第4章 型腔铣和深度加工轮廓
- 格式:doc
- 大小:2.58 MB
- 文档页数:41

4.1 型腔铣概述4.1.1型腔铣和平面铣的比较平面铣和型腔铣操作都是在水平切削层上创建的刀位轨迹,用来去除工件上的材料余量。
1.相同点这两种的相同点(1)而者的刀具轴都垂直于切削层平面。
(2)刀具路径的所用切削方法相同,都包含切削合乎轮廓的铣削(注:型腔铣中没有标准驱动铣)。
(3)切削区域的开始点控制选项以及进刀/退刀选项相同。
可以定义每层的切削区域开始点。
提供多种方式的进刀/退刀功能。
(4)其他参数选项,如切削参数选项、拐角控制选项、避让几何体选项等基本相同。
2.不同点这两种操作的不同点:(1)平面铣用边界定义零件材料。
边界是一种几何实体,可用曲线/边界、面(平面的边界)、点定义临时边界以及选用永久边界。
而型腔铣可用任何几何体以及曲面区域和小面模型来定义零件材料。
(2)切削层深度的定义二者不相同。
平面铣通过所指定的边界和底面的高度差来定义总的切削深度,并且有5种方式定义切削深度;而型腔铣通过毛坯几何体和零件几何体来定义切削深度,通过切削层选项可以定义最多10个不同切削深度的切削区间。
4.1.2型腔铣的适用范围在很多情况下,特别是粗加工,型腔铣可以替代平面铣。
而对于模具的型腔或型芯以及其他带有复杂曲面的零件的粗加工,多选用岛屿的顶平面和槽腔底平面之间为切削层,在每一个切削层上,根据切削层平面与毛坯和零件几何体的交线来定义切削范围。
因此,型腔铣在数控加工应用中最为广泛,可用于大部分的粗加工以及直壁或者斜度不大的侧壁的精加工;通过限定高度值,只作一层切削,型腔铣也可用于平面的精加工,以及清角加工等。
型腔铣加工在数控加工应用中要占到超过一半的比例。
型腔铣用于加工非直壁的、并且岛屿的顶面和槽腔的底面为平面或曲面的零件,在许多情况下,特别是粗加工,型腔铣可以代替平面铣。
型腔铣在数控加工应用中最为广泛,可用于大部分粗加工以及直壁或者斜度不大的侧壁的精加工;通过限定高度值,只作一层,型腔铣也可用于平面的精加工以及清角加工等。

《UG(部份题目练习)V1》一、单选题,以下各题有多个选项,其中只有一个选项是正确的,请选择正确答案(本大题满分84分,每小题1分)1.[1分]当加工零件上的平面时,选择何种操作类型?A.区域铣操作B.平面铣操作C.型腔铣操作D.固定轴曲面轮廓铣操作【答案】B2.[1分]下面专业名词与图标对应的是()。
A.重播刀轨B.确认刀轨C.生成刀轨D.列出刀轨【答案】A3.[1分]下面专业名词与图标对应的是()。
A.指定检查边界B.指定修剪边界C.指定部件边界D.指定毛坏边界E.指定底面【答案】A4.[1分]下图采用的加工类型、顺序安排最合理的是()。
A.型腔铣-精加工底面B.型腔铣-深度加工轮廓-面铣削区域C.型腔铣-面铣削区域D.型腔铣-深度加工轮廓-跟随轮廓粗加工【答案】B5.[1分]下面是关于加工工艺参数描述。
①刀具直径越大,转速越慢;同一类型的刀具,刀杆越长,吃刀量就要减小,否则容易弹刀而产生过切。
②白钢刀转速不可过快,进给速度不可过大。
③白钢刀容易磨损,开粗时少用白钢刀。
A.①②③描述均正确B.只有①描述错误C.只有②③描述正确D.只有①描述正确【答案】A6.[1分]下面专业名词与图标对应的是()。
