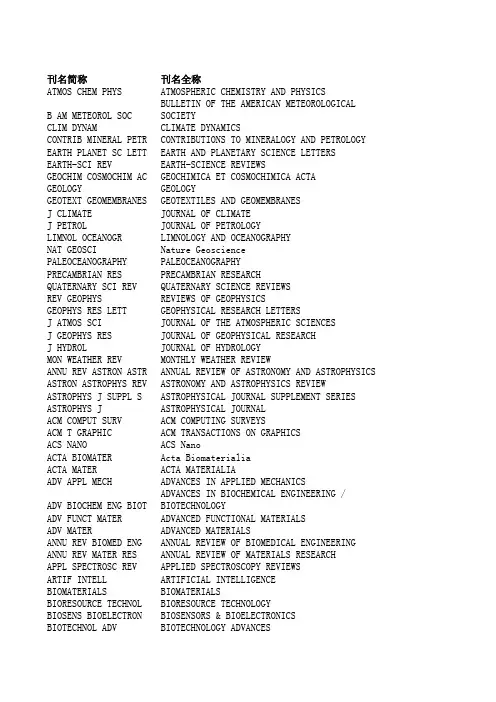
Novel high performance Al2O3/poly(ether ether ketone)nanocomposites for electronics applicationsR.K.Goyal a,*,A.N.Tiwari b,U.P.Mulik a,Y.S.Negi c,*a Centre for Materials for Electronics Technology(C-MET),Department of Information Technology,Govt.of India,Panchwati,OffPashan Road,Pune411008,Indiab Department of Metallurgical Engineering and Materials Science,Indian Institute of Technology,Bombay,Powai,Mumbai400076,Indiac Polymer Science and Technology Laboratory,Department of Paper Technology,Indian Institute of Technology,Roorkee,Saharanpur Campus,Saharanpur,U.P.247001,IndiaAbstractThis paper deals with the preparation and characterization of nanocomposites of poly(ether ether ketone)(PEEK)containing nano-aluminum oxide(n-Al2O3)filler up to30wt%(12vol%)loading.Nanocomposites showed improved thermal stability,crystallization, and coefficient of thermal expansion(CTE).Thermogravimetric analysis showed enhanced thermal stability and char yield on increasing the n-Al2O3loading in PEEK matrix.The peak crystallization temperature is increased up to13°C for the nanocomposites as compared to pure PEEK.The CTE is decreased to a value very close to the CTE of copper at12vol%Al2O3loading.The CTE values obtained were compared with the theoretical equations in the literature.The X-ray diffraction showed that PEEK crystalline structure is unchanged with addition of n-Al2O3.The distribution of n-Al2O3in the PEEK matrix was studied by transmission electron microscopy and scanning electron microscopy.The results show that the prepared n-Al2O3/PEEK nanocomposites may have potential applications in electronics.Keywords:A.Polymer-matrix composites;PEEK;B.Thermal properties;D.X-ray diffraction;D.Transmission electron microscopy1.IntroductionHigh performance polymer composites such as poly(-ether ether ketone)(PEEK),polyethersulphone(PES), polyphenylenesulphide(PPS)and polyimides reinforced with ceramicfillers result in unique combination of ther-mal,mechanical and electrical properties,which make them useful for various applications.By introducing suit-able reinforcingfillers in polymers,composite properties can be tailored to meet specific design requirements such as low density,high strength,high stiffness,high damping, chemical resistance,thermal shock resistance,high thermal conductivity,low coefficient of thermal expansion(CTE) and good electrical properties such as dielectric constant.It is well documented that PEEK exhibits excellent ther-mal,mechanical,electrical properties,good moisture and chemicals resistance[1].Recently,its properties have been further improved by incorporating micron size particles such as aluminum nitride(AlN)[2,3],aluminum oxide (Al2O3)[4],CaCO3[5],and hydroxiapatite(HA)[6]fillers. In the last one decade,polymer based nanocomposites con-taining nanofillers have been intensively investigated due to filler’s much higher surface area to volume ratio,which results in much higher interface between the nanofillers and the polymer matrix as compared to conventionally used micron sizefillers and polymer matrix.Hence,a very low loading(<5vol%)of nanofillers is required to improve the thermal,mechanical,optical,electrical and magnetic properties in contrast to high loading(>20vol%)of micronsizefillers.In particular the typical micron sizefillers needed for reducing the CTE of polymers are as high as 50vol%[7].As a result of highfiller loading,the main advantages such as ease of processing and light weight of polymers get lost.Therefore,the use of nanofiller in poly-mer composites has attracted the attention of materials sci-entists,technologists,and industrialists for different applications.Nevertheless,the effect of nanofiller on prop-erties of composites depends strongly on its shape,size, aggregates size,surface characteristics and degree of dis-persion.In order to improve properties of polymer nano-composites,a homogeneous dispersion of the nanofillers in the