基轴制优先、常用配合
注:标注“灰色”的配合为优先配合。
基准制的选择
选择基准制时,应从结构、工艺、经济几方面来综合考虑,权衡利弊,主要是遵从以下几项原则:
1、一般情况下,设计时优先选用基孔制。
加工孔比加工轴要困难些,而且所用的刀,量具尺寸规格也多些。
采用基孔制,可大大缩减定制刀,量具的规格和数量。
2、有些情况下采用基轴制配合:零件采用外径不需加工的,具有一定精度等级的型材时,如直接用作轴;在同一基本尺寸的轴上装配几个具有不同性质的零件时,应选用基轴制配合;与标准件相配合的孔或轴,应以标准件为基准来确定配合制。
如滚动轴承的外圈与轴承座的配合即属于基轴制配合;又如定位销与孔的配合为基轴制的配合等。
3、非基准配合:在实际生产中的某些配合,如有充分的理由或特殊需要,允许采用非基准配合,即非基准孔和非基准轴的配合。
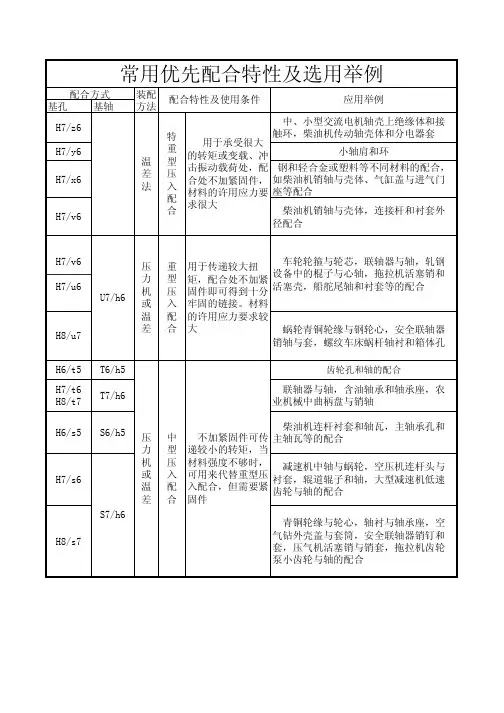
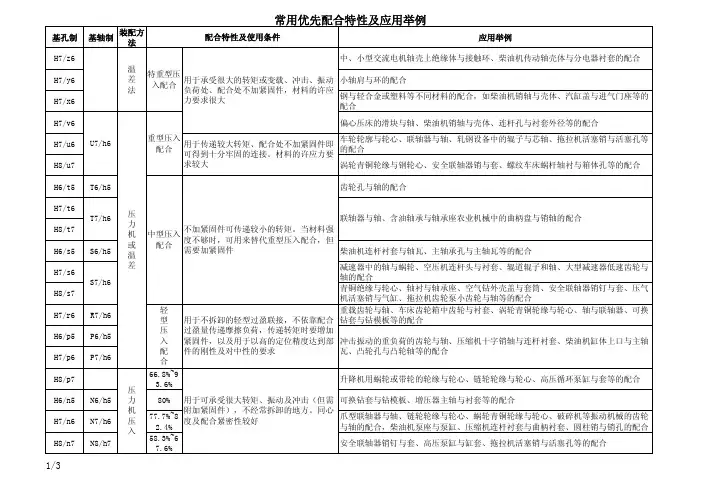
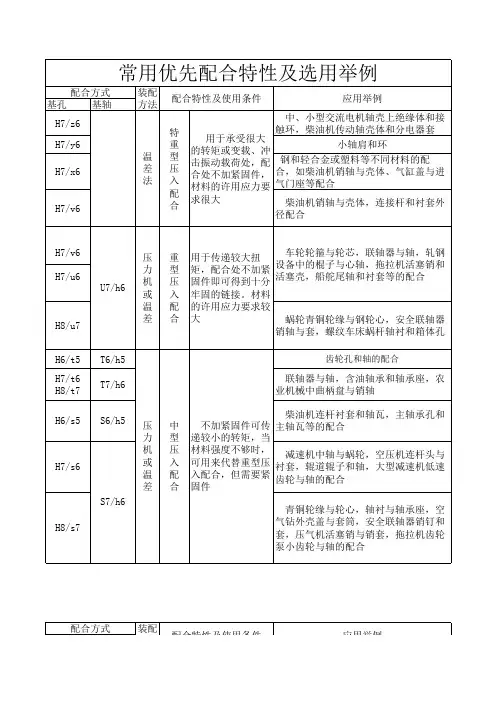
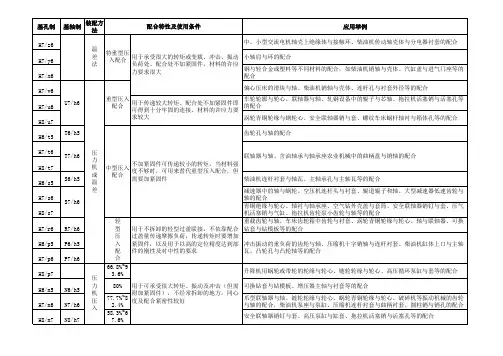
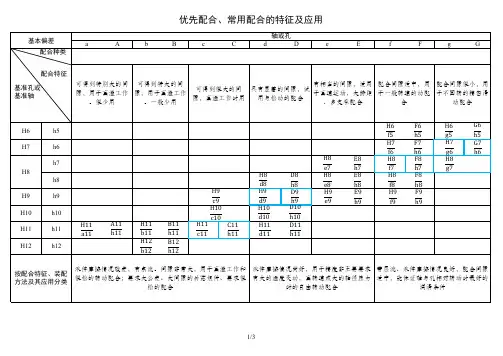
(3)优先配合、常用配合的特征及应用
(4)未注公差值
线性尺寸的极限偏差值
倒圆半径和倒角高度尺寸的极限偏差
角度尺寸的极限偏差数值
直线度和平面度未注公差值
垂直度未注公差值
对称度未注公差值
圆跳动的未注公差值
选用原则
(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。