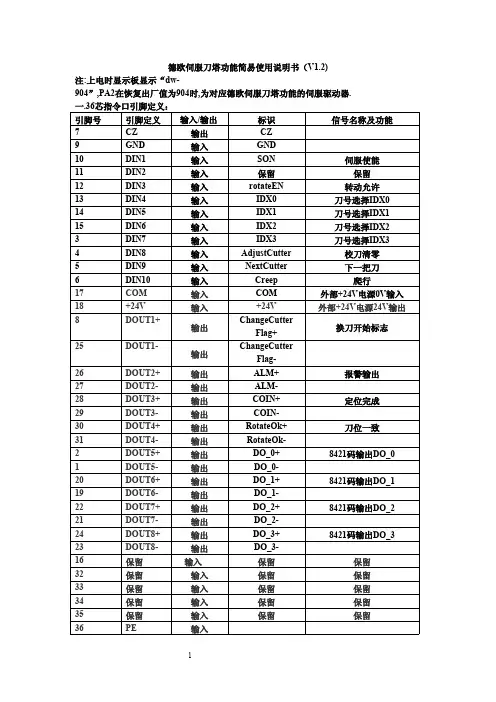
Baruffaldi刀塔说明书
- 格式:pdf
- 大小:302.79 KB
- 文档页数:7
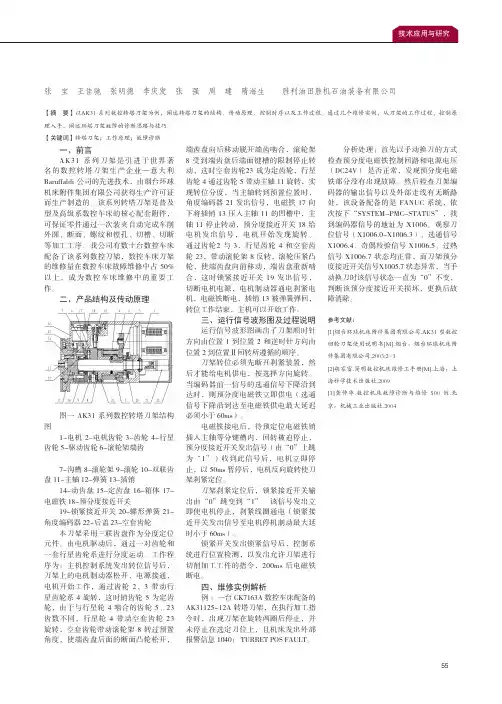
55一、前言A K 31 系列刀架是引进于世界著名的数控转塔刀架生产企业—意大利 Baruffaldi 公司的先进技术,由烟台环球机床附件集团有限公司获得生产许可证而生产制造的。
该系列转塔刀架是普及型及高级系数控车床的核心配套附件,可保证零件通过一次装夹自动完成车削外圆、断面、螺纹和镗孔、切槽、切断等加工工序。
我公司有数十台数控车床配备了该系列数控刀架,数控车床刀架的维修量在数控车床故障维修中占 50%以上,成为数控车床维修中的重要工作。
二、产品结构及传动原理图一 AK31 系列数控转塔刀架结构图1-电机 2-电机齿轮 3-齿轮 4-行星齿轮 5-驱动齿轮 6-滚轮架端齿7-沟槽 8-滚轮架 9-滚轮 10-双联齿盘 11-主轴 12-弹簧 13-插销14-动齿盘 15-定齿盘 16-箱体 17-电磁铁 18-预分度接近开关19-锁紧接近开关 20-蝶形弹簧 21-角度编码器 22-后盖 23-空套齿轮本刀架采用三联齿盘作为分度定位元件。
由电机驱动后,通过一对齿轮和一套行星齿轮系进行分度运动。
工作程序为:主机控制系统发出转位信号后,刀架上的电机制动器松开,电源接通,电机开始工作,通过齿轮 2、3 带动行星齿轮系 4 旋转,这时销齿轮 5 为定齿轮,由于与行星轮 4 啮合的齿轮 5、23 齿数不同,行星轮 4 带动空套齿轮 23旋转,空套齿轮带动滚轮架 8 转过预置角度,使端齿盘后面的断面凸轮松开,端齿盘向后移动脱开端齿啮合,滚轮架 8 受到端齿盘后端面键槽的限制停止转动,这时空套齿轮23 成为定齿轮,行星齿轮 4 通过齿轮 5 带动主轴 11 旋转,实现转位分度,当主轴转到预置位置时,角度编码器 21 发出信号,电磁铁 17 向下将插销 13 压入主轴 11 的凹槽中,主轴 11 停止转动,预分度接近开关 18 给电机发出信号,电机开始发现旋转。
通过齿轮2 与 3,行星齿轮 4 和空套齿轮 23,带动滚轮架 8 反转,滚轮压紧凸轮,使端齿盘向前移动,端齿盘重新啮合,这时锁紧接近开关 19 发出信号,切断电机电源,电机制动器通电刹紧电机,电磁铁断电,插销 13 被弹簧弹回,转位工作结束,主机可以开始工作。

翻译:秦刚1 / 14页概 要TB 系列刀架是通过伺服电机和型号为SA-01A-TB 的伺服放大器来控制的。
其中伺服放大器置于电器柜内(尺寸为:325X210X80mm)伺服放大器能够根据系统的换刀要求来控制伺服电机以及与机床进行逻辑通讯。
注意:若参数改动恕不通知翻译:秦刚2 / 14页索 引概述 第1页 索引 第2页 电器连接图(总图) 第3页 电器连接图(分图) 第4页 输入输出信号连接 第5页 如何选择刀架的型号 第6页 模式设定(0) 第7页 模式设定(1) 第8页 模式设定(1)举例 第9页 模式设定 (2-3-4) 第10页 模式设定(5-6) 第11页 模式设定(7) 第12页 启动—找零 第13页 诊断报警处理 第14页 使用各项功能前,请阅读手册中的说明 请勿触动伺服放大器内部器件 如必须的情况下,应由有经验的技术人员方可触动其内部部件,我们建议,至少 等待5分钟,使其电容充分放电后,再打开伺服放大器的外壳。
不 说 进行 们将不 质翻译:秦刚3 / 14页刀架-伺服驱动器-电磁阀之接线刀架使用液压控制锁紧和松开的模式下,详细的技术参数流量,油压,电磁阀等参见TB002-C,第20页。
必须安装继电器,应为800mA LO.3和LO.4输出不能够直接控制电磁阀翻译:秦刚4 / 14页电源及刀架和伺服放大器的接线说明双屏蔽电缆(双线4芯)刀架端接线端子 伺服放大器接线端子接近开关接线端子 自保户输入电磁阀 使用PTC24V 最大800Ma 输入保接地保护相间短路保护电源三相电源220—230V +/-10% 50/60HZ 警告:为确保良好的连接清确 保险和热保护,无需使用EMC 过滤器, 认X1和X2线头已经插伺服放大器本身自带。
到接线端子的底部使用1KVA 变压器或自动变压器 使用变压器最大功率6KVA使用自动变压器最大功率3.8KVA翻译:秦刚5 / 14页输入输出电缆连接(伺服放大器和系统)v3-DB37输入/出37针母接头(焊接端)N.B.要求+24V 信号输入24V 直流电+/-10%最大50W 2安培保险报警输出24V 最大100毫安刀架锁紧信号24V最大100毫安 刀架到位信号24V 最大100毫安刀架型号选择根据第6页的图跳接附带奇偶校验的目标刀号码和启动码 见第8页操作模式选择见第7---12页N.C.=不连接 N.U.=不使用预留个人参数设定口翻译:秦刚6 / 14页通过伺服放大器设定刀架型号及工位数伺服放大器中的PIN4(+24V)和PIN 19-37-18-12-30的不同组合连接,代表着不同的刀架型号,下图中的十进制一栏里的数值是与左侧二进制所表示的数值一致,供参考。

DOTA最基本操作详解物品与英雄的最初级教程装备怎么购买装备怎么更换/切换装备怎么合成装备怎么使用装备怎么卖掉/摧毁装备英雄选中、移动、攻击、施法、其他操作大家看完了之前的教程,想必已经知道怎么进入DOTA这个游戏了。
那么我们的英雄出门之前,至少需要先买几件小装备或者小道具吧。
