回流焊曲线讲解
- 格式:ppt
- 大小:419.00 KB
- 文档页数:5

回流焊八温区标准曲线
回流焊八温区标准曲线
回流焊是一种用于电子元件焊接的工艺,其八温区标准曲线是回流焊温度设置的参考。
以下是回流焊八温区标准曲线的各个阶段:
1.预热阶段
在预热阶段,温度从室温逐渐上升到预热温度。
这个阶段的目的是使回流焊炉内的温度稳定,以确保焊接效果的一致性。
预热阶段通常持续几分钟,并且在这个阶段,元件逐渐加热到足够温度,以便进行下一步操作。
2.浸温阶段
在浸温阶段,温度继续上升到浸温温度。
这个阶段的目的是使元件的焊接部分达到熔点,以便进行焊接操作。
浸温阶段通常持续几秒钟,并且在这个阶段,元件焊接部分会融化并准备好进行焊接。
3.回流阶段
在回流阶段,温度继续上升到回流温度。
这个阶段的目的是使焊接部分的金属完全熔化并形成焊点。
回流阶段通常持续几秒钟,并且在这个阶段,元件被放置在回流焊炉中,以形成焊接点。
4.冷却阶段
在冷却阶段,温度逐渐降低到室温。
这个阶段的目的是使焊接部分的金属冷却并固定下来。
冷却阶段通常持续几分钟,并且在这个阶段,元件被取出并放置在冷却架上,以加速冷却过程。
以上是回流焊八温区标准曲线的四个阶段。
在设置回流焊温度时,应该根据具体的元件和焊接需求进行调整,以确保焊接效果的最佳化。
有关“回流焊温度”的曲线与翘曲
回流焊温度曲线是焊接过程中温度随时间变化的曲线,它对于焊接质量和焊接效果具有重要影响。
翘曲是焊接过程中常见的缺陷之一,表现为焊接后焊点表面不平整、扭曲或弯曲。
有关“回流焊温度”的曲线与翘曲如下:
1.预热区温度过低:如果预热区温度过低,会导致焊料没有充分软化,流动性差,容易形
成焊点表面不平整、扭曲或弯曲的现象。
适当提高预热区温度可以改善翘曲现象。
2.升温斜率过大:如果升温斜率过大,会使板材变形翘曲,焊点也会受到一定的影响,从
而导致翘曲。
因此,需要选择适当的升温斜率,缓慢升温,避免板材和焊点过快受热而变形。
3.峰值温度过高:如果峰值温度过高,会使焊料过度熔化,导致焊点形状不规则、表面不
平整,甚至出现焊珠现象。
适当降低峰值温度可以改善翘曲现象。
4.冷却区温度过低或冷却速度过快:如果冷却区温度过低或冷却速度过快,会导致焊点收
缩过快,容易形成表面不平整、扭曲或弯曲的现象。
适当提高冷却区温度或减缓冷却速度可以改善翘曲现象。
综上所述,回流焊温度曲线对翘曲的影响主要表现在预热区温度、升温斜率、峰值温度和冷却区温度等方面。
为了获得良好的焊接效果和减少翘曲现象,需要根据具体的焊接材料和工艺要求,合理设置回流焊温度曲线。

回流焊温度曲线讲解引言回流焊是电子产品制造中常用的一种焊接方法,它通过在高温环境下对焊接点进行加热,使焊膏熔化并与焊接点结合。
回流焊的温度曲线对焊接质量起着重要影响,本文将对回流焊温度曲线进行详细讲解。
回流焊温度曲线回流焊温度曲线通常是一个时间-温度图表,描述了在回流焊过程中焊接区域的温度变化情况。
回流焊温度曲线一般由以下几个阶段组成:预热阶段在回流焊过程开始之前的预热阶段,温度逐渐升高以使电路板和组件适应温度变化并消除一些潜在的热应力。
预热阶段温度通常从室温开始,逐渐升高至大约100°C。
热上升阶段热上升阶段是回流焊过程中温度升高最迅速的阶段,通常称为“热冲击”。
在这个阶段,温度快速上升至最高点,以确保焊接区域达到足够的温度以熔化焊膏。
焊接保持阶段焊接保持阶段是回流焊过程中温度维持在一定水平的阶段,通常在焊接温度的峰值处保持一段时间。
在这个阶段,焊膏完全熔化并与焊接点形成牢固的连接。
冷却阶段冷却阶段是回流焊过程中温度逐渐降低的阶段,焊接区域的温度逐渐接近室温。
冷却速率对焊接质量也有一定影响,过快的冷却可能导致焊接点的冷焊和应力积累。
