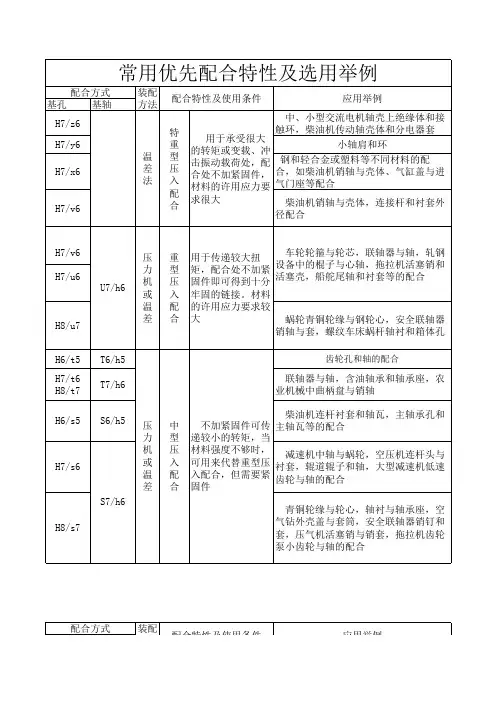
优先、常用配合选择说明
- 格式:doc
- 大小:92.50 KB
- 文档页数:6
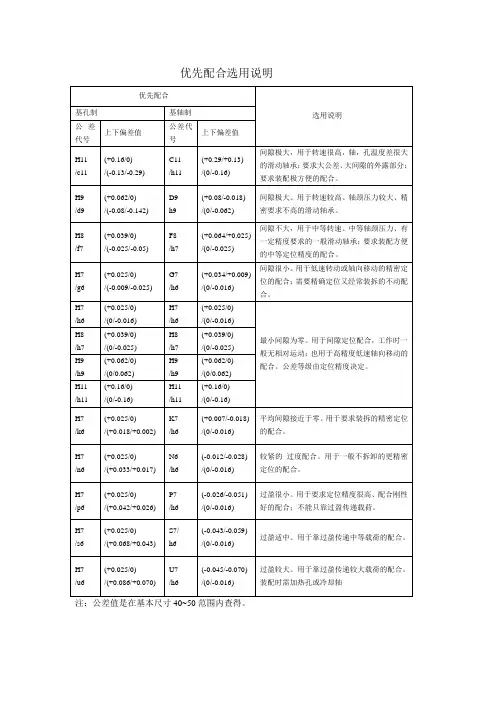
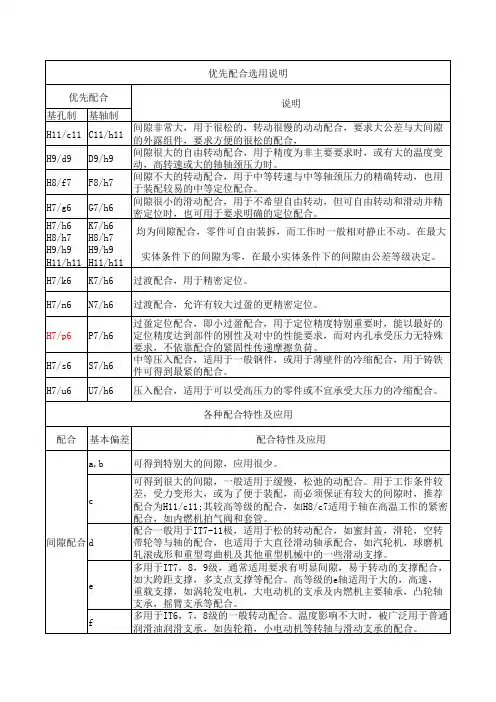
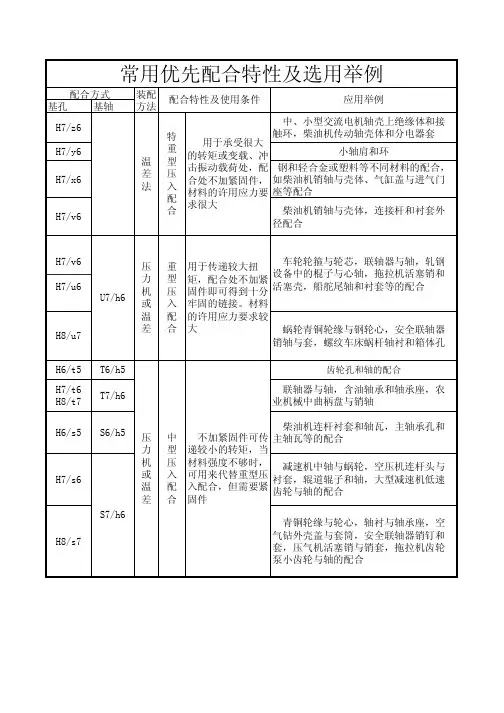
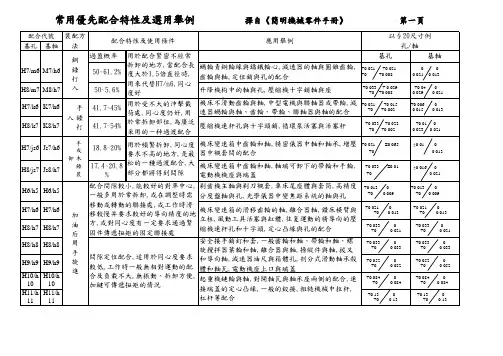
优先配合选用说明
注:公差值是在基本尺寸40~50范围内查得。
配合制的选择
国家标准规定了两种配合制,基孔制配合和基轴制配合。
1、基孔制一般情况下,应优先选用基孔制。
由于一定的基本尺寸和公差等级,基准孔的极限尺寸是一定的,不同的配合是由不同的极限尺寸的配合轴形成的。
若在机械产品的设计中采用基孔制配合。
可以最大限度地减少孔的尺寸种类,随之减少了定尺寸刀具、量具的规格。
2、基轴制在下列情况采用基轴制则经济合理
(1)在农业和纺织机械中,经常使用具有一定精度的冷拔光轴,不必加工。
这时采用基轴制。
(2)与标准件配合时,必须按标准件来选择基准制。
(3)一跟轴和多个孔相配时,考虑结构需要,宜采用基轴制。
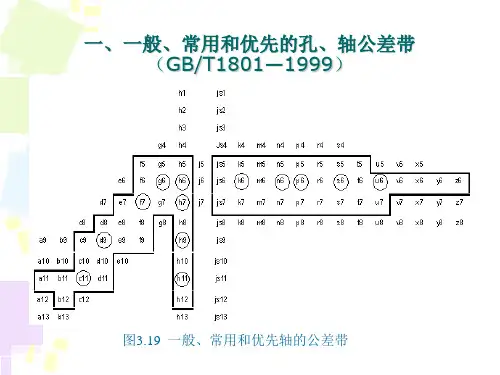
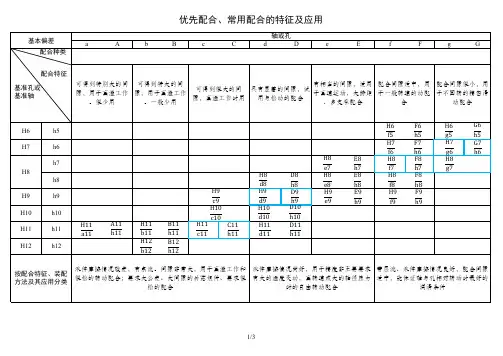
常用和优先的公差与配合表1—8、表1—9 优先,常用公差带配合说明:优先,常用配合车轴,轴公差等级的选用上采用工艺等价原则。
工艺等价:相配的孔轴难易程度相当。
生产实践证明:当公差等级较高时,同等级的孔比轴加工变难。