那么这里就告诉大家,关于物品的一些操作。
首先,最基本的,怎么买装备,在哪里买:大屏幕上用红框标出来的位置,都可以买装备。
鼠标左键点击一下,这个商店对应的装备就会在右下角那个大的红框里出现。
在你想买的装备上点一下就会发现你买到了它,当然,前提是你有足够的金钱。
物品的使用:部分物品是可以点击使用的。
比如治疗药膏,可以点击药膏,再点击自己或者队友,就能够加血。
有的装备只需要点击一下装备图标就可以起作用,比如梅肯斯姆。
有的装备是需要点击敌人施放的,比如达贡之神力(俗称达贡、红杖、大根),guinsoo 的邪恶镰刀(俗称羊刀)。
个别装备可以对树木使用。
比如艾西菲的远古祭祀(俗称吃树),你会发现英雄吃掉了一棵树来恢复一定的生命值。
卸下物品的方法:用鼠标右键点击物品,然后左键点击地面,你就可以看到物品被扔到了地上。
如果你用左键点击他它,就会拾起来(但是你的物品栏要有足够的格子哦~)。
改变物品栏的中物品的位置:用右键点击物品,然后左键点击你想要跟它换位置的物品。
之后你会发现这两个物品在物品栏的位置变了。
当然你可以把它放到一个空的格子上。
物品的合成:NB的装备是用其他小装备合成出来的,而不是直接买来的。
下面这几个商店,就是专门用来合成装备的,但是请注意,他们店里贩卖的仅仅是合成卷轴,合成部件需要去其他地方购买。
你可以在这些商店找到高级一些的装备,可以把鼠标移到右下的框里去查看他们的合成方法。
你只要把所有的部件和合成卷轴(有的装备只需要部件,没有合成卷轴)放到你的英雄身上,装备就会自动合成。
下面教大家如何卖掉或者摧毁物品:走到随便一个商店那里,右键点击你想卖的物品,左键点击商店,就会看到物品被卖掉了。
Index1. TURRET IDENTIFICATION32. TECHNICAL INFORMATION42.1 Principle of Working42.2 Special features42.3 Technical and Dimensional details53. INSTALLATION63.1 Fitment on the machine63.2 Coolant system63.3 Fitmnet of the Tool disc73.4 Electrical connections83.4.1 Motor wiring details94. TURRET CONTROL105. MAINTENANCE135.1 Lubrication135.2 hand cranking135.3 Adjustment of Ringfeder clamp146. REPLACING COMPONENTS156.1 Replacement of Rotary encoder156.2 Replacement of Proximity switch166.3 Replacement of Coolant Valve Button (Poppet)177. ASSEMBLY DRAWINGS188. COMPONENT LIST219. INSTRUCTIONS FOR DIS- MANTLING2310. INSTRUCTIONS FOR ASSEMBLY2411. FAULTS AND CORRECTIVE ACTIONS284.2 Flow chart for turret controlFIG 4.1NOTE :MONITOR TURRET CLAMP SWITCH SIGNAL ON CONTINUOUS BASIS. GENERATE FEED -HOLD IF CLAMP SIGNAL MISSING4.3. Requirements of turret control :4.3.1 Sequence of operation :Flow chart on the page 14 gives the details of operation sequence. Following general points should be noted while selecting the control system and its program.4.3.2 control system :*Select a particularly fast PLC (programmable logic controller) for the control of turret operation.*Control should be capable of detecting the turret clamp switch signal within a period 5 ms.*Motor should be switched off by solid state relays. Contactors take much longer time (30 to 40 ms).Suggested electrical circuit is on page 12.4.3.3 SAFETY INTERLOCKS :A. 