回流焊曲线讲解--FLASH
- 格式:ppt
- 大小:3.37 MB
- 文档页数:30

回流焊PCB温度曲线讲解回流焊是一种常用的电子组装工艺,用于将电子元件焊接到印刷电路板(PCB)上。
在回流焊过程中,PCB需要经历一系列的温度变化,以确保焊点可靠连接。
下面将讲解回流焊温度曲线的各个阶段及其作用。
1. 预热阶段(Preheat Stage):回流焊过程开始时,PCB需要从室温逐渐升温至预定温度。
预热阶段的作用是除去PCB上的水分和挥发性有机物,以避免在焊接过程中产生气泡和蒸汽。
通常,预热温度为100°C至150°C,持续时间为1至2分钟。
2. 热液相预热阶段(Thermal Soak Stage):在预热阶段后,PCB会继续加热至更高的温度,通常为150°C至200°C。
这一阶段的目的是让整个PCB均匀达到焊接温度,以减少焊接过程中的热应力。
热液相预热阶段的持续时间通常为1至4分钟。
3. 焊接阶段(Reflow Stage):当PCB达到焊接温度时,焊膏开始熔化,将电子元件与PCB焊接在一起。
焊接温度通常为220°C至245°C,具体取决于焊膏的特性。
焊接阶段的持续时间通常为1至3分钟。
4. 冷却阶段(Cooling Stage):焊接完成后,PCB需要冷却到室温,以确保焊点的稳定性。
冷却阶段通常使用强制风冷却或自然冷却。
冷却时间因焊接设备和PCB的尺寸而异,一般为1至5分钟。
回流焊温度曲线中的每个阶段都有其特定的温度和时间要求,这是为了保证焊接质量和工艺稳定性。
通过控制这些参数,焊接过程中的温度变化可以最小化,从而减少因热应力引起的PCB变形和元件损坏的风险。
总结来说,回流焊温度曲线包括预热阶段、热液相预热阶段、焊接阶段和冷却阶段。
每个阶段都有其特定的温度和时间要求,以确保焊接质量和PCB的稳定性。
通过合理控制回流焊温度曲线,可以提高焊接过程的可靠性和稳定性,从而保证电子产品的性能和可靠性。
回流焊是一种广泛应用于电子制造业的关键工艺,它能够将电子元件精准地焊接到印刷电路板(PCB)上。
爱迅通信工程部培训专用爱迅工程部2019.2.13目录爱迅通信工程部培训专用 回流焊工艺回流焊结构与原理SMT回流焊接流程回流焊曲线曲线说明曲线测试问题与对策清理与维护结束1回流焊工艺爱迅通信工程部培训专用 电子制造业中SMT回流炉焊接是最终实现SMT工艺的工序。
是PCBA电子線路板组装作业中的重要工序,如果没有很好的掌握它,不但会出现许多“临时故障”还会直接影响焊点的寿命回流焊是英文Reflow,是通过重新熔化预先印刷到PCB焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接。
回流焊是将元器件焊接到PCB板材上,是针对SMD(表面贴装器件)的焊接。
回流焊是靠热气流对焊点的作用,之所以叫"回流焊"是因为气体在焊机内循环流动产生高温达到焊接目的。
回流焊结构与原理①爱迅通信工程部培训专用 我们要了解影响热能从回流炉加热器向电路板传递的主要因素。
在通常情况下,如图所示,回流焊炉的风扇推动气体(空气或氮气)经过加热线圈,气体被加热后,通过孔板内的一系列孔口传递到产品上。