回流焊温度曲线设计原则设计良好的回流焊温度曲线能够保证焊接质量,提高生产效率和产品可靠性。
以下是一些回流焊温度曲线设计的原则:温度控制回流焊温度曲线的设计应考虑到焊接区域的温度分布,确保所有焊接点达到所需的温度。
控制温度过高可能导致焊接点损坏或电路板变形,而温度过低则会导致焊接不良。
上升速率热上升阶段的速率应根据回流焊设备和焊接材料的规格来确定。
过快的上升速率可能导致焊接区域温度不均匀,增加焊接缺陷的风险。
焊接保持时间焊接保持阶段的时间应根据焊膏的特性和焊接点的要求来确定。
保持时间过短可能导致焊点不够牢固,而保持时间过长可能会造成过度熔化和焊接缺陷。
冷却速率冷却阶段的速率应适中,过快的冷却速率可能引起焊接点冷焊,过慢的冷却速率则可能导致应力积累和焊接不稳定。
回流焊PCB温度曲线讲解回流焊是一种常用的电子组装工艺,用于将电子元件焊接到印刷电路板(PCB)上。
在回流焊过程中,PCB需要经历一系列的温度变化,以确保焊点可靠连接。
下面将讲解回流焊温度曲线的各个阶段及其作用。
1. 预热阶段(Preheat Stage):回流焊过程开始时,PCB需要从室温逐渐升温至预定温度。
预热阶段的作用是除去PCB上的水分和挥发性有机物,以避免在焊接过程中产生气泡和蒸汽。
通常,预热温度为100°C至150°C,持续时间为1至2分钟。
2. 热液相预热阶段(Thermal Soak Stage):在预热阶段后,PCB会继续加热至更高的温度,通常为150°C至200°C。
这一阶段的目的是让整个PCB均匀达到焊接温度,以减少焊接过程中的热应力。
热液相预热阶段的持续时间通常为1至4分钟。
3. 焊接阶段(Reflow Stage):当PCB达到焊接温度时,焊膏开始熔化,将电子元件与PCB焊接在一起。
焊接温度通常为220°C至245°C,具体取决于焊膏的特性。
焊接阶段的持续时间通常为1至3分钟。
4. 冷却阶段(Cooling Stage):焊接完成后,PCB需要冷却到室温,以确保焊点的稳定性。
冷却阶段通常使用强制风冷却或自然冷却。
冷却时间因焊接设备和PCB的尺寸而异,一般为1至5分钟。
回流焊温度曲线中的每个阶段都有其特定的温度和时间要求,这是为了保证焊接质量和工艺稳定性。
通过控制这些参数,焊接过程中的温度变化可以最小化,从而减少因热应力引起的PCB变形和元件损坏的风险。
总结来说,回流焊温度曲线包括预热阶段、热液相预热阶段、焊接阶段和冷却阶段。
每个阶段都有其特定的温度和时间要求,以确保焊接质量和PCB的稳定性。
通过合理控制回流焊温度曲线,可以提高焊接过程的可靠性和稳定性,从而保证电子产品的性能和可靠性。
回流焊是一种广泛应用于电子制造业的关键工艺,它能够将电子元件精准地焊接到印刷电路板(PCB)上。
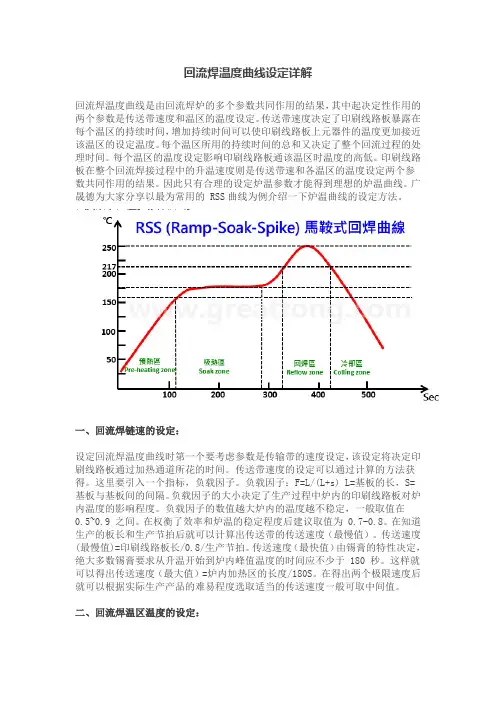
回流焊温度曲线设定详解回流焊温度曲线是由回流焊炉的多个参数共同作用的结果,其中起决定性作用的两个参数是传送带速度和温区的温度设定。
传送带速度决定了印刷线路板暴露在每个温区的持续时间,增加持续时间可以使印刷线路板上元器件的温度更加接近该温区的设定温度。
每个温区所用的持续时间的总和又决定了整个回流过程的处理时间。
每个温区的温度设定影响印刷线路板通该温区时温度的高低。
印刷线路板在整个回流焊接过程中的升温速度则是传送带速和各温区的温度设定两个参数共同作用的结果。
因此只有合理的设定炉温参数才能得到理想的炉温曲线。
广晟德为大家分享以最为常用的 RSS曲线为例介绍一下炉温曲线的设定方法。
一、回流焊链速的设定:设定回流焊温度曲线时第一个要考虑参数是传输带的速度设定,该设定将决定印刷线路板通过加热通道所花的时间。
传送带速度的设定可以通过计算的方法获得。
这里要引入一个指标,负载因子。