A.指定修剪边界B.指定底面C.指定部件边界D.指定检查边界E.指定毛坏边界【答案】E7.[1分]下图说明了使用()时,"跟随周边"刀具运动的基本顺序。
A."顺铣"切削和"向外"腔体方向B."逆铣"切削和"向内"腔体方向C."逆铣"切削和"向外"腔体方向D."顺铣"切削和"向内"腔体方向【答案】A8.[1分]在UG CAM中一个操作可以生成()个刀轨。
A.多B.2C.1D.3【答案】C9.[1分]下图中那个是基准坐标系是:A.B.C.【答案】C10.[1分]使操作导航器切换到几何视图的工具图标是: A.B.C.D.E.【答案】E11.[1分]下面专业名词与图标对应的是()。

实训项目四轮廓、型腔的铣削加工实训目的与要求:1.利用基本指令对轮廓、型腔进行编程、加工;2.掌握用半径补偿功能进行轮廓、型腔的编程、加工;3.合理安排工艺进行零件的加工。
课题一轮廓的铣削加工模块一不带半径补偿的轮廓加工一、编程实例编写如图4-1所示零件加工程序,毛坯尺寸120×800×20,工件材料45号钢。
图4-1 不带半径补偿的轮廓加工二、相关知识点(一)工艺部分1.夹具及刀具选用本例夹具可选规格136mm的机用平口虎钳。
加工外轮廓刀具可选用φ16mm的立铣刀;为提高内壁加工质量,不直接用φ12的键槽铣刀,而是采用φ10mm的键槽铣刀加工腰圆型槽。
刀具切削参数如表4-1所示。
表4–1 刀具与切削用量2.(1)加工路线的确定原则在数控加工中,刀具刀位点相对于零件运动的轨迹称为加工路线。
加工路线的确定与工件的加工精度和表面粗糙度直接相关,其确定原则如下:①加工路线应保证被加工零件的精度和表面粗糙度,且效率较高。
②使数值计算简便,以减少编程工作量。
③应使加工路线最短,这样既可减少程序段,又可减少空刀时间。
④加工路线还应根据工件的加工余量和机床、刀具的刚度等具体情况确定。
(2)切入、切出方法选择采用立铣刀铣削外轮廓侧面时,铣刀在切入和切出零件时,应沿与零件轮廓曲线相切的切线或切弧上切向切入、切向切出(图4-2中A-B-C-B-D)零件表面,而不应沿法向直接切入零件,以避免加工表面产生刀痕,保证零件轮廓光滑。
铣削内轮廓侧面时,一般较难从轮廓曲线的切线方向切入、切出,这样应在区域相对较大的地方,用切弧切向切入和切向切出(图4-3中A-B-C-B-D)的方法进行。
图4-2 外轮廓切线(弧)切入切出图4-3 内轮廓切弧切入切出(3)凹槽切削方法选择加工凹槽切削方法有三种,即行切法(图4-4a)、环切法(图4-4b)和先行切最后环切法(图4-4c)。
三种方案中,a图方案最差(左、右侧面留有残料);c图方案最好。
型腔铣操作子类型简介及应用教案2.1 型腔铣操作子类型简介及应用型腔铣主要用于创建零件的粗加工刀具路径,以及直壁或者斜度不大的侧壁精加工。
它根据型腔或型芯区域的形状,将要切除的部位分成多个切削层进行切削,每一切削层可以指定不同的深度,可以加工复杂的零件表面。
几乎可以加工任意形状的零件,因此型腔铣加工的应用非常广泛。
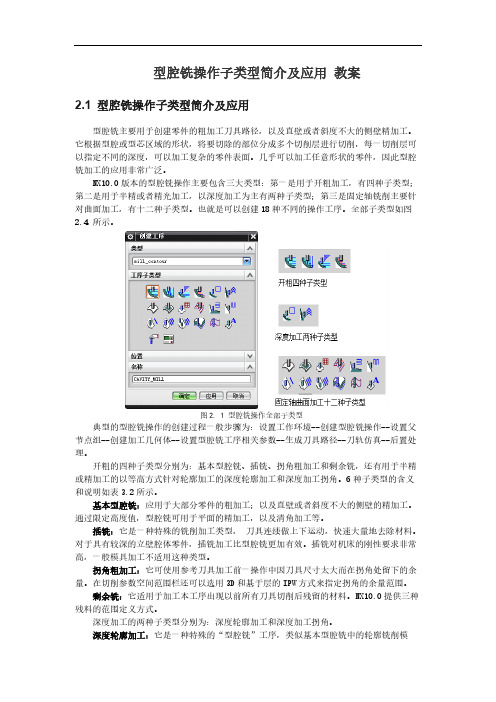
NX10.0版本的型腔铣操作主要包含三大类型:第一是用于开粗加工,有四种子类型;第二是用于半精或者精光加工,以深度加工为主有两种子类型;第三是固定轴铣削主要针对曲面加工,有十二种子类型。
也就是可以创建18种不同的操作工序。
