
33
echnique
T
工 艺
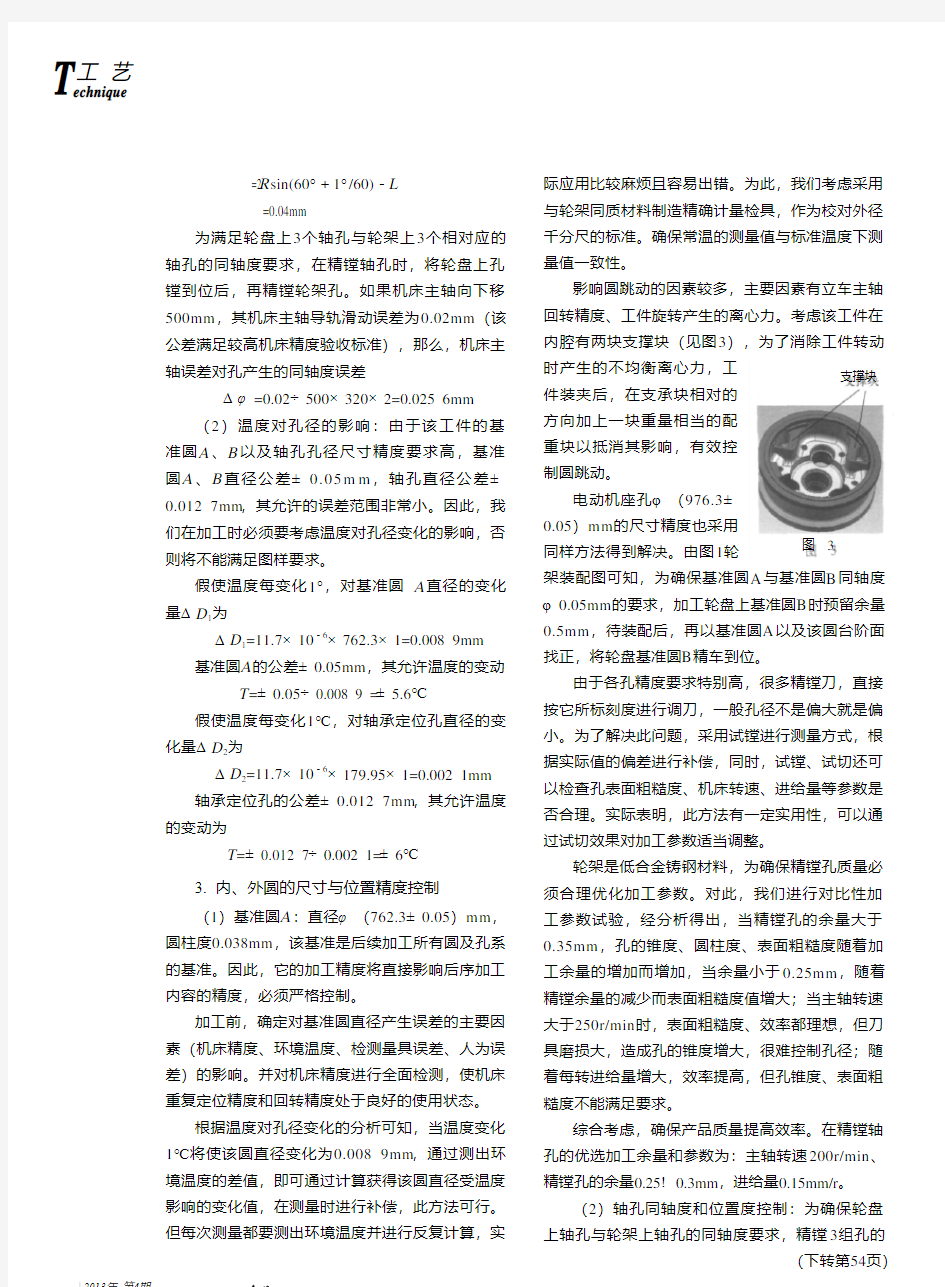
行星轮减速器(见图1)是大型装载机行走驱动重要部件,具有结构紧凑,承载能力大,传动精度和效率高的特点,可以实现运动的合成与分解。由于行星轮架制造技术要求极高,严重制约其发展和国产化,是公认的技术难题。轮架(见图2)为铸造合金钢;轮盘、弧板
为球墨铸铁。几何精度和位置精度要求颇高,加工难度大。
图2 轮架结构
1.轮盘
2.轮架
3.弧板
1. 重要加工要素分析
(1)基准圆A 、电动机座孔和中部齿轮孔尺寸要求高,是行星轮架的关键要素,为确保其加工尺寸以及形位公差等要求,机床的回转精度、几何精度要求高,而且工件装夹找正要尽量减少人为误差,加工过程必须按粗加工、半精加工、精加工三步进行。
(2)该行星轮架为组合体,轮架上基准圆A 与轮盘上基准圆B 同轴度是该工件的又一关键特
征,其同轴度要求高,如果将轮架上基准圆A 与轮盘上基准圆B 分别加工到位,装配后是很难达到同轴度要求的;因此,在加工轮盘B 基准圆时应留余量0.5mm ,待装配后,再以基准圆A 找正,基准圆
A 的台阶面找平,将基准圆
B 加工到位。
(3)三组齿轮轴承孔是行星轮架的又一关键要素,尺寸精度及形位公差要求特别高。而且轮架上三个齿轮轴承定位孔与轮盘上三个相对应的齿轮
轴承定位孔的同轴度要求高,在轮架加工时,如果将该孔精加工到位,再精加工轮盘上三个轴承定位孔时,由于机床主轴Z 轴的运动误差与机床X 轴、
Y 轴的重复定位误差的累积,加工出来的孔很难同时既满足形状公差又满足与轮架上轴承孔相对应的
同轴度公差。通过分析改变加工方式:采用精加工轮架上三个轴承定位孔时,先预留0.5mm ,待装配
后,与轮盘上轴承定位孔同时进行精加工,减少加工过程中误差。
2. 误差分析
(1)机床精度对孔系位置度影响:当机床几何轴X 、Y 轴运动时,3个孔中心半径R 的实际尺寸增加或减少ΔR =±0.02m m ,在计算中,取
R =0.02mm ,假想圆心角为120°不变,则三个孔中心距相应的增量为
ΔL =2(R +ΔR )sin(θ/2)-L
=2×(254+0.02)×sin(120/2)- 439.94 =0.035mm
当三个孔圆心角θ的实际角度增加或减少Δθ=±1'时,半径R =254mm ,则3个中心距相应增加量为
ΔL =2R sin(θ/2+Δθ)-L
五粮液普什模具有限公司 (四川宜宾 644007) 余正江
行星轮架孔系加工
图1 行星轮减速器总成
2
3
1
A -A
畢業設計(論文)任務書 機電工程系機械設計製造及其自動化專業09機本班姓名:畢業設計(論文)時間:2013 年 3 月11 日至2013 年 6 月21 日畢業設計(論文)題目:制動鼓孔系加工專用機床主傳動系統設計 畢業設計(論文)任務 一、本畢業設計課題應達到的目的 本課題為機械加工的專用設備,用於汽車制動系統中零件-制動鼓孔系加工。通過設計培養學生獨立進行專用機床設計、計算的能力,使之熟悉專用機床設計的一般步驟,提高學生的工程意識、工程實踐能力和科技寫作水準。 能夠結合題目搜集資料,查閱相關文獻;具有扎實的機械設計,專用機床設計知識;具有較強的獨立設計能力。 設計內容包括零件的分析,機械加工方案的制定,專用機床總體方案的選擇,方案的優化與比較,部件設計,關鍵件的計算、校核,零件工作圖設計等內容。 二、主要技術參數 1.生產綱領:10萬 2.零件材料:HT200 3.廢品率:1% 4.備品率:5% 三、本畢業設計課題任務的內容和要求 設計內容包括零件的分析,機械加工方案的制定,專用機床總體方案的選擇,方案的優化與比較,部件設計,關鍵件的計算、校核,零件工作圖設計等內容。 要求:1、搜集資料,查閱文獻,現場實習,熟悉當前相關研究動態,完成開題報告。 2、論證和擬定總體方案(結構組成佈局及聯繫尺寸圖、控制方式等)(圖、表)。 3、具體機構的設計,關鍵件的計算、校核等。 4、裝配圖與零件圖(主傳動系統)。 5、撰寫設計計算說明書(不少於1.8萬字);相關外文翻譯(不少於3千漢字)。 四、對本畢業設計課題成果的要求 (1)開題報告一份。 (2)圖紙不少於折合3張A0圖紙。 (3)完成設計說明書一份。