polymer matrix is essential[8–14].There are a several hundred publications on the effect of ceramicfillers on different polymer properties,but there is rare literature on the effect of n-Al2O3filler on PEEK. However,recently Kuo et al.have studied the effect of n-Al2O3and n-SiO2(up to5vol%)on PEEK’s mechanical and thermal properties[15].Moreover,Wang et al.have studied the wear properties of PEEK by incorporating SiC[16],SiO2[17],Si3N4[18],and ZrO2[19]nanofillers up to20wt%.Nevertheless,higher loading offillers is required to decrease the CTE of the polymer to avoid the thermal stresses and to increase the thermal conductivity of polymer to dissipate the heat generated during turning on and turning offthe electronic devices.In view of the above,in present paper a systematic inves-tigation of the effect of electrically insulating and thermally conducting n-Al2O3filler on the PEEK nanocomposites prepared by mixing PEEK and n-Al2O3fillers(up to 30wt%)in alcohol medium using mechanical stirring fol-lowed by hot compression molding was studied.The den-sity,thermal stability,melting and crystallization behavior,CTE,and crystal structure of the nanocompos-ites were characterized by using density,thermogravimetric analysis(TGA),differential scanning calorimetry(DSC), thermomechanical analyzer,ands X-ray diffraction tech-nique,respectively.The dispersion of the n-Al2O3fillers in PEEK matrix was observed by scanning electron micros-copy(SEM)and transmission electron microscopy.2.Experimental2.1.MaterialsThe commercial PEEK,grade5300PF donated by Gharda Chemicals Ltd.Panoli,Gujarat,India under the trade name GATONE TM PEEK was used as matrix.It has a reported inherent viscosity of0.87dl/g measured at a con-centration of0.5g/dl in H2SO4.Thefiller used in the prep-aration of nanocomposites was n-Al2O3of density4.00g/ cm3.It was used as supplied by Aldrich Chemical Company. Figs.1a and b are typical SEM micrographs of PEEK pow-der and n-Al2O3powder,respectively.As received ethanol of Merck grade was used for homogenizing the n-Al2O3 and PEEK mixture.The particle size of the PEEK deter-mined by GALAI CIS-1laser particle size analyzer was ranges from4to49l m.The mean size of the PEEK particle was25l m.The reported average particle size and surface area of n-Al2O3is39nm and43m2/g,respectively.2.2.Nanocomposites preparationNanocomposites of PEEK reinforced with n-Al2O3up to 30wt%loading were prepared using the method described in our previous paper[2].Dried powder of n-Al2O3and PEEK were well premixed through magnetic stirring at high stirring speed using an ethanol as medium and the resultant slurry was dried in an oven at120°C to remove the excess alcohol.The pure PEEK(controlled)and nanocomposite samples were prepared by using a laboratory hot press under a pressure of15MPa at a temperature of350°C. 3.Characterization3.1.DensityThe density of the nanocomposites prepared by taking appropriate amount of PEEK and n-Al2O3was increased due to higher density of n-Al2O3(4.00g/cm3)ascompared Fig.1.SEM micrographs of:(a)PEEK powder,magnification=2·103;(b)n-Al2O3powder,magnification=10·103.1803to pure PEEK(1.30g/cm3).Theoretical density(q th,c)of the nanocomposites was calculated by the rule of mixture with no voids and no loss offillers during processingq th;c¼q m V mþq f V fð1Þwhere q m,q f,V m,and V f is the density of matrix,density of filler,volume fraction of matrix,and volume fraction offil-ler,respectively.Experimental density(q ex,c)of the PEEK nanocompos-ites was determined by Archimedes’s method using:q ex;c¼½W air=ðW airÀW alcoholÞ Áq alcoholð2Þwhere W air and W alcohol is the weight of the sample in air and in alcohol medium,respectively.The q alcohol is the den-sity of the alcohol medium used.3.2.Thermogravimetric analysis(TGA)The thermal stability of the PEEK nanocomposites was determined on a TGA using Mettler-Toledo TGA/SDTA 851e.The samples were heated from room temperature to 1000°C at the heating rate of10°C/min