全部子类型如图2.4 所示。
图2. 1 型腔铣操作全部子类型典型的型腔铣操作的创建过程一般步骤为:设置工作环境--创建型腔铣操作--设置父节点组--创建加工几何体--设置型腔铣工序相关参数--生成刀具路径--刀轨仿真--后置处理。
开粗的四种子类型分别为:基本型腔铣、插铣、拐角粗加工和剩余铣,还有用于半精或精加工的以等高方式针对轮廓加工的深度轮廓加工和深度加工拐角。
6种子类型的含义和说明如表3.2所示。
基本型腔铣:应用于大部分零件的粗加工;以及直壁或者斜度不大的侧壁的精加工。
通过限定高度值,型腔铣可用于平面的精加工,以及清角加工等。
插铣:它是一种特殊的铣削加工类型,刀具连续做上下运动,快速大量地去除材料。
对于具有较深的立壁腔体零件,插铣加工比型腔铣更加有效。
插铣对机床的刚性要求非常高,一般模具加工不适用这种类型。
拐角粗加工:它可使用参考刀具加工前一操作中因刀具尺寸太大而在拐角处留下的余量。
在切削参数空间范围栏还可以选用3D和基于层的IPW方式来指定拐角的余量范围。
剩余铣:它适用于加工本工序出现以前所有刀具切削后残留的材料。
NX10.0提供三种残料的范围定义方式。
深度加工的两种子类型分别为:深度轮廓加工和深度加工拐角。
深度轮廓加工:它是一种特殊的“型腔铣”工序,类似基本型腔铣中的轮廓铣削模式:通过层切方式加工零件实体表面轮廓。

型腔铣削加工
一、型腔铣削概述
1. 型腔铣
适用范围:通常粗加工和半精加工几乎都使用型腔铣,精加工也常用型腔铣。
涵盖模具型腔、型芯、电极的开粗,精光。
2.型腔铣削加工的子类型
二、型腔铣削的几何体
重要概念:
(1)切削区域:检查几何体、曲面区域、裁剪边界
(2)切削层
(3)IPW “切削参数”中对话框,对“包含”选项卡选择“使
用3D”在加工每一道工序后都会有一个残留毛坯,残留毛坯就是IPW(in process workpiece)
三、型腔铣削的切削参数
1、刀轨设置
2、切削参数设置
四、深度加工轮廓
五、型腔铣削加工和深度加工轮廓区别
1、等高外形轮廓铣用于精加工、半精加工,相对于型腔铣的“配置文件”方式,增加了一些参数,如陡斜角度、混合切削模式、层间过渡、层间剖切等。
层与层之间过渡方法,后三种能够有效地避免提刀;
(1)混合切削模式,提高加工效率,避免提刀;
(2)层间过渡,使得生成的刀路更加精简;
(3)层间剖切,在进行等高加工时,对非陡峭面进行均匀加工。
2、等高轮廓铣的下刀问题
(1)等高轮廓铣和型腔铣中的轮廓驱动方式所生成的刀轨相似,但是在很窄的槽,型腔铣会提示加工出现问题,而等高轮廓铣会出现“踩刀”现象,工件复杂用轮廓驱动方式的型腔铣操作;工件不是很复杂,用等高外形轮廓铣。
3、高速加工过程,防止过切,转角设置。
第4章型腔铣和深度加工轮廓学习提示:型腔铣主要用于工件的粗加工,快速去除毛坯余量,可加工平面铣无法加工的零件形状,一般包括带拔模角度的零件侧壁和带曲面的零件等。
本章介绍型腔铣的加工特点、型腔铣的适用范围,与深度加工轮廓铣的异同;重点介绍型腔铣和深度加工轮廓的参数设置,包括切削层、切削参数、处理中的工件(IPW)等。
最后通过实例来说明型腔铣和深度加工轮廓铣操作的运用。
技能目标:了解型腔铣和深度加工轮廓的应用范围,掌握设置切削层、切削参数的方法,掌握型腔铣和深度加工轮廓铣操作的设置方法。