'MOTOR OVERHEAT' signalThermal Switch has been provided in the motor winding to give indication of motor overheating. In the event of overheating relay should trip the motor contactor, and also give ‘Motor overheating’ signal to the control circuit. Motor contactor should be tripped without depending on PLC software.Typical circuit diagram is given in page12.B. 'TIME FAULT'’signalTime required for indexing through 180° is between 1.3 seconds to 3.1 seconds depending on the Turret model. This is the maximum time required for completing the indexing operation. If the ‘cycle complete’ signal is not received even after this time, this will be an indication of some fault in the indexing cycle. Control circuit should be programmed to give a ‘Time Fault’ signal, if the ‘Cycle complete’ signal is not received within a specified time (say 1 second more than the maximum expected time) after the ‘Cycle Start’ signal.C. 'TURRET NOT LOCKED' signal.Turret clamp signal should be continuously monitored. If the clamp signal is missing, a Feed Hold signal should be generated to stop the machine movements. Simultaneously, ‘Turret not Clamped’ alarm signal should also be generated.D. 'POSITION FAULT' signalAt the end of indexing cycle, a check should be made to ensure that the turret has indexed to the demanded position. If the actual position and demanded position do not match, then ‘Position fault’ alarm should be generated.E. 'INVALID DEMAND' signalAn eight position turret cannot react to a tool demand other than 1 to 8. If any other tool position (say 12) is demanded, the control should give 'INVALID DEMAND' Message.All these signals should stop the operation of the machine, and an indication should be available on the control panel regarding the nature of the fault.F. MANUAL MODE OF TURRET CONTROLControl panel should have a facility to change over the turret control to manual mode. Following facilities should be available in this mode :G. ’INCHING’ THE MOTOR IN EITHER DIRECTION :During servicing, it is sometimes necessary to rotate the motor for checking the functioning of the turret mecha-nism. Push button switches should be provided to allow ‘inching’ of the motor in either direction.H. TOOL INDEXING CYCLE ON MANUAL DEMAND :Control system should provide a facility to index the turret into desired position by manual data entry of ‘tool demand’. This can be either by a ‘thumb wheel’ switch, or by push button data entry through CNC