在卧式镗床上加工同轴小孔的方法 摘要:本文主要介绍了在卧式镗床上加工同轴孔系的两种方法。 关键词:同轴度卧式镗床定中心基准 在生产中,经常会遇到同轴孔系间距较大,而且孔的直径又较小的零部件,例如300R 阀体和250本体。这种同轴孔的加工难度较大,如果采用镗孔的加工方法,则无法找到合适的镗杆,并且镗杆较细,刚性较差,难以保证孔系的加工精度要求;如果使用加长钻头用常规加工方法不能保证同轴度要求;如果采用利用工作台回转180度掉头镗的加工方法,则受机床精度影响,其同轴度误差较大,因达不到设计要求造成废品,会给生产带来一定的损失。如果使用先进的专用设备又会增加成本。因此,我在多年的生产实践中发现采用卧式镗床,辅以恰当的加工方法,使用常用普通的刀具就能解决这类问题,效果较好不但能够保证跨距大小孔系的同轴度,而且能够提高生产效率,降低生产成本。下面介绍我用过的两种解决这类问题的加工方法。 1、采用弯板与定位销结合的方式进行定位装夹,掉头加工的加工方法。方法适合加工如250本体类零件。如图(一) 1.1、工艺分析: 1.1.1、加工孔的直径为¢11(+0.021 ),内孔表面粗糙度为Ra1.6,两孔同轴度要求 为¢0.04,A和B面的距离为126。
1.1.2、刀具的选用:中心钻、¢10.5钻头、¢11H7铰刀、¢30钻头、面铣刀。 1.1.3、使用的工装、工具:弯板、¢11定位销、磁力百分表。 1.1.4、量具的选用:1-150卡尺、0-25千分尺、0-18内径百分表。 1.2、采取的技术手段:先加工出简图标识的A面的¢11孔至图要求,并铣A面(余量为0.05至0.1毫米作工艺用),再用弯板和定位销定位装夹工件加工B面¢11孔。 1.3、主要操作过程:将工件放置在工作台上,找正A面(工作台横向小于0.05毫米),采用压板螺栓方式夹紧,中心钻打出中心孔(用以引正钻头),用¢10.5钻头钻孔,孔口倒角,铰孔至¢11(+0.021 ),使用面铣刀铣A面(铣削深度0.05至0.1毫米)。上弯板,用0 磁力百分表找正弯板(上下左右均小于0.02毫米),在弯板上钻铰定位销孔,装入定位销,注意保持镗床工作台、主轴箱位置不变(允许工作台纵向移动)。将工件装夹在弯板上,中心钻打出中心孔,用¢10.5钻头钻孔,孔口倒角,铰孔至¢11(+0.021 ),完工检验。 2、采用定位心轴定位与辅助平面找正,掉头加工的加工方法。方法适用300R阀体类零件的加工。如图(二) 2.1、工艺分析: 2.1.1、加工孔的直径为¢11(+0.021 ),内孔表面粗糙度为Ra1.6,两孔同轴度要求 为¢0.04,A和B面的距离为126。 2.1.2、刀具的选用:中心钻、¢10.5钻头、¢11H7铰刀、¢30钻头、面铣刀。
0 引言 随着现代化机器向高速、高效和高精度发展,对机械零件的精度要求越来越高,其结构日趋复杂,特别是多孔系的箱体和复杂零件的出现,为机械加工开创了新的研究课题。 车床车头箱箱体是结构比较复杂的一种箱体。它的箱壁厚薄不均,要求加工表面较多,精度要求较高。箱体的加工表面主要是一些孔和平面。精度要求较高的支承孔以及孔与孔间、孔与平面间的相互位置精度较难保证,成为生产中的关键。 在箱体加工工艺中, 其工艺流程为先加工作为精基准的平面,然后以加工好的平面定位加工孔。其次,由于箱体上的孔是分布在外壁和中间隔壁的平面上的,采用先加工平面,可切去铸件表面的凹凸不平及夹砂等缺陷,这样不仅有利于以后工序的孔加工(例如,钻孔时可减少钻头引偏),也有利于保护刀具、对刀和调整等。 在现代生产中,机床夹具是一种不可缺少的工艺装备,它是一种能够使工件按一定的技术要求准确定位和牢固夹紧的工艺装备,广泛地应用于机械加工、检测和装配等整个工艺过程中。机床夹具直接影响着加工的精度、劳动生产率和产品的制造成本等,故机床夹具设计在产品设计和制造以及生产技术准备中占有及其重要的地位。 镗床夹具又称镗模,其功用是保证箱体类工件的孔及孔系的加工精度。镗模是依靠专门的导引元件——镗套来导引镗杆,从而保证所镗的孔具有很高的位置精度。