in air or nitrogen atmosphere.The maximum decomposition temperature (T m),was taken as the temperature corresponding to the maximum of the peak obtained by thefirst order derivative curve.The%char yield was determined at temperature of 1000°C in nitrogen atmosphere.3.3.Differential scanning calorimetry(DSC)The melting and non-isothermal crystallization behavior of PEEK nanocomposites was performed on DuPont Instruments910DSC.The samples placed in aluminum pan werefirst heated from30°C to400°C at a heating rate of5°C/min and soaked isothermally at400°C for5min to allow complete melting of the polymer.The samples were then cooled to30°C at a cooling rate of5°C/min.Each sample was subjected to single heating and cooling cycles under a dry nitrogen purge.3.4.X-ray diffraction measurementsXRD pattern of as molded PEEK nanocomposites was recorded on Philips X’Pert PANalytical PW3040/60.Ni-filtered Cu K a radiation(k=1.54A˚)generated at40kV and30mA was used for the angle(2h)ranged from10°to50°.The scan step size and time per step was0.02°and5s,respectively.3.5.Morphological examinationMorphological analysis of the PEEK powder,n-Al2O3 powder and nanocomposites pellets was conducted with a SEM(Quanta200HV,FEI).For SEM study of nanocom-posites,a small piece of the sample was cut from the pellets and mounted in a block of acrylic based polymer resin (DPI-RR cold cure).The obtained sample surfaces were manually ground and polished with successivefiner grades of emery papers followed by cloth(mounted on wheel)pol-ishing to remove scratches developed during emery paper polishing.Thus,obtained samples were called as polished samples in the present study.The same polished samples were also etched for5min in a2%w/v solution of potas-sium permanganate in a mixture of4vol.of orthophos-phoric acid and1vol.of water and were called as etched samples.After polishing and etching,samples were rinsed well in water and dried for examining the polished and etched samples,respectively.The morphology of PEEK and Al2O3powder was determined by suspending powder in an ethanol followed by dispersing on metal stub.Finally the samples were coated with a thin layer of gold using gold sputter coater[Polaron SC7610]to make the sample elec-trically conducting.Dispersability of the n-Al2O3filler in the PEEK matrix was also observed using TEM(Philips CM30)operated at an accelerating voltage of200kV. The ultra-thin section slice($100nm thick)of the nano-composites was cut with ultramicrotome(Leica Ultracut UCT)at room temperature.The slices were mounted on 200-mesh copper grids and dried before the TEM observation.3.6.Thermo mechanical analyzer(TMA)The out-of-plane(through thickness direction)CTE of the nanocomposites were determined using Perkin–Elmer DMA7e in thermo mechanical analyzer mode.The detailed procedure of the CTE measurement was described elsewhere[20].The annealed sample was heated under pressure of50mN from30to250°C at a heating rate of 5°C/min in argon atmosphere.The sample was then cooled to30°C and reheated at5°C/min to250°C.The results were reported for the second run and an average value of CTE was determined over a specific temperature range of30–140°C,i.e.below glass transition temperature (T g)of PEEK.4.Results and discussionPEEK nanocomposites reinforced with varying weight fraction of n-Al2O3were prepared by hot compression molding technique.Resulting compositions were character-ized and discussed in details in this section.Table1showed the properties of the PEEK matrix and Al2O3filler.These Table1Properties of PEEK and Al2O3Material PEEK[1]Al2O3[7] Density(g/cc) 1.30a 4.00b CTE(·10À6/°C)58a 6.6 Young’s modulus(GPa) 3.6385 Shear modulus(GPa) 1.3155Bulk modulus(GPa) 6.2247 Poisson ratio0.400.24a Experimental results.b Suppliers datasheet.1804properties were used to estimate the theoretical density and CTE of the composites.Table2showed the weight%and volume%of the n-Al2O3filler added into the PEEK matrix.From the given weight