4.1 型腔铣基础理论型腔铣主要用于工件的粗加工,快速去除毛坯余量,可加工平面铣无法加工的零件形状,一般包括带拔模角度的零件侧壁和带曲面的零件等。
型腔铣的操作原理是通过计算毛坯除去工件后剩下的材料来产生刀轨,所以只需要定义工件和毛坯即可计算刀位轨迹,使用方便且智能化程度高。
本章将先介绍型腔铣的基本设置,再通过实例说明型腔铣的应用思路。
4.1.1 型腔铣与平面铣的比较型腔铣与平面铣操作都是在水平切削层上创建的刀位轨迹,用来去除工件上的材料余量。
大部分情况下,特别是粗加工,型腔铣可以替代平面铣,但平面铣也有它独特的优势。
下面对型腔铣和平面铣进行比较。
1. 相同点(1)型腔铣与平面铣刀具轴都垂直于切削层平面。
(2)型腔铣与平面铣的大部分参数基本相同,如切削方式、进刀和退刀、控制点、切削参数选项,拐角控制选项等。
2. 不同点(1)定义工件和毛坯的几何体类型不同,平面铣使用边界,型腔铣大部分使用实体,也可使用小平面和边界。
(2)切削深度的定义不同,平面铣通过指定的边界和底面的高度差来定义总的切削深度。
型腔铣是通过毛坯几何体和零件几何体来定义切削深度。
4.1.2 型腔铣的适用范围型腔铣的适用范围很广泛,可加工的工件侧壁可垂直或不垂直,底面或顶面可为平面或曲面如模具的型芯和型腔等。
可用于大部分的粗加工,直壁或斜度不大的侧壁的精加工,通过限定高度值,只作一层切削,型腔铣也可用于平面的精加工以及清角加工等。
适用于型腔铣的工件类型有如图4-1和图4-2所示。
图4-1打印机盖板的后模型腔图4-2 塑料前模型芯4.1.3 型腔铣的参数设置型腔铣创建操作的主界面如图4-3所示,型腔铣最关键的参数是切削层、切削区域,以及IPW(残留毛坯)的应用。
本节先介绍型腔铣的加工原理,然后对型腔铣的参数设置作讲解。
图4-3 【型腔铣】对话框型腔铣的加工原理是在刀具路径的同一高度内完成一层切削,当遇到曲面时将会绕过,再下降一个高度进行下一层的切削,系统按照零件在不同深度的截面形状计算各层的道路轨迹。
如图4-4所示的零件,分4层切削,在不同的层里,道路轨迹也有所不同。
1. 切削层切削层是为型腔铣操作指定切削平面。
切削层由切削深度范围和每层深度来定义。
一个范围由两个垂直于刀轴矢量的小平面来定义,同时可以定义多个切削范围。
每个切削范围可以根据部件几何体的形状确定切削层的切削深度,各个切削范围都可以独立地设定各自的均匀深度。
图4-4 【型腔铣】的切削层在【型腔铣】对话框下【刀轨设置】选项中单击【切削层】按钮,打开【切削层】对话框,如图4-5所示。
在【切削层】对话框中,型腔铣操作提供了全面、灵活的方法对切削范围、切削深度进行调整。
下面讲解切削层中的各个选项的理解和用法。
图4-5【切削层】对话框(1)自动生成切削层自动生成将范围设置为与任何水平平面对齐,这些是部件的关键深度。
只要没有添加或修改局部范围,切削层将保持与部件的关联性,系统将检测部件上的新的水平表面,并添加关键层与之匹配。
选择这种方式时系统会自动寻找部件中垂直于刀轴矢量的平面。
在两平面之间定义一个切削范围,并且在两个平面上生成一种较大的三角形平面之间表示一个切削层,每两个小三角形平面之间表示范围内的切削深度,如图4-6所示。