因此,采用镗模后,镗孔的精度便可不受机床精度的影响。镗模广泛应用于高效率的专用组合镗床和一般普通镗床。即使缺乏上述专门的镗孔设备的工厂,也可以利用镗模来加工箱体孔系。 目前广泛应用的镗模,一般由以下元件组成:定位元件(如支承板等)、夹紧元件(如螺钉、压板等)、引导元件(如镗套等)、夹具体(如镗模支架、底座)。 镗模设计中,除合理解决工件的定位和夹紧外,还要着重考虑镗套、镗模支架、镗模底座和镗杆的设计问题。 工件的定位按照定位基准的选择原则,结合工件的结构特点和加工时应限制的自由度,选择定位元件及其组合。首先要保证满足工件的加工精度,尽量减少定位误差。同时,要使定位稳定可靠。定位元件要具有精度高、耐磨性好以及有足够的强度和刚度。 根据工件结构特点和定位方案,确定工件的夹紧方式。夹紧力的作用点,一般在工艺文件中已有规定,故尽可能遵循原夹紧点的位置,以保证工件定位稳定和防止工件在切削力、重力和惯性力作用下发生位置移动。 镗套的型式有固定式镗套和回转式镗套。固定式镗套工作时不能随镗杆转动,而与镗杆之间有相对运动,适用于低速场合。回转式镗套随镗杆一起转动,镗杆只在镗
加工箱体长孔的工艺方法和应用 【摘要】本文阐述了箱体孔系的常用的加工方法,重点分析了加工箱体长孔的工艺方法,同时结合轮胎起重机行走箱体中拨叉轴孔的加工问题,探讨了加工箱体长孔新工艺的应用,从而达到保证箱体长孔加工质量的目的。 【关键词】箱体长孔;工艺方法;镗床 在加工箱体长孔过程中,由于长孔的孔径和精度要求较高,通常用的加工手段是:首先,用钻头钻出孔(粗加工)后,留出精加工余量,再由技术水平较高的工人师傅直接镗出内孔达到精度要求;其次,完成工序:钻孔→扩孔→粗铰→精铰,来保证孔的质量。 1箱体孔系的加工方法 所谓的孔系是箱体上若干有相互位置精度要求的孔的组合。孔系可分为平行孔系、同轴孔系和交叉孔系。孔系加工是箱体加工的关键,根据箱体加工批量的不同和孔系精度要求的不同,孔系加工所用的方法也是不同的。 1.1平行孔系的加工 1.1.1找正法 找正法是在通用机床(镗床、铣床)上利用辅助工具来找正所要加工孔的正确位置的加工方法。这种找正法加工效率低,一般只适于单件小批生产。找正时除根据划线用试镗方法外,有时借用心轴量块或用样板找正,以提高找正精度。 (1)心轴和量块找正法。镗第一排孔时将心轴插入主轴孔内(或直接利用镗床主轴),然后根据孔和定位基准的距离组合一定尺寸的块规来校正主轴位置,校正时用塞尺测定块与心轴之间的间隙,以避免块规与心轴直接接触而损伤块规。镗第二排孔时,分别在机床主轴和已加工孔中插入心轴,采用同样的方法来校正主轴轴线的位置,以保证孔心距的精度。这种找正法其孔心距精度可达0.03mm。 (2)样板找正法。用l0~20mm厚的钢板制成样板,装在垂直于各孔的端面上(或固定于机床工作台上),样板上的孔距精度要高于箱体孔系的精度(一般0.0l~0.03mm),样板上的孔径较工件的孔径要大,以便于镗杆通过。 1.1.2镗模法 在成批生产中,广泛采用镗模加工孔系。工件装夹在镗模上,镗杆被支承在镗模的导套内,导套的位置决定了镗杆的位置,装在镗杆上的镗刀将工件上相应的孔加工出来。
箱体孔系加工和常用工艺装备 一、箱体零件孔系加工 箱体上一系列相互位置有精度要求的孔的组合,称为孔系。孔系可分为平行孔系「图8-35(a)〕、同轴孔系[图8-35(b)」和交叉孔系[图8-35(c)]。孔系加工不仅孔本身的精度要求较高,而且孔距精度和相互位置精度的要求也高,因此是箱体加工的关键。孔系的加工方法根据箱体批量不同和孔系精度要求的不同而不同,现分别予以讨论。 (一)平行孔系的加工 平行孔系的主要技术要求是各平行孔中心线之间及中心线与基准面之间的距离尺寸精度和相互位置精度。生产中常采用以下几种方法 1.找正法 找正法是在通用机床上借助辅助工具来找正要加工孔的正确位置的加工方法。这种方法加工效率低,一般只适用于单件小批生产。根据找正方法的不同,找正法又可分为以下几种: (l)划线找正法。加工前按照零件图在毛坯上划出各孔的位置轮廓线,然后按划线一一进行加工。划线和找正时间较长,生产率低,而且加工出来的孔距精度也低,一般在±0.5 mm 左右。