负载因子:F=L/(L+s) L=基板的长,S=基板与基板间的间隔。
负载因子的大小决定了生产过程中炉内的印刷线路板对炉内温度的影响程度。
负载因子的数值越大炉内的温度越不稳定,一般取值在0.5~0.9 之间。
在权衡了效率和炉温的稳定程度后建议取值为 0.7-0.8。
在知道生产的板长和生产节拍后就可以计算出传送带的传送速度(最慢值)。
传送速度(最慢值)=印刷线路板长/0.8/生产节拍。
传送速度(最快值)由锡膏的特性决定,绝大多数锡膏要求从升温开始到炉内峰值温度的时间应不少于 180 秒。
这样就可以得出传送速度(最大值)=炉内加热区的长度/180S。
在得出两个极限速度后就可以根据实际生产产品的难易程度选取适当的传送速度一般可取中间值。
二、回流焊温区温度的设定:一个完整的 RSS 炉温曲线包括四个温区分别为:回流焊预热区:其目的是将印刷线路板的温度从室温提升到锡膏内助焊剂发挥作用所需的活性温度135℃,温区的加热速率应控制在每秒 1~3℃,温度升得太快会引起某些缺陷,如陶瓷电容的细微裂纹。
【晨日•技术篇】教你理解回流温度曲线回流焊是电子制造领域常见的焊接方式之一。
在回流焊应用中,我们经常会遇到各种缺陷,包括溅锡(spattering)、空洞(voiding)、塌陷(slumping)、短路(bridging)、立碑(tombstoning)等。
而这些缺陷其实可以通过调整回流温度曲线来进行弥补。
为了实现回流曲线的准确调整,理解回流温度曲线的各个阶段如何影响最终焊接的效果就显得至关重要。
一、热风回流焊温度曲线介绍对热风回流焊来讲,我们可以把温度曲线分为预热区,保温区,回流区和冷却区这几个过程,在焊接过程中需要使用助焊剂清除焊件表面氧化物焊膏的熔融,再流动与焊膏冷却凝固。
经过以上步骤回流焊接完成后的快速冷却有助于得到一个明亮的焊点,与饱满的外形,较低的接触角度,而缓慢冷却的话很容易会导致其PAD的更多分解物进入锡中,产生一些灰暗毛躁的焊点,甚至还会引起沾锡不良和弱焊点结合力等后果,一般来讲冷却区降温的速率在-4摄氏度以内,冷却温度至75摄氏度即可,一般情况下也都需要使用冷却风扇对其进行强行冷却处理。
理想炉温曲线二、热风回流焊温度曲线设置方法首先我们要了解回流焊的几个关键的地方及温度的分区情况及回流焊的种类:A、影响炉温的关键地方是:1.各温区的温度设定数值2.各加热马达的温差3.链条及网带的速度4.锡膏的成份5.PCB板的厚度及元件的大小和密度6.加热区的数量及回流焊的长度7.加热区的有效长度及泠却的特点等B、根据什么设置回流焊机温度曲线1、根据使用焊锡膏的温度曲线进行设置。
不同金属含量的焊锡膏有不同的温度曲线,应按照焊锡膏生产厂商提供的温度曲线进行设置具体产品的回流焊温度曲线;2、根据PCB的材料、厚度、是否多层板、尺寸大小等;3、根据表面组装板搭载元器件的密度、元器件的大小以及有无BGA、CSP等特殊元器件进行设置。
4、根据设备的具体情况,例如:加热区的长度、加热源的材料、回(再)流焊炉的构造和热传导方式等因素进行设置。

回流焊曲线
回流焊曲线是指在表面组装(SMT)工艺中,用于控制回流焊过程的温度曲线。
回流焊是一种常见的电子元器件焊接工艺,通过将焊接区域加热至熔点,然后快速冷却以实现焊接。
一般来说,回流焊曲线通常包括预热阶段、保温阶段和冷却阶段。
曲线的斜率、峰值温度、保温时间和冷却速率等参数会根据具体的焊接要求和元器件特性而有所不同。
预热阶段:将焊接区域温度逐渐升高,以达到焊接温度所需的预定温度。
保温阶段:在达到焊接温度后,保持一定时间以确保焊料充分熔化和元器件焊接牢固。
冷却阶段:将焊接区域温度迅速降低,使焊点迅速凝固并固定在PCB板上。
通过控制回流焊曲线,可以确保元器件焊接的质量和可靠性,避免因温度过高或过低而导致的焊接缺陷。