fraction offiller,volume fraction of thefiller can be determined by using:V f¼W f=½W fþð1ÀW fÞÁq f=q m ð3Þwhere W f is the weight fraction of thefiller.4.1.DensityFig.2shows the density of the n-Al2O3filled PEEK as a function of n-Al2O3content.It can be seen that the nano-composites density increased with n-Al2O3loading in a lin-ear fashion due to the higher density of n-Al2O3(4.00g/ cm3)than that of pure PEEK(1.30g/cm3).The experimen-tal density of the nanocomposites is in good agreement with the theoretical density except at12vol%nano-Al2O3.This might be an indication of the porosity free samples due to good processing conditions.The experimen-tal density of the NC-30nanocomposite is about1.3%les-ser than theoretical density.This may be due to the presence of voids,which is resulted from the n-Al2O3 agglomerates.During hot pressing the infiltration of melt PEEK resin,due to very high viscosity,is difficult through the agglomerates,hence results in voids in thefinal samples.4.2.Thermogravimetric analysis(TGA)Figs.3and4show the percentage of original weight remaining as a function of temperature in nitrogen and air atmosphere,respectively.The temperature of10wt% loss was taken as the degradation temperature(T10)and tabulated in Table3.It can be seen from Table3that pure PEEK has T10in nitrogen atmosphereðT10;N2Þat570°C and in air atmosphere(T10,air)at556°C,which is attrib-uted to the decomposition of the PEEK matrix.Pure n-Al2O3powder does not show(not shown infigure)any abrupt change in weight and only a slight($3–4%) decrease at500°C appears due to the loss of physisorbed water[21].It is observed that as the n-Al2O3loading increases in PEEK the degradation temperature(thermal stability)of nanocomposites is improved significantly.The increase in thermal stability by14°C and28°C was observed for the NC-10nanocomposites in nitrogen and air atmosphere, respectively.However,on further increasing the n-Al2O3 loading to30wt%decreased the T10value to below theTable2Composition of n-Al2O3/PEEK nanocompositesSample code Al2O3in PEEK by:wt%vol% NC-000 NC-1 1.250.41 NC-2 2.50.82 NC-5 5.0 1.67 NC-77.5 2.54 NC-1010 3.46 NC-20207.46 NC-303012.14Fig.3.TG curves of the nanocomposites at the heating rate of10°C/min under nitrogen atmosphere:(a)NC-0,(b)NC-1,(c)NC-2,(d)NC-5,(e) NC-7,(f)NC-10,(g)NC-20,and(h)NC-30.Fig.4.TGA curves of the nanocomposites at the heating rate of10°C/ min under air atmosphere:(a)NC-0,(b)NC-1,(c)NC-2,(d)NC-5,(e) NC-7,(f)NC-10,(g)NC-20,and(h)NC-30.1805580°C.As the n -Al 2O 3content increased the agglomera-tion tendency of n -Al 2O 3fillers increased,and thermal sta-bility decreased but it is still higher than pure PEEK.Therefore,the incorporation of n -Al 2O 3in PEEK matrix improved thermal stability of the nanocomposites in both atmospheres.The increase in thermal stability could be attributed to the interaction between the n -Al 2O 3and PEEK matrix,which hindered the segmental movement of the PEEK [22].Figs.5and 6show the derivative thermogravimetric analysis (DTG)curves of nanocomposites in nitrogen and air atmosphere,respectively.It can be seen from Fig.5that there is 6–10°C increase in maximum decompo-sition temperature (T m1)in nitrogen atmosphere.The increase in T m1did not vary much with increase in volume fraction of n -Al 2O 3.Fig.6shows two decomposition stages of PEEK nanocomposites under air atmosphere in contrast to single decomposition stage under nitrogen atmosphere.The lower maximum decomposition temperature (T m1)is probably occurred from the degradation of the PEEK mol-ecules due to thermal energy,while the higher maximum decomposition temperature (T m2)is expected to be the oxi-dation of the degraded PEEK backbone.As shown in Table 3,there is no significant change in T m1.However,T m2is significantly increased from 644°C for pure PEEK (NC-0)to 695°C for NC-10.This implies that thermo-oxi-dative stability of nanocomposites is improved by about 50°C.Moreover,the final decomposition