为提高划线找正的精度,往往结合试切法进行。即先按划线找正镗出一孔再按线将主轴调至第二孔中心,试镗出一个比图样要小的孔,若不符合图样要求,则根据测量结果更新调整主轴的位置,再进行试镗、测量、调整,如此反复几次,直至达到要求的孔距尺寸。此法虽比单纯的按线找正所得到的孔距精度高,但孔距精度仍然较低且操作的难度较大,生产效率低,适用于单件小批生产。 (2)心轴和块规找正法。镗第一排孔时将心轴插人主轴孔内(或直接利用镗床主轴),然后根据孔和定位基准的距离组合一定尺寸的块规来校正主轴位置,如图8-36所示。校正时用塞尺测定块规与心轴之间的间隙,以避免块规与心轴直接接触而损伤块规。镗第二排孔时,分别在机床主轴和加工孔中插入心轴,采用同样的方法来校正主轴线的位置,以保证孔心距的精度。这种找
毕业设计(论文) 题目变速箱壳体孔系加工专用机床设计(左主轴箱) 2014年6月 5 日
变速箱壳体孔系加工专用机床设计(左主轴箱) 摘要 组合机床是一种专用高效自动化技术装备,因而被广泛应用于汽车、拖拉机、内燃机和压缩机等许多工业生产领域。本次设计的是钻变速箱体左端面孔组合机床,主要完成组合机床的多轴箱设计。通过分析比较,确定了选用卧式单工位组合机床以加工零件左端面孔系;为确保加工精度,采用一面两销的定位方式;为实现无极调速,安全可靠,选择液压组合滑台;根据零件的大小及被加工孔位置确定主轴箱的轮廓尺寸;通过计算确定主轴和传动轴的直径;齿轮模数是通过类比法确定;齿轮齿数和中间传动轴的位置是由计算、作图和多次试凑相结合的办法确定;计算主轴、传动轴的坐标并进行中心距的验算,确定部分轴上采用变位齿轮;轴上的齿轮套、键等零件按轴号选择相应的标准件。 关键词:组合机床;多轴箱;主轴;传动轴;齿轮
Abstract Combination machine tools is a kind of special high automation technology and equipment, and therefore is widely used in automobiles, tractors, internal combustion engines and compressors many industrial production field. This design is to drill the left side face of gear case combination machine tools, the main spindle box of modular machine tool design. Through analysis and comparison, to determine the selection of horizontal simplex bit left side face of combination machine tools for machining parts is; In order to ensure the machining accuracy, using a two pin positioning way; In order to achieve the infinite speed, safe and reliable, choose hydraulic combination sliding table; According to the size of the parts and processed hole location to determine the outline of the spindle box size; Through the calculate and determine the main shaft and the diameter of the shaft; Gear modulus is determined by analogy method; The gear teeth and the position of the intermediate shaft is by