图4-6 自动生成切削层图例◆仅在底部范围在【切削层】对话框中选择“仅在底部范围”复选框时,则在绘图区只保留关键切削层,如图4-7所示,该参数设定只加工关键切削层的深度,即只加工工件存在平面区域的深度,该参数常用于精加工。
◆切削深度切削深度可分为总的切削深度和每一刀的深度,每一刀的深度可以定义为全局切削深度和某个切削范围内的局部削深度。
如图4-8所示。
图4-7 仅在底部切削的切削层图4-8 切削深度◆当前范围信息向上和向下箭头:使用向上和向下箭头从各个范围中进行选择。
图形区域中突出显示的范围(以选择颜色显示)是当前的活动范围。
其他范围将以部件颜色显示。
当突出显示每个范围时,该范围的编号和层将显示在上/下箭头的上方,【范围深度】文本框中将显示该范围当前的深度值。
◆插入范围使用【插入范围】可在当前的范围下添加一个新范围。
◆编辑当前范围使用“编辑当前范围”可修改当前范围。
◆删除当前范围使用【删除当前范围】可删除当前的范围。
当删除一个范围时,所删除范围之下的一个范围将会进行扩展以自顶向下填充缝隙。
如果删除仅有的一个范围时,系统将恢复默认的切削范围,该范围将从整个切削体积的顶部延伸至底部。
◆测量开始位置顶层:从第一个切削范围的顶部开始测量范围深度值。
范围顶部:从当前突出显示的范围的顶部开始测量范围深度值。
范围底部:从当前突出显示的范围的底部开始测量范围深度值。
也可使用滑尺来修改范围底部的位置。
WCS原点:从工作坐标系原点处开始测量范围深度值。
◆信息在单独的窗口中显示关于该范围的详细说明。
◆显示可重新显示范围以作为视觉参考。
(2)用户定义切削层允许用户通过定义每个新范围的底面来创建范围,通过选择面定义的范围将保持与部件的关联性。
但不会检测新的水平表面。
(3)单个切削层根据部件和毛坯几何体设置一个切削范围,如图4-9所示。
在单个切削层中只能修改顶层和底层。
图4-9 单个切削层图例2. 切削区域型腔铣操作提供了多种方式来控制切削区域。
下面对5种切削区域定义方式分别进行介绍。
◆检查几何体与平面铣类似,型腔铣的检查几何体用于指定不允许刀具切削的部位,如压板、虎钳等,不同之处是腔铣可用实体等几何对象定义任何形状的检查几何体。
可以用片体、实体、表面、曲线定义检查几何体。
◆修剪边界修剪边界用于修剪刀位轨迹,去除修剪边界内侧或外侧的刀轨,必须是封闭边界。
◆切削区域切削区域用于创建局部刀具路径。
可以选择部件表面的某个面或面域作为切削区域,而不选择整个部件,这样就可以省去先创建整个部件的刀具路径,然后使用修剪功能对刀路径进行进一步编辑的操作。
当切削区域限制在较大部件的较小区域中时,切削区域还可以减小系统计算路径的时间。
◆轮廓线裁剪在【切削参数】对话框中,当打开容错加工时,可以在【空间范围】选项卡中将【修剪由】设定为“轮廓线”,则系统利用工件几何体最大轮廓线决定切削范围,刀具可以定位到从这个范围偏置一个刀具半径的位置,如图4-10所示。
图4-10 【切削参数】对话框◆参考刀具在【切削参数】对话框的【空间范围】选项卡中,可以设定参考刀具,如图4-11所示,设定此参数常来创建清角刀轨,在对话框右边有产生的刀轨示意。
还可设【重叠距离】,对刀轨进行进一步的控制。
图4-11 【空间范围】对话框3. 处理中的工件(IPW)IPW就是In Process Workpiece,是指工序件的意思。
该选项主要用于二次开粗,是型腔铣中非常重要的一个选项。