temperature (T f )in air atmosphere is increased by about 42°C from 694°C for NC-0to 736°C for NC-10.The n -Al 2O 3filler,uniformly dispersed within the PEEK matrix,probably interfere with degradation mechanism hence improved the decomposition temperature.Table 3shows that the char yield of pure PEEK is about 48%,in agreement with a reported value [23].This char yield was increased to 62%for NC-30due to the increase in wt%of n -Al 2O 3,which is thermally very stable at higher temperature.Similar trend of char yield was obtained for micron size Al 2O 3incorporated PEEK composites [4].4.3.Differential scanning calorimetry (DSC)DSC measurements were carried out to determine the thermal properties such as melting temperature (T m ),heat of crystallization (H c ),degree of crystallinity,onset crystal-lization temperature (T on ),and peak crystallization temper-ature (T c )of PEEK nanocomposites.The DSC heating and cooling curves are shown in Figs.7and 8,respectively.Table 3Degradation temperature and char yield of the n -Al 2O 3/PEEK nanocomposites Sample code T d in air atmosphere (°C)T d in N 2,atmosphere (°C)Char yield,%T 10,air a T m,1T m,2T f T 10;N 2b T m,1NC-055659064466457058448NC-158059067074457859249NC-256458264267057259049NC-556758865869257059250NC-757858867873557359053NC-1058458869573658459453NC-2056758869571557559056NC-3058059068871058059062a T 10,air is the degradation temperature at 10wt%loss in air atmosphere.bT 10;N2is the degradation temperature at 10wt%loss in nitrogenatmosphere.Fig.5.DTG curves of the nanocomposites at the heating rate of 10°C/min under nitrogen atmosphere:(a)NC-0,(b)NC-1,(c)NC-2,(d)NC-5,(e)NC-7,(f)NC-10,(g)NC-20,and (h)NC-30.Fig.6.DTG curves of the nanocomposites at the heating rate of 10°C/min under air atmosphere:(a)NC-0,(b)NC-1,(c)NC-2,(d)NC-5,(e)NC-7,(f)NC-10,(g)NC-20,and (h)NC-30.1806From the recorded heating and cooling curves,thermal properties were calculated and tabulated in Table 4.The crystallinity percentage of PEEK (v c )was calculated with a value of the heat of crystallization for the 100%crystal-line PEEK as 130cal/g [2].The crystallinity of PEEK con-stituent in composite was determined by:v c ð%Crystallinity Þ¼D H c Â100=ðD H 0c w Þð4Þwhere D H 0c is the heat of crystallization (130J/g)for 100%crystalline PEEK,and w is the mass fraction of PEEK in the composites.It is seen from the curves (a–h)of Fig.7and Table 4that T m is increased by 1–6°C as the n -Al 2O 3content increased in PEEK.However,above 10wt%the significant increase in T m was not observed.The similar increasing trend in T m was reported recently for AlN (5l m)/PEEK [2]and Al 2O 3(8l m)/PEEK [4]composites.However,a recent study has shown that the addition of nano Al 2O 3and nano SiO 2decreases slightly the T m of PEEK [15].Lorenzo MLD et al.reported that T m of the PET is decreased with the addition of untreated CaCO 3but increased with the addition of treated CaCO 3due to good adhesion between the filler and matrix [24].Pingping et al.have not found sig-nificant change in the T m of CaCO 3/PET composites [25].However,the decrease in T m about 5–6°C of CaCO 3/PEEK composites was observed,irrespective of filler’s sur-face treatment [5].It is well known that the melting point of the polymer crystals is a function of lamellar thickness anddegree of crystal perfection [26].Therefore,the increase in T m ,in present study,may be due to the increased crystal size,and crystal perfection.Priya et al.reported that change in crystal structure/morphology of composite due to the addition of filler affect the T m of the polymer [27].This factor may be ruled out for the present study because the XRD results have shown that there is not any change in PEEK crystal structure.From Fig.8,it was observed that the T on ,T c ,and half time of crystallization (t 1/2)of PEEK was affected by the presence of the n -Al 2O 3,which indicate that nucleation is inhomogeneous.The addition of n -Al 2O 3in PEEK shifts the T c towards