calculating, drawing and the combination of trial and error method to determine many times; Calculate the coordinates of main shaft, the shaft and calculating the center distance, determined in the light of the deflection of shaft gear; Shaft of the gear set, key parts such as press shaft, select the corresponding standard. Key words: combination machine tools; Spindle box; Main shaft; Transmission shaft; gear
提高孔加工的精度的方法 对于钳工专业而言,钻孔是其中最重要的加工操作,它是一种确定孔系和孔位置准确度的方式。钻削加工时,操作者可以利用理论联系实际的方法分析出孔的中心位置、确定钻床主轴线和被加工工件表面的垂直度以及做好麻花钻刃磨的质量提升工作,从而达到不断提升钻孔工艺以及提高钳工操作能力的目的,希望本文能够使更多的人掌握钳工孔加工精度的方法 在钳工专业的基本实习训练中,孔加工是相对比较难掌握的基本操作之一。在孔加工实习训练中反映问题最多的是单孔的直径控制和多孔的孔距精度控制,特别是对孔距的精度控制最为突出。在实践中,如果是成批量的生产加工,可以通过制做工卡具来实现对孔距的控制,这样不仅能满足产品的技术要求,还能极大地提高工作效率。但在小批量的生产加工中,对孔和孔距的形状和位置精度控制,则要通过划线、找正等方法来予以保证。? 一、钳工孔加工实习课题训练中容易出现的问题:? 1、钻孔时孔径超出尺寸要求,一般是孔径过大;? 2、孔的表面粗糙度超出规定的技术要求;? 3、孔的垂直度超出位置公差要求;? 4、孔距(包括边心距和孔距)超出尺寸公差的要求;? 二、孔加工中出现问题的主要原因分析:? 1、钻头刃磨时两个主切削刃不对称,在钻削过程中,使钻头的径向受力;? 2、对钻削的切削速度选择不当;? 3、钻削时工件未与钻头保持垂直;?
4、未对孔距尺寸公差进行跟踪控制;? 三、提高孔加工精度的方法:? 在孔加工的课题训练中,对于前三个问题,需要加强练习。比如主切削刃的不对称问题,在刃磨时,要对砂轮面进行检查,如果砂轮的磨削面不平整,应及时进行修整,刃磨的角度应保持一致。对于不同的孔径,要选择相应的切削速度。在钻孔过程中,自始至终都要避免钻头的径向受力。钻孔时,不仅要保证平口钳的上平面与钻头的垂直,也要保证夹持工件时夹持面与加工表面的垂直。夹持要牢固,避免在钻孔过程中,由于夹持不牢使工件发生滑陷。这些都需要在实习的过程中让学生慢慢体会和认真掌握的。? 最容易出现也是最难掌握的问题是孔距精度的控制问题,在这里作一下重点阐述。传统的孔的位置精度的检查是靠划出“检查圆”和“检查框”的方法。“检查圆”它是在钻孔划线完毕后,用划规以样冲眼为中心,划出比需要加工孔的直径大的“检查圆”,作为钻孔时检查位置是否准确的参照基准。由于划规在旋转中其确定圆心的脚尖与样冲眼的接触中会产生滑动,使划规划的“检查圆”容易产生误差。“检查框”是利用高度游标卡尺在孔的十字中心线上划出等距的方格,是在钻孔的初期样冲眼灭失时,用来替代样冲眼检查孔位置是否正确的依据,“检查框”确定的找正基准可以保证钻孔的中心与样冲眼定位的中心重合,保证划线精度,也避免了划“检查圆”的误差。这两种保证孔位置精度的做法在教学中很难被学生掌握。在多年的钳工实习教学实践中,对于孔距的控制我采用的是“跟踪控制法”。所谓“跟踪控制”,就是从划线开始,到加工结束,每一道加工工序都要通过认真的检查来保证孔距的精度要求在加工者的控制之中。做到前道加工工序是后一道加工工序的精度控制前提,后一道加工序是前一道加工工序的精度控制保证。一环扣一环,从