处理中的工件(IPW)也就是操作完成后保留的材料,该选项可用的当前输出操作(IPW)的状态,包括3个选项。
“无”、“使用3D”和“使用基于层的”如图4-12所示。
图4-12处理中的工件选项图4-13“无”处理中的工件◆无:该选项是指在操作中不使用处理中的工件。
也就是直接使用几何体父节点组中指的毛坯几何体作为毛坯来进行切削,不能使用当前操作加工后的剩余材料作为当前操作的毛坯几何体,如图4-13所示。
◆使用3D:该选项是使用小平面几何体来表示剩余材料。
选择该选项,可以将前一操作加工后剩余的材料作为当前操作的毛坯几何体,避免再次切削已经切削过的区域,如图4-14所示。
图4-14使用3D处中的工件图4-15使用基于层的选项工程提示:在使用3D选项时,必须在选择的父节点中已经指定了毛坯几何体,否则在创建刀具路径时弹出警告对话框。
提示几何体绷带没有定义毛坯几何体,不能生成刀具路径。
使用基于层:该选项和“使用3D”类似,也是使用先前操作后的剩余材料作为当前操作的毛坯几何体并且使用先前操作的刀轴矢量,操作都必须位于同一几何父节点组内。
使用该选项可以高效地切削先前操作中留下的弯角和阶梯面,如图4-15所示。
工程提示:在二次开粗时:如果当前操作使用的刀具和先前操作的刀具不一样,建议“使用3D”选项;如果当前操作使用的刀具和先前刀具一样,只是改变了步进距离或切削浓度,建议选择“使用基于层”选项。
在定义IPW时,【空间范围】对话框会出现【最小移除材料】文本框,最小移除材料厚度值是在部件余量上附加的余量,使生成的处理中的工件比实际加大后的工序件稍大一点。
如图4-16所示。
比如当前操作指定的部件余量是0.5mm,而最小移除材料厚度值是0.2mm,生成的处理中的工件的余量是0.7mm。
可以理解为,前一个IPW的余量在0.7以上的区域才能被本操作加工到。
内图4-16 最小移除材料IPW可以成功执行的条件是,在使用之前的所有操作都必须有同一个几何体组之下,且全部操作已生成。
工程提示:IPW常用于半精加工,清除前一把刀具铣不到的角落和无法下刀的区域。
优先使用“跟随工件”的切削方式,生成的刀轨安全高效,智能化程度高。
4.1.4 深度加工轮廓操作深度加工轮廓铣操作是型腔铣的特例,经常应用到陡峭曲面的精加工和半精加工,相对于型腔铣的“配置文件”方式,增加了一些特定的参数,如陡峭角度、混合切削模式、层间过渡、层间剖切等,其主界面如图4-17所示:图4-17 深度加工轮廓(ZLEVEL-PROFILE)主界面现对深度加工轮廓操作与型腔铣操作的区别,分别介绍如下。
(1)陡峭角度此参数限定被加工区域的陡峭程度,而非陡峭面采用另外的加工方式,两者结合,达到对工件完整光顺精加工的目的。
参数设定如图4-18所示。
(2)混合切削模式当每层的刀轨没有封闭时,单向切削模式会产生许多提刀,采用混合切削模式避免提刀,可以提高加工效率,使刀轨更为美观。
参数设定如图4-19所示。
图4-18“陡峭角度”参数图4-19“混合”切削参数(3)层间过渡提供了2种层到层之间的过渡方法,其中“直接对部件进刀”避免了提刀,使得产生的刀轨更为精简。
参数设定如图4-20所示。
图4-20 【层到层】参数(4)层间剖切设定层间切削的步距和最大移动距离,可以实现在进行深度轮廓加工时,对非陡峭面进行均匀加工。
参数设定如图4-21所示。