higher temperature by 2–12°C depending on the n -Al 2O 3content in PEEK for a given cooling rate in comparison to pure PEEK.This implies that the addition of n -Al 2O 3into PEEK enhanced the rate of PEEK crystalli-zation.A similar enhancement of crystallization was reported for AlN/PEEK [2],CaCO 3/PP [13],SiO 2/PP [26,28,29],clay/PVDF [27],SiO 2/PET [30,31],clay/PET [32],and nanocomposites.However,our results are in con-trast to the recent study of CaCO 3/PEEK [5]and Al 2O 3/PEEK [15]nanocomposites,where decrease in T c was found with the increase of fillers in PEEK matrix.This difference may be attributed to the shape,size,loading,dispersion level,adhesion,and surface morphology of the filler.Never-Fig.7.DSC heating curves of the nanocomposites:(a)NC-0,(b)NC-1,(c)NC-2,(d)NC-5,(e)NC-7,(f)NC-10,(g)NC-20,and (h)NC-30.Fig.8.DSC cooling curves of the nanocomposites:(a)NC-0,(b)NC-1,(c)NC-2,(d)NC-5,(e)NC-7,(f)NC-10,(g)NC-20,and (h)NC-30.1807theless the impurities present on thefiller’s surface may also affect the crystallization behavior of the polymer.The half time(t1/2)of crystallization temperature of PEEK nanocomposites was determined by using the equa-tion[t1/2=(T onÀT c)/rate of cooling].Table4shows that t1/2value of nanocomposite decreases with the increase in n-Al2O3content in PEEK.The t1/2for the pure PEEK is 2.8min,which is decreased to about1.4min for the NC-30nanocomposites.The t1/2for the nanocomposites varies 2.6–1.4min depending on the nanofiller loading.The decrease in t1/2implies that the nucleation effect is increased for PEEK with increase in n-Al2O3.For the same rate of cooling,there is enough time for the molecular chains of PEEK to pack into a closer arrangement. Although the enthalpy of crystallization(D H c)for nano-composites decreased slightly with the increase of n-Al2O3 as compared to the pure PEEK.Moreover,there is not any trend in D H c with n-Al2O3content.The supercooling temperature(D T)of the nanocomposites decreases with increasing n-Al2O3in PEEK,indicating that the crystalliza-tion becomes easier in the nanocomposites due to the nucleating effect of the n-Al2O3.4.4.Crystal structureFig.9shows intensity versus angular position(2h)in the range10–50°of major crystallographic reflection for the PEEK nanocomposites.The pure PEEK and PEEK consti-tute of nanocomposites crystallizes primarily in the form-I [33]with orthorhombic crystal structure which shows dif-fraction peaks(2h)at about18.7°,20.8°,22.9°and28.9°, corresponding to diffraction planes of(110),(111), (200),and(211).In the studied angular range for nano-composites,there are only two weak diffraction peaks of n-Al2O3appearing at about39.41°,and45.815°,corre-sponding to Miller indices(222),and(400).Apparently, apart from those of pure constitutes,no new diffracting peaks were observed in the diffraction pattern of the nano-composites.Moreover,all nanocomposite samples showed the same XRD patterns with varying peak intensity in pro-portion of the constituent’s volume faction.The absence of new diffraction peaks showed that the presence of n-Al2O3 did not change the crystal structure of PEEK.However,in other polymer nanocomposite system a new diffracting peak was observed which implies new morphology of the polymer[27,34].4.5.Morphological examinationFig.1a shows micrographs of pure PEEK powder at 2000·magnification.PEEK powders have irregular parti-cles of rod like shape of length ranging from10to 50l m.In order to determine the morphology of the n-Al2O3filler,it was dispersed in ethanol for15min under ultra sonic bath and observed under the SEM.Thefillers are seen as agglomerates in Fig.1b with sub-micron size of primary particles,which are difficult to be resolved by the SEM.This is due to the fact that n-Al2O3particles have a strong tendency to form agglomerate due to Wander Wall’s forces between particle-particle.However the same can be observed well separated in composites under SEM due to interaction between n-Al2O3and