按工艺等价原则,标准规定:1)高等级区,孔比轴低一级,7/6、6/5。
2)IT8级,孔比轴低一级,也可孔轴同级,8/83)低等级区,孔轴同级,9/9 10/10公差等级;确定尺寸精确程度的等级。
大写表示孔,小写表示轴国标设置了20个公差等级,代号为IT01、IT0、IT1……IT18基孔制:孔公差带位置固定,改变轴公差带位置而得到不同的配合性质的一种制度。
基孔制中孔为基准孔EI=0基轴制:轴公差带位置固定,改变孔公差带位置而得到不同的配合性质的一种制度。
基轴制中轴为基准轴es=0说明:基孔制和基轴制是两个等效的配合制度,但实际应用中有所区别。
基准制的选择1、优先选用基孔制,减少定值刀量具的规格数目,提高经济效益。
2、基轴制的选用a、冷拔轴;农业纺织机械b 、一轴多配件;活塞销轴c 、轴类标准件(滚动轴承)轴承外圈与轴承孔基轴制K7/h6轴承内圈与轴颈基孔制H7/k6对于与标准零部件配合的轴或孔,必须以标准零部件为基准选择配合制3、非基准制的应用举例说明:公差等级的选用1、选用的基本原则:在满足使用要求下,尽量选用低的公差等级。
2、工艺性;按工艺等价原则,在高等级区孔比轴低一级。
3、相配件:与齿轮、轴承等零件相配的,应按齿轮、轴承的精度确定。
4、公差等级的应用说明6/5 :精密级7/6 基本级8/7 :一般级9 级以上:中低级5、I T6的轴,IT7的孔应用广泛,较高精度的重要配合。
普通等级轴承内、外圈配合的轴和孔分别采用IT6的轴,IT7的孔。
IT8,IT9分别用于普通平键宽度与键槽宽度的配合。
配合的选择间隙配合a,b,c,d,e,f,g,h 过渡配合js k m n 过盈配合p r s t uK 常用轴承配合平均间隙接近零用于定位配合。