平行孔系的加工方法 平行孔系的主要技术要求是各平行孔中心线之间及中心线与基准面之间的距离尺寸精度和相互位置精度。生产中常采用以下几种方 法。 1.找正法 找正法是在通用机床上,借助辅助工具来找正要加工孔的正确位置的加工方法。这种方法加工效率低,一般只适用于单件小批生产。 根据找正方法的不同。找正法又可分为以下几种: (l) 划线找正法加工前按照零件图在毛坯上划出各孔的位置轮廓线,然后按划线一一进行加工。划线和找正时间较长,生产率低,而且加工出来的孔距精度也低,一般在±0.5mm左右。为提高划线找正的精度,往往结合试切法进行。即先按划线找正镗出一孔,再按线将主轴调至第二孔中心,试镗出一个比图样要小的孔,若不符合图样要求,则根据测量结果更新调整主轴的位置,再进行试镗、测量、调整,如此反复几次,直至达到要求的孔距尺寸。此法虽比单纯的按线找正所得到的孔距精度高,但孔距精度仍然较低,且操作的难度较大,生产效率低,适用于单件小批生产。 (2) 心轴和块规找正法镗第一排孔时将心轴插入主轴孔内(或直接利用镗床主轴),然后根据孔和定位基准的距离组合一定尺寸的块规来校正主轴位置,如图8-36。校正时用塞尺测定块规与心轴之间的间隙,以避免块规与心轴直接接触而损伤块规。镗第二排孔
时,分别在机床主轴和加工孔中插入心轴,采用同样的方法来校正主轴线的位置,以保证孔心距的精度。这种找正法的孔心距精度可达±0.3mm。 (3) 样板找正法用10~20mm厚的钢板制造样板,装在垂直于各孔的端面上(或固定于机床工作台上),如图8-37。样板上的孔距精度较箱体孔系的孔距精度高(一般为±0.1mm~±0.3mm),样板上的孔径较工件孔径大,以便于镗杆通过。样板上孔径尺寸精度要求不高,但要有较高的形状精度和较细的表面粗糙度。当样板准确地装到工件上后,在机床主轴上装一千分表,按样板找正机床主轴,找正后,即换上镗刀加工。此法加工孔系不易出差错,找正方便,孔距精度可达±0.05mm。这种样板成本低,仅为镗模成本的1/7~1/9,单件小批的大型箱体加工常用此法。
33 echnique T 工 艺 行星轮减速器(见图1)是大型装载机行走驱动重要部件,具有结构紧凑,承载能力大,传动精度和效率高的特点,可以实现运动的合成与分解。由于行星轮架制造技术要求极高,严重制约其发展和国产化,是公认的技术难题。轮架(见图2)为铸造合金钢;轮盘、弧板 为球墨铸铁。几何精度和位置精度要求颇高,加工难度大。 图2 轮架结构 1.轮盘 2.轮架 3.弧板 1. 重要加工要素分析 (1)基准圆A 、电动机座孔和中部齿轮孔尺寸要求高,是行星轮架的关键要素,为确保其加工尺寸以及形位公差等要求,机床的回转精度、几何精度要求高,而且工件装夹找正要尽量减少人为误差,加工过程必须按粗加工、半精加工、精加工三步进行。 (2)该行星轮架为组合体,轮架上基准圆A 与轮盘上基准圆B 同轴度是该工件的又一关键特 征,其同轴度要求高,如果将轮架上基准圆A 与轮盘上基准圆B 分别加工到位,装配后是很难达到同轴度要求的;因此,在加工轮盘B 基准圆时应留余量0.5mm ,待装配后,再以基准圆A 找正,基准圆 A 的台阶面找平,将基准圆 B 加工到位。 (3)三组齿轮轴承孔是行星轮架的又一关键要素,尺寸精度及形位公差要求特别高。而且轮架上三个齿轮轴承定位孔与轮盘上三个相对应的齿轮 轴承定位孔的同轴度要求高,在轮架加工时,如果将该孔精加工到位,再精加工轮盘上三个轴承定位孔时,由于机床主轴Z 轴的运动误差与机床X 轴、 Y 轴的重复定位误差的累积,加工出来的孔很难同时既满足形状公差又满足与轮架上轴承孔相对应的 同轴度公差。通过分析改变加工方式:采用精加工轮架上三个轴承定位孔时,先预留0.5mm ,待装配 后,与轮盘上轴承定位孔同时进行精加工,减少加工过程中误差。 2. 误差分析 (1)机床精度对孔系位置度影响:当机床几何轴X 、Y 轴运动时,3个孔中心半径R 的实际尺寸增加或减少ΔR =±0.02m m ,在计算中,取 R =0.02mm ,假想圆心角为120°不变,则三个孔中心距相应的增量为 ΔL =2(R +ΔR )sin(θ/2)-L =2×(254+0.02)×sin(120/2)- 439.94 =0.035mm 当三个孔圆心角θ的实际角度增加或减少Δθ=±1'时,半径R =254mm ,则3个中心距相应增加量为 ΔL =2R sin(θ/2+Δθ)-L 五粮液普什模具有限公司 (四川宜宾 644007) 余正江 行星轮架孔系加工 图1 行星轮减速器总成 2 3 1 A -A