回流焊结构与原理②爱迅通信工程部培训专用 SMT回流焊炉温区的工作原理就是当组装PCB板在金属网式或双轨式输送带上,通过回焊炉各温区段的热冷行程,以达到锡膏熔融及冷却结合成为焊点的目的。
1:预热区(又名:升温区)2:恒温区(保温区/活性区)3:回流区4:冷却区回流焊结构与原理③爱迅通信工程部培训专用 当PCB进入升温区时,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、元器件端头和引脚,焊膏软化、塌落、覆盖了焊盘,将焊盘、元器件引脚与氧气隔离。
PCB进入保温区时,使PCB和元器件得到充分的预热,以防PCB突然进入焊接高温区而损坏PCB和元器件。
当PCB进入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡对PCB的焊盘、元器件端头和引脚润湿、扩散、漫流或回流混合形成焊锡接点。
PCB进入冷却区,使焊点凝固此;时完成了回流焊。
回流焊温度曲线回流焊是电子制造业中常见的一种技术,它涉及将电子元器件焊接到电路板上。
这种焊接过程需要通过一定的温度控制保证焊点质量,而回流焊温度曲线则是这个过程中非常重要的一部分。
回流焊温度曲线通常是一个图形,它显示了整个焊接过程中焊接区域的温度变化情况。
这个图形通常包括四个主要的部分:预热区、焊接区、冷却区和可控的保温区。
每一个部分的温度变化都需要在整个焊接过程中进行精确控制。
预热区是焊接过程开始时的一段时间,在这个过程中,温度会缓慢升高,以保证焊接区域达到适当的温度,但又不至于造成过热或过早的蒸汽产生。
在预热区内,焊接区域的温度通常会升至150-200摄氏度左右。
焊接区是在预热区之后的一段时间里,温度会进一步升高,直至超过焊点和焊台的熔点。
在这一段时间内,焊料会融化并与将要焊接的元器件发生反应,从而实现焊接的目的。
在整个焊接区内,焊接区域的温度通常会保持在220-260摄氏度之间。
冷却区是焊接区之后的另一段时间,在这个过程中,被焊接的电路板会被迅速地冷却,以稳定焊点形态和组织。
在这一段时间内,焊接区域的温度通常会急剧下降,直至达到焊点和焊台的固化点为止。
最后是可控的保温区,这部分区域通常是为了保持焊点的最终组织状态和形态而设置的。
在这一部分的过程中,焊点和电路板的温度会保持在相对恒定的水平,以实现最终的化学和物理性质的稳定。
总的来说,回流焊温度曲线是一个非常重要的工具,它可以帮助工程师控制整个焊接过程的温度,从而实现良好的焊接效果。
对于电子制造业来说,这种技术是必不可少的,因为它可以确保产品的长期稳定性和可靠性。
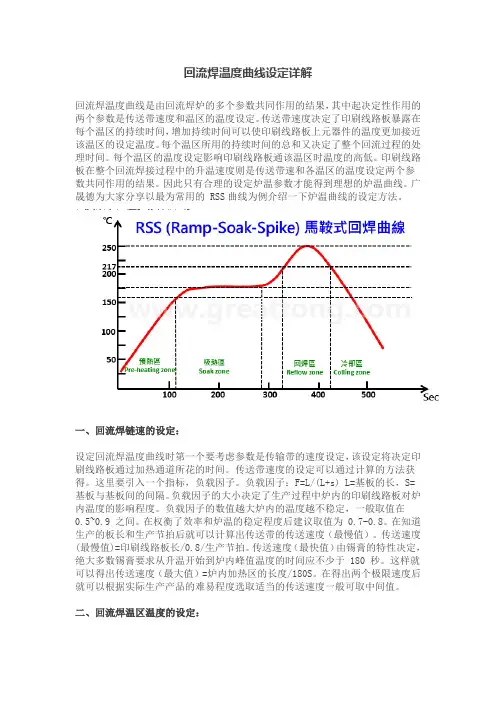
回流焊温度曲线设定详解回流焊温度曲线是由回流焊炉的多个参数共同作用的结果,其中起决定性作用的两个参数是传送带速度和温区的温度设定。
传送带速度决定了印刷线路板暴露在每个温区的持续时间,增加持续时间可以使印刷线路板上元器件的温度更加接近该温区的设定温度。
每个温区所用的持续时间的总和又决定了整个回流过程的处理时间。
每个温区的温度设定影响印刷线路板通该温区时温度的高低。
