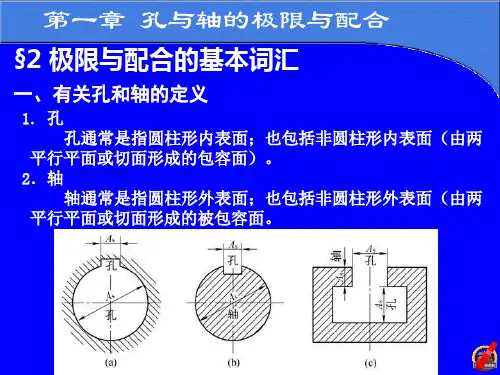
基孔制常用和优先配合
- 格式:xls
- 大小:17.50 KB
- 文档页数:3
第三章2、公差与配合国家标准线性尺寸精度(公差与配合国家标准)GB/T1800.2-1998的标准规定了有关线性尺寸精度标准的主要内容:标准公差基本偏差公差代号优先、常用和一般公差带基孔制、基轴制常用、优先配合的选用线性尺寸的一般公差GO标准公差系列标准公差IT(ISO Tolerance):是国标规定的,用以确标准公差计算举例标准公差的特点IT6可读作:标准公差6级或简称6级公差。
同一基本尺寸的孔与轴,其标准公差数值大小应随公差等级的高低而不同。
公差等级↑,公差值↓,见P260附表3-2。
同一公差等级的孔与轴,随着基本尺寸大小的不同应规定不同的标准公差值。
公差是加工误差的允许值,同一等级的公差具有相同的加工难易程度。
总之,标准公差的数值,一与公差等级有关,二为基本尺寸的函数。
Home基本偏差系列基本偏差:确定零件公差带相对于零线位置的极限偏差。
它是公差带位置标准化的唯一指标。
除JS和js外,均指靠近零线的偏差。
与公差等级无关。
基本偏差代号:用拉丁字母表示。
大写表示孔,小写表示轴。
在26个字母中除去易与其它混淆的I、L、O、Q、W,再加上七个用两个字母表示的代号(CD、EF、FG、JS、ZA、ZB、ZC),共有28个代号,即孔和轴各有28个基本偏差。
其中JS和js相对于零线完全对称。
对于轴:a~h的基本偏差为上偏差es,其绝对值依次减小,j~zc 的基本偏差为下偏差ei,其绝对值依次增大。
对于孔:A~H的基本偏差为下偏差EI,其绝对值依次减小,J~ZC的基本偏差为上偏差ES,其绝对值依次增大。
H为基准孔,基本偏差为下偏差,值为零;h为基准轴,基本偏差为上偏差,值为零。
基本偏差值轴的基本偏差:是根据科学实验和生产实践的需要确定的,其计算公式见P42表3-2。
孔的基本偏差:基本尺寸≤500mm时,孔的基本偏差是从轴的基本偏差换算而来。
换算规则为:通用规则:用同一字母表示的孔、轴基本偏差的绝对值相等,符号相反。
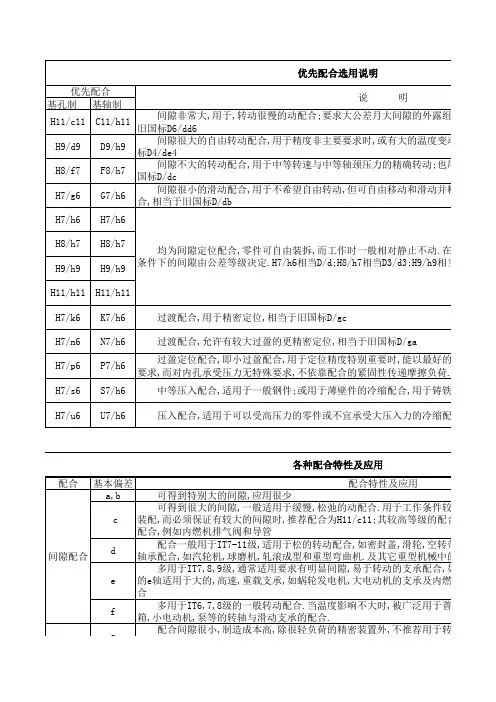
公差配合,如何确定基轴制还是基孔制?优先选用基孔制:优先选用基孔制主要是从工艺上和宏观经济效益来考虑的。
选用基孔制可以减少孔用定值刀具和量具的规格数目。
在下列情况下应选用基轴制:(1)在同一基本尺寸的轴上有不同配合要求。
例如,发动机的活塞轴与连杆铜套孔和活塞孔之间的配合.根据工作需要及装配性,活塞销与活塞采用过渡配合,而与连杆铜套孔采用间隙配合.所示,销轴将做成阶梯状。
(2)直接使用有一定精度(IT8~IT11)而不再进行机械加工的冷拔钢材(这种钢材是按基准轴的公差带制造)做轴.在这种情况下,当需要各种不同的配合时,可选择不同的孔公差带位置来实现.这种情况应用在农业机械和纺织机械中。
(3)加工尺寸小于1mm的精密轴比同级孔要困难,因此在仪器制造、钟表生产、无线电工程中,常使用经过光轧成形的钢丝直接做轴,这时采用基轴制较经济.3、与标准件配合,应以标准件为基准件,来确定采用基孔制还是基轴制。
例如,滚动轴承的外圈与壳体孔的配合应采用基轴制,而其内圈与轴径的配合则是基轴制。
4、允许采用非基准制配合。
非基准制配合是指相配合的孔和轴,孔不是基准孔H轴也不是基准轴h的配合。
最为典型的是轴承盖与轴承座孔的配合。
在箱体孔中装配有滚动轴承和轴承盖,有滚动轴承是标准件,它与箱体孔的配合是基轴制配合,箱体孔的公差带已由此而确定为J7,这时如果轴承盖与箱体孔的配合坚持用基轴制,则配合为J/h,属于过渡配合。
但轴承盖需要经常拆卸,显然应该采用间隙配合,同时考虑到轴承盖的性能要求和加工的经济性,轴承盖配合尺寸采用9级精度,最后选择轴承盖与箱体孔的配合为J7/f9。
公差等级的选用一般采用类比法,也就是参考从生产实践中总结出来的经验资料,进行比较选用.选择时应考虑以下几个方面:1、孔和轴的工艺等价性孔和轴的工艺等价性是指孔和轴加工难易程度应相同。
在常用尺寸段内,对间隙配合和过渡配合,孔的公差等级高于或等于IT8级时,轴比孔应高一级,如H8/g7,H7/n6。