panel. Indexing cycle through manual tool demand will be identical to the normal indexing cycle, except for the fact the cycle will start even if initial signal conditions are not satisfied.Turret can stop in an un-clamped position, if the power fails during the indexing cycle. It is then possible that valid encoder feedback is not available because the turret has stopped in an intermediate position. In such a case, in MDI mode, the control should choose a fixed direction of motor rotation (i.e. default direction) and then index the turret to demanded position.Note :- Please specify the model and turret number, while ordering the spare parts.- For BTP 80,100,125,160 sl.no 37 is known as CAM YOKE ROLLER ASSEMBLY .1.MAIN BODY2. END PLATE3.BACK COVER4.FIXED COUPLING5. MAIN (INDEX ) FLANGE6. SLIDING COUPLING7.CAM GEAR8.CAM RING9. SPINDLE10.INDEXING GEAR 11.PI CAM SHAFT 12.INDEXING SHAFT 13.DRIVE SHAFT14.COOLANT FLANGE15.COOLANT FLANGE CLAMP 16.SOC HD SCR 17.COOLANT RING18.COOLANT RING CLAMP 19.CSK SCR 20.'O' RING21.COOLANT POPPET 22.COOLANT SPRING23.'O' RING - COOLANT POPPET 24.SPRING SEAT25.'O' RING - SPRING SEAT 26.GRUB SCR27'O' RING COOLANT PLUG 28.COOLANT PLUG29.ELRING SPAGHETTI HOSE 30.ELRING SPRING ENERGIZED SEAL31.GRUB SCR 32SOC HD SCR 33.SOC HD SCR34.ANTI ROTATION KEY 34A 'O' RING35.SOC HD SCR 36.SOC HD SCR37.NEEDLE ROLLER ASSEMBLY 38.ROLLER PIN - SLIDING SIDE 40.GRUB SCR41.THRUST BEARING 42.SPRING SEAT 43.DISC SPRING44.SPRING LOCK NUT 45.SPACER88.LOCK NUT 89.SOC HD SCR 90.EXT. CIRCLIP 91.EXT. CIRCLIP 92.INT. CIRCLIP 93.OIL SEAL 94.'O' RING95.MOTOR FLANGE 96.SOC HD SCR 97.SOC HD SCR 98.STATOR 99.ROTOR100.MOTOR SHAFT 101.BEARING 102.EXT. CIRCLIP103.MOTOR HOUSING 104.BEARING105. BEARING COVER 106.SOC HD SCR107.CYLINDRICAL PIN 108OIL FILLING PLUG109.OIL LEVEL INDICATOR 110.DRAIN PLUG 112.SOC HD SCR 113.ALIGNMENT PIN114.RING FEEDER CLAMP 115.SOC HD SCR116.'O' RING - FIXED COUPLING 117.'O' RING - SPINDLE SHAFT 118.O RING - END PLATE 119.PI INDEXING CAM120. BEARING COVER - CS 122.KEY123.ENCODERCONNECTOR S TRIP 124.'O' RING 125.'O' RING126.COOLANT PIN 127.ELECTRIC M OTOR 128.'O' RING46.RING FEEDER CLAMP 47.SOC HD SCR 48.END BUSH 49.END SPACER 50.PARALLEL KEY 51. EXT CIRCLIP 52.OIL SEAL53.PLUG ( ELEC. ENTRY)54.'O' RING - END PLATE 55.ENCODER MOUNTING BLOCK 56.'O' RING57. SOC