简析垂直和平行孔系的镗削方法1.分析镗削与镗削加工 镗削是一种用刀具扩大孔或其它圆形轮廓的内径车削工艺,其应用范围一般 首先应加大切削深度,减少进给次数;其次加大进给量;最后选取与切削深度和进给量相适应的切削速度。 精镗时,主要是为了保证孔的精度和孔的表面粗糙度要求。为保证表面粗糙度和提高生产效率,应提高切削速度;进给量不宜选取过大。由于精镗的加工余量往往较小,切削深度受到余量限制,不能任意选取。 镗孔是用镗刀对已有的孔进行扩大加工的方法,是常用的孔加工方法之一。对于直径较大的孔(D>80mm)、内成形面或孔内环槽等,镗削是唯一适宜的加工方法。一般镗孔的尺寸公差等级为IT8~IT6,表面粗糙度Ra为1.6μm~0.8 μm;精细镗时,尺寸公差等级可达IT7~IT5,表面粗糙度Ra为0.8μm~0.1 μm。
镗孔可以在镗床上或车床上进行。回转体零件上的轴心孔多在车床上加工如图3.13 所示,主运动和进给运动分别是零件的回转和车刀的移动。箱体类零件上的孔或孔系(相互有平行度或垂直度要求的若干个孔)则常用镗床加工,如图3.14 所示。根据结构和用途不同,镗床分为卧式镗床、坐标镗床、立式镗床、精密镗床等,应用最广的是卧式镗床。镗孔时,镗刀刀杆随主轴一起旋转,完成主运动;进给运动可由工作台带动零件纵向移动,也可由镗刀刀杆轴向移动来实现。镗刀有单刃镗刀和多刃镗刀之分,由于它们的结构和工作条件不同,它们的特点和应用也有所不同。 用旋转的单刃镗刀把工件上的预制孔扩大到一定尺寸,使之达到要求的精度和表面粗糙度的切削加工。而按其切削刃数量可分为单刃镗刀、多刃镗刀和双刃镗刀(图1);按其加工表面可分为通孔镗刀、盲孔镗刀、阶梯孔镗刀和端面镗刀;按其结构可分为整体式、装配式和可调式。 a、b—单刃镗刀 c—双刃固定式镗刀 d—浮动镗刀 图1 单刃镗刀和多刃镗刀的结 单刃镗刀刀头结构与单刃镗刀刀头结构与车刀类似,刀头装在刀杆中,根据被加工孔孔径大小,通过手工操纵,用螺钉固定刀头的位置。刀头与镗杆轴线垂直(图1a)可镗通孔,倾斜安装(图1b)可镗盲孔单刃镗刀结构简单,可以校正原有孔轴线偏斜和小的位置偏差,适应性较广,可用来进行粗加工、半精加工或精加工。但是,所镗孔径尺寸的大小要靠人工调整刀头的悬伸长度来保证,较为麻烦,加之仅有一个主切削刃参加工作,故生产效率较低,多用于单件小批量生产。
箱体类零件孔系的精加工方法 摘要:本文介绍了箱体类零件孔系精加工的一种新方法,解决了在普通卧式镗床上加工高精度同轴和垂直孔系的问题,并在生产中取得了良好效果。 关键词:孔系精加工垂直度同轴度 0 引言 箱体类零件是机械零件中的典型零件,是机械设备重要的基础件之一。箱体上轴承孔的尺寸精度和几何形状精度超差,会使轴承与箱体孔配合不好,引起振动和噪声。支承孔之间的孔距尺寸精度和相互位置精度超差,会影响装配和齿轮的啮合精度,产生噪声和振动。箱体上这样一系列的有相互位置精度要求的孔的组合,称为孔系。在普通卧式镗床上加工这些有垂直度和同轴度要求的孔系时,由于工作台回转精度较低,很难满足图纸的精度要求,我们采用了一种简单且容易操作的加工方法,解决了由回转精度低而引起的误差影响。 1 零件的分析 本文以某机械产品支承件(见图1零件示意图)为例,介绍孔系精加工时工艺方法。 1.1. 零件图纸的简要分析 图示典型的箱体类零件,结构复杂、尺寸精度要求高,并且属于单件小批量生产零件,材料为HT200铸铁。这些标出的较高精度要求的孔系成为加工中的重点和难点。需精镗加工孔系的精度主要有: 1、φ115H6孔与基准A面的平行度0.015 2、φ100H6孔与基准B(φ115H6孔轴线)的同轴度0.015 3、φ60 H6孔与基准B-C(φ115H6孔和φ100H6孔公共轴线)的垂直度0.015 4、φ50H6孔与基准D(φ60H6孔轴线)的同轴度0.015 5、各孔与相对应孔口端面及孔底面垂直度要求(图中未标出) 6、各孔及端面的表面粗糙度Ra1.6 经过对该零件图纸的分析,针对零件的批量、图纸精度要求和现有设备,我们选择在普通卧式镗床上,使用工作台进给镗削加工各孔及孔系。