PEEK,which results in well dispersion in PEEK matrix.Figs.10a and b show SEM micrographs for NC-1and NC-10after pol-ishing.Due to the nano size,fillers are not distinctly visible. In order to get distinct boundary between the n-Al2O3filler and the PEEK matrix,NC-1and NC-10nanocomposites were etched in2%w/v solution of potassium permanganate in a mixture of4vol.of orthophosphoric acid and1vol.of water.During etching amorphous PEEK or loosely bounded PEEK surrounding the n-Al2O3fillers were etchedTable4The melting and crystallization data of n-Al2O3/PEEK nanocompositesSample T m(°C)T c(°C)T on(°C)D H c(J/g)a v c t1/2(min)D T(°C) NC-033427028431.8324.46 2.864NC-133526827730.1823.22 2.067NC-233627628827.0420.8 2.460NC-533527228529.1922.45 2.663NC-733827528530.3523.35 2.063NC-1034027328329.5622.74 2.064NC-2033727928928.7322.10 2.056NC-303362832903224.62 1.453a Normalized heat of crystallization of PEEK constituent innanocomposites.Fig.9.X-ray diffraction pattern of the nanocomposites.For clarity,scansof NC-1–NC-30have been displaced upward.1808out,which results in appearance of n -Al 2O 3fillers in PEEK matrix.It could be seen from Figs.10c–f that n -Al 2O 3fill-ers were uniformly distributed throughout the PEEK matrix.However,some n -Al 2O 3agglomerates were also seen in the PEEK matrix.Nevertheless,with increase of n -Al 2O 3content,the inter particle distance decreases which results in formation of Al 2O 3aggregates.As shown in Figs.10c–f,SEM could not provide good contrast between n -Al 2O 3and PEEK matrix.For this reason,NC-1and NC-10nanocomposites were also examined with TEM.Figs.11a and b show TEM images of pure n -Al 2O 3powder.The n -Al 2O 3particles are almost spherical in shape and its size varies between 20and 90nm.Figs.11c and d show TEM images of NC-1and NC-10nanocomposites,respec-tively.The most of the n -Al 2O 3particles remained individ-ual in NC-1nanocomposite.However,as the n -Al 2O 3content increased to 10wt%(NC-10)in PEEK,due to the particle-particle interaction some aggregates of about 100nm size was also observed with individual n -Al 2O 3par-ticles.This shows that shear forces applied during mechan-ical stirring were not capable of breaking and uniformly distributing the n -Al 2O 3in PEEKmatrix.Fig.10.SEM micrographs of:(a)polished NC-1,magnification =6·104;(b)polished NC-10,magnification =6·104;(c)etched NC-1,magnifica-tion =8·104;(d)etched NC-1,magnification =1.6·105;(e)etched NC-10,magnification =8·104;(f)etched NC-10,magnification =1.6·105.18094.6.Coefficient of thermal expansion (CTE)The T g of the PEEK determined by inflection in the curve between dimension change and temperature was found about 153°C.The average out-of-plane CTE below T g for the nanocomposites is shown in Fig.12as a function of volume %of n -Al 2O 3filler.The CTE of the NC-0was 58·10À6/°C and decreased with increasing n -Al 2O 3filler in PEEK matrix.The CTE of the NC-30(12vol%)nanocomposite was about 23·10À6/°C.The reduction in CTE may be attributed to three reasons.First,decrease in volume fraction of the PEEK in the composite results in decreased free volume of PEEK,hence reduced room for PEEK expansion.Second,well dispersion of n -Al 2O 3filler results in good interfacial area between n -Al 2O 3and PEEK.It is well known that in par-ticulate polymer composites,particles are surrounded by two regions;first by tightly bounded polymer or con-strained polymer chain,and second,by loosely bounded polymer chains or unconstrained polymer chain.As the average inter-particle distance decreases with the incorpo-ration of more filler particles,the loosely bound polymergradually gets transformed to the tightly bound polymer.Hence,the volume fraction of loosely bound polymer decreases [3,35].Hence formation of increasedcon-Fig.11.TEM micrographs of:(a)n -Al 2O 3powder as received,magnification =6.6·104;(b)n -Al 2O 3powder as received,magnification =1.15·105;(c)NC-1,magnification =3.8·104;(d)NC-10,magnification =3.8·104.1810。