印刷线路板在整个回流焊接过程中的升温速度则是传送带速和各温区的温度设定两个参数共同作用的结果。
因此只有合理的设定炉温参数才能得到理想的炉温曲线。
广晟德为大家分享以最为常用的 RSS曲线为例介绍一下炉温曲线的设定方法。
一、回流焊链速的设定:设定回流焊温度曲线时第一个要考虑参数是传输带的速度设定,该设定将决定印刷线路板通过加热通道所花的时间。
传送带速度的设定可以通过计算的方法获得。
这里要引入一个指标,负载因子。
负载因子:F=L/(L+s) L=基板的长,S=基板与基板间的间隔。
负载因子的大小决定了生产过程中炉内的印刷线路板对炉内温度的影响程度。
负载因子的数值越大炉内的温度越不稳定,一般取值在0.5~0.9 之间。
在权衡了效率和炉温的稳定程度后建议取值为 0.7-0.8。
在知道生产的板长和生产节拍后就可以计算出传送带的传送速度(最慢值)。
传送速度(最慢值)=印刷线路板长/0.8/生产节拍。
传送速度(最快值)由锡膏的特性决定,绝大多数锡膏要求从升温开始到炉内峰值温度的时间应不少于 180 秒。
这样就可以得出传送速度(最大值)=炉内加热区的长度/180S。
在得出两个极限速度后就可以根据实际生产产品的难易程度选取适当的传送速度一般可取中间值。
二、回流焊温区温度的设定:一个完整的 RSS 炉温曲线包括四个温区分别为:回流焊预热区:其目的是将印刷线路板的温度从室温提升到锡膏内助焊剂发挥作用所需的活性温度135℃,温区的加热速率应控制在每秒 1~3℃,温度升得太快会引起某些缺陷,如陶瓷电容的细微裂纹。
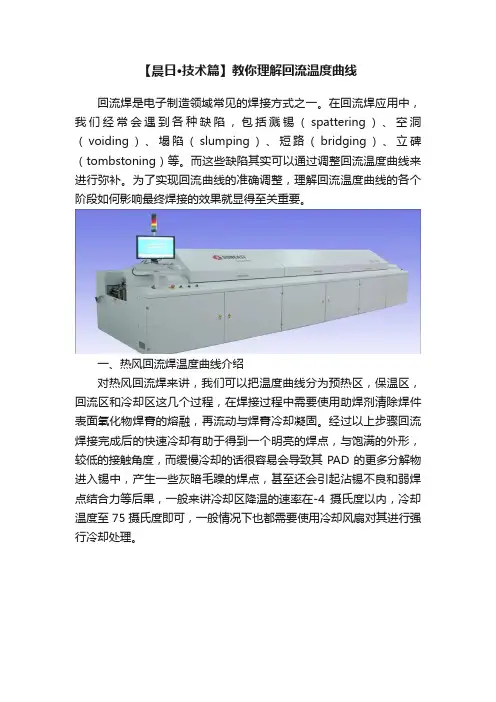
【晨日•技术篇】教你理解回流温度曲线回流焊是电子制造领域常见的焊接方式之一。
在回流焊应用中,我们经常会遇到各种缺陷,包括溅锡(spattering)、空洞(voiding)、塌陷(slumping)、短路(bridging)、立碑(tombstoning)等。
而这些缺陷其实可以通过调整回流温度曲线来进行弥补。
为了实现回流曲线的准确调整,理解回流温度曲线的各个阶段如何影响最终焊接的效果就显得至关重要。
一、热风回流焊温度曲线介绍对热风回流焊来讲,我们可以把温度曲线分为预热区,保温区,回流区和冷却区这几个过程,在焊接过程中需要使用助焊剂清除焊件表面氧化物焊膏的熔融,再流动与焊膏冷却凝固。
经过以上步骤回流焊接完成后的快速冷却有助于得到一个明亮的焊点,与饱满的外形,较低的接触角度,而缓慢冷却的话很容易会导致其PAD的更多分解物进入锡中,产生一些灰暗毛躁的焊点,甚至还会引起沾锡不良和弱焊点结合力等后果,一般来讲冷却区降温的速率在-4摄氏度以内,冷却温度至75摄氏度即可,一般情况下也都需要使用冷却风扇对其进行强行冷却处理。
理想炉温曲线二、热风回流焊温度曲线设置方法首先我们要了解回流焊的几个关键的地方及温度的分区情况及回流焊的种类:A、影响炉温的关键地方是:1.各温区的温度设定数值2.各加热马达的温差3.链条及网带的速度4.锡膏的成份5.PCB板的厚度及元件的大小和密度6.加热区的数量及回流焊的长度7.加热区的有效长度及泠却的特点等B、根据什么设置回流焊机温度曲线1、根据使用焊锡膏的温度曲线进行设置。