HD SCR 58.DRIVE DOG 59.DRIVE PIN 60.GRUB SCR.61.ABSOLUTE ENCODER 62.ENCODER CLAMP 63.SOC HD SCR 64.BEARING64A.EXT. CIRCLIP - BEARING 65.PINION66.ROLLER PIN - INDEXING SIDE67. ROLLER HOUSING68.NEEDLE ROLLER BEARING ASSEMBLY.69.GRUB SCR.70.SNAP RING 71.PARALLEL KEY 72.BEARING 73.EXT. CIRCLIP74.CAM SHAFT GEAR75.PROXIMITY SENSING GEAR 76.EXT CIRCLIP77.PROXIMITY SWITCH 78.ROLLER79.SOC HD SCR 80.SOC HD SCR 81.'O' RING 82.BEARING 83.EXT. CIRCLIP84.BEARING COVER - DS 85.BEARING COVER - IS 86.GEAR87.LOCK WASHERNO.NAMENO.NAMENO.NAME8.0 COMPONENT LIST64a6466677071656464aFIG 10.5ASSEMBLYOF INDEXING。

伺服驱动DMS08-BF中文REV03 日期:12/11/08伺服驱动DMS08-BF中文REV03 日期:12/11/08目录安全总则第4页安装说明第5页2.0 安装第5页2.1 机柜内安装第5页2.2 电路第6页2.3连接电源第6页2.4导线和保险第7页2.5 连接电机第7页2.6伺服模块接地第7页2.7刹车第7页2.8抗扰事宜第8页伺服放大器的技术特点第9页3.0 尺寸第9页3.1 电器参数第9页3.2 环境条件第9页3.3尺寸图第10页连接第11页4.0刀架和驱动连接图第12页4.1刀架端子连接第13页M1:电源连接第14页M2:辅助电源第14页M3:电磁阀的连接第14页M4:接近开关输入第14页J1:逻辑输入输出26芯接头第15页逻辑输入第15页逻辑输出第15页J2:角码第16页J3:串口第16页通讯协议第17页5.0 刀位反馈(实际刀位)第17页5.1 “拨位开关”:刀架型号的选择第18页动态可变量第19页5.2 操作模式选择第20页5.3 模式0--复位/急停第21页5.4 自动模式第21页模式1--回零和快速定位第21页隐藏回零第21页模式2—3 自动强制方向分度选刀第22页模式4— 相邻刀位选刀第22页5.5 模式5—服务模式(不包括回零)第22页5.6 模式6—自测- 第22页5.7 模式7—角码初始化第23页两种不同的初始化方法第23页5.8 目标刀位的选择第24页5.9 启动指令信号第24页5.10 重复同一工位第24页5.11 操作实例第25页5.12 k2和k5型刀架的选择以及用拨位开关选择刀架电机第26页步骤第26页恢复工作状态第26页报警检查第27页伺服驱动DMS08-BF中文REV03 日期:12/11/08 报警检查第27页6.0 报警清单第27页6.1 电源及线路板损坏第28页6.2 松开/锁紧报警第29页6.3 刀位报警第30页6.4 超时报警第30页6.5 电机报警第30页维护第31页7.0 更换驱动器第31页步骤第31页7.1 更换电机第32页步骤1 第32页步骤2 第33页步骤3 第33页7.2 更换接近开关第34页步骤第34页7.3 更换原点接近开关第36页操作第36页7.4原点开关的调整第37页步骤第37页伺服驱动DMS08-BF中文REV03 日期:12/11/08安全总则伺服模块符合低压规定CEE73/23,修订版CEE93/98的规定以及相关国家的有关法规按照EN60204-1章程设计制造系统设计和安装(启动,维修和伺服模块的测试)必须遵守有关事故防范以及相关的安全规定.此外必须遵守:CEI 64.8规定电器厂商标称电压不得高于1000VAC—1500VDC的CEI EN 60204-1机械安全、机电设备的CEI EN 60146-1的规定注意安装使用前请仔细阅读手册。
BWD**-63/80/100ELECTRICAL TURRETS INSTRUCTION FOR USE AND MAINTENANCEChangzhou Yaxing NC Equipment Co.LtdChangzhou Xinshu NC Machine Equipment Co.LtdAddress: Qianjia Industrial Park,Yaoguan,ChangzhouPhone: *************88771358Fax: *************After Service Department:Phone: *************88350255Fax: *************1 GENERAL RULES1.1 The tool turrt YAXING design are provided for being incorporated in numerrical controlled turning machines,and they must be used only for this purpose。