7、1 问题的提出 本夹具要用于钻Φ25孔,钻Φ25孔之前我们其他孔系都还没有加工,所以定位比较困难,又因为我们的孔和其他面没有位置度要求,因此我们采用已经加工好的底面和侧面定位即可满足要求,在本道工序加工时,我们应首先考虑保证各面的各加工精度,提高生产效率,降低劳动强度。 7、2 夹具设计 1.定位基准的选择 拟定加工路线的第一步是选择定位基准。定位基准的选择必须合理,否则将直接影响所制定的零件加工工艺规程和最终加工出的零件质量。基准选择不当往往会增加工序或使工艺路线不合理,或是使夹具设计更加困难甚至达不到零件的加工精度(特别是位置精度)要求。因此我们应该根据零件图的技术要求,从保证零件的加工精度要求出发,合理选择定位基准。此零件图没有较高的技术要求,也没有较高的平行度和对称度要求,所以我们应考虑如何提高劳动效率,降低劳动强度,提高加工精度。由零件图可知,用Φ 60 圆弧一端面定位并用压板夹紧,再用两可调螺钉组成的 v 形上定位限制六个自由度。 为了提高加工效率,缩短辅助时间,决定用简单的钩型压板作为夹紧机构。 7、3 切削力及夹紧力的计算 切削刀具:高速钢麻花钻头,则 7、4 定位误差分析定位元件尺寸及公差确定。 (1) 夹具的主要定位元件为一平面和两 v 形块,面与面配合。(2)工件的工序基准为端
面和圆柱面,故端面的平面度和圆柱面的援助度对定位误差影响最大.则其定位误差为:Td=Dmax-Dmin 本工序采用一平面,两 v 形块,工件始终平面,而定位块的偏角会使工件自重带来一定的平行于夹具体底版的水平力,因此,工件在定位块正上方呦倾斜,进而使加工位置有一定转角误差。但是,由于加工是自由公差,故应当能满足定位要求。 7、5夹具设计及简要操作说明 如前所述,在设计夹具时,应该注意提高劳动生产率避免干涉。应使夹具结构简单,便于操作,降低成本。提高夹具性价比。本道工序为钻床夹具选择了压板和压紧螺钉夹紧方式。本工序为钻Φ25mm 孔,切削力大,所以选用夹紧力大一些装置就能达到本工序的要求。本夹具的最大优点就是结构紧凑,承受较大的夹紧力。
孔加工方法 A.目的 B.熟悉常见孔加工工艺 C.对孔加工用刀具有大概印象 了解部分新的加工方法 D.概念 实体上的空腔称作孔。可能是圆的,方的,六角的等等。这里只讨论金属切削加工的范畴内的孔加工,即通过旋转的刀具(或工件)来获得孔的方法,所以讨论的对象局限于圆孔。 可用于孔加工的通用机床设备:车床、铣床、镗床、钻床。根据加工工件的外形,所需孔的直径,公差等级,孔深(通孔或圆孔),选择合适的设备和加工方法。 E.实体开孔 1.麻花钻
Φ20以下规格可以选择莫氏柄或者直柄,Φ20以上一般均为莫氏锥柄。 直柄可以选用钻夹头来夹持,三爪钻夹头本身可以在一定范围内调节,可以 适应不同规格的直柄钻头,但是夹持精度比较低。 装夹。
麻花钻材质有普通高速钢、钒高速钢、钴高速钢、粉末冶金高速钢、硬质合金等。高速钢类价格相对比较便宜,韧性好,可用于跳动比较大的场合。硬质合金切削速度快,效率高,但对装夹、冷却和断屑排屑要求很高,一般整体硬质合金装夹后跳动不能超过,否则钻尖容易折断,此外对于长铁屑材料,一般要求内冷,且冷却液压力在10bar以上。 钴高速钢是介于普通高速钢钻头和整体硬质合金钻头之间的一个比较好的解决方案,由于比普通钻头硬度高,更耐磨,所以刃口更耐用,不容易折断;同时与硬质合金钻头相比,又有很好的韧性,不需要保证严格的跳动。 PVD涂层也能提高高速钢钻头的切削速度和寿命,但是一旦重磨,涂层就不起作用。 由于普通钻头容易产生钻偏、钻斜的现象,所以很多时候需要用中心钻预钻引导孔。因为方便计算,所以一般选用90o锥角的中心钻。预钻的深度根据孔径计算,要求引导孔口部直径小于钻头直径,这样钻头的刃口先开始切削,而不是钻尖或外刃。 整体硬质合金的钻头不能使用预钻孔,因为整硬钻头均为自定心设计,预钻孔会导致孔质量下降甚至钻头损坏。 2.板钻