不同金属含量的焊锡膏有不同的温度曲线,应按照焊锡膏生产厂商提供的温度曲线进行设置具体产品的回流焊温度曲线;2、根据PCB的材料、厚度、是否多层板、尺寸大小等;3、根据表面组装板搭载元器件的密度、元器件的大小以及有无BGA、CSP等特殊元器件进行设置。
4、根据设备的具体情况,例如:加热区的长度、加热源的材料、回(再)流焊炉的构造和热传导方式等因素进行设置。
通过对回流焊温度曲线的分段描述,理解焊膏各成分在回流炉中不同阶段所发生的变化,给出获得最佳温度曲线的一些基本数据,并分析不良温度曲线可能造成的回流焊接缺陷。
在SMT生产流程中,回流炉参数设置的好坏是影响焊接质量的关键,通过温度曲线,可以为回流炉参数的设置提供准确的理论依据,在大多数情况下,温度的分布受组装电路板的特性、焊膏特性和所用回流炉能力的影响。
为充分理解焊膏在回流焊接的不同阶段会发生什么,产生的温度分布对焊膏组成成分的影响,以下先介绍焊膏的组成成分及其特性,再介绍获得温度曲线的方法,然后对温度曲线进行较为详细的分段简析,最后列表分析不良温度曲线可能造成的回流焊接缺陷。
(1)冷却段这一段焊膏中的铅锡粉末已经熔化并充分润湿被焊接表面,快速度地冷却会得到明亮的焊点并有好的外形及低的接触角度,缓慢冷却会使板材溶于焊锡中,而生成灰暗和毛糙的焊点,并可能引起沾锡不良和减弱焊点结合力。
(2)回流焊接段这一段把电路板带入铅锡粉末熔点之上,让铅锡粉末微粒结合成一个锡球并让被焊金属表面充分润湿。
结合和润湿是在助焊剂帮助下进行的,温度越高助焊剂效率越高,粘度及表面张力则随温度的升高而下降,这促使焊锡更快地湿润。
但过高的温度可能使板子承受热损伤,并可能引起铅锡粉末再氧化加速、焊膏残留物烧焦、板子变色、元件失去功能等问题,而过低的温度会使助焊剂效率低下,可能使铅锡粉末处于非焊接状态而增加生焊、虚焊发生的机率,因此应找到理想的峰值与时间的最佳结合,一般应使曲线的尖端区覆盖面积最小。
曲线的峰值一般为210℃-230℃,达到峰值温度的持续时间为3-5秒,超过铅锡合金熔点温度183℃的持续时间维持在20-30秒之间。
(3)保温段溶剂的沸点在125-150℃之间,从保温段开始溶剂将不断蒸发,树脂或松香在70-100℃开始软化和流动,一旦熔化,树脂或松香能在被焊表面迅速扩散,溶解于其中的活性剂随之流动并与铅锡粉末的表面氧化物进行反应,以确保铅锡粉末在焊接段熔焊时是清洁的。

回流焊曲线
回流焊曲线是指在表面组装(SMT)工艺中,用于控制回流焊过程的温度曲线。
回流焊是一种常见的电子元器件焊接工艺,通过将焊接区域加热至熔点,然后快速冷却以实现焊接。
一般来说,回流焊曲线通常包括预热阶段、保温阶段和冷却阶段。
曲线的斜率、峰值温度、保温时间和冷却速率等参数会根据具体的焊接要求和元器件特性而有所不同。
预热阶段:将焊接区域温度逐渐升高,以达到焊接温度所需的预定温度。
保温阶段:在达到焊接温度后,保持一定时间以确保焊料充分熔化和元器件焊接牢固。
冷却阶段:将焊接区域温度迅速降低,使焊点迅速凝固并固定在PCB板上。
通过控制回流焊曲线,可以确保元器件焊接的质量和可靠性,避免因温度过高或过低而导致的焊接缺陷。