The maximum performances of the are shown on of the turret relieves YAXING of any responsibility for possible injury to persons and damage to property to and will also invalid any obligation for warranty.1.2 Befory installing and commissioning the turret,technician and the operator must have read carefully this instruction Manual.1.3 Commissioning adjustment and repair of the turret must be carride out by skilled and authorized personnel who must follow the instructions in this Manual for all necessary steps.1.4 YAXING declines any responsibility for any accident or injuries to persons or damages to property due to non observance of the respective safety rules and to the instruction shown in this Manual.2 ApplicationThis turret is a core of economic and advanced NC lathe.Itmake sure the woikpiece can be automatically processed from turning internal 、 exrernal and turing surface 、 arc to threading 、 groove just by once clamping 、 and widely used for machine tool 、auto 、gear 、bearing 、metallurgy insustry etc.3 Model identification4 Technical data5 DimensionNote:Can be made according to your demands6 Turret indexing sequenceIndexing signal-----motor rotating in CW----NC received locating signal from turret ----stoped motor in CW and restarted motor in CCW----clamping ----stoped motor----detected the clamping signal and response signal ----working.7 Sequence diagramBWD HALL Coder Sequence DiagramBWD8421 Coder Sequence Diagram8 Electrical connection8.1 Motor connectionThe signaling device composed of hall coder and optical coder8.2.1The connection of the hall coder8 STATION TURRET6 STATION TURRET8.2.2 The connection of the 8421 coder8.2.3 explain8.2.3.1 The clamping signal is from the clamping proximateof the turret and the clamping proximate is the NC PNP switch and it is high lever effective and it’s output current is 200mA。

DotaIMBA3.78地图命令说明Dota IMBA3.78地图&命令说明DOTA IMBA这张图拥有许多有趣的命令,而其中有很多是正常的DOTA版本所没有的,这些命令可以带给玩家更多的娱乐和体验。
进入游戏后,玩家既可以使用正常DOTA版本的所有命令(如-AP -RD -RDSP等等),也可以将正常模式下的命令与IM模式下的命令混合使用,以达到更有趣的游戏体验。
在这里,小编为您整理了一些IM模式下的专有命令,供玩家体验IM的乐趣。
如果你要同时开启-cn,-sl命令,你只需要输入-cnsl,多个命令以此类推。
(如-ardmimssstscakfefnbb)附注:dota imba 3.76版本无彩蛋模式平台常用DOTA IMBA3.78游戏模式推荐模式1:-ardmssstscakfefnbb,然后再键入-nd(死亡随机模式,死亡后立即复活,注意要连续输入)—此模式下英雄会随机获得5个技能(1级的时候有2个,其他技能随着英雄升级而获得),死亡之后会更换英雄和技能。
此模式被称为随机死亡模式,比较注重人品。
推荐模式2:-sdstscakfefrfnbb(三选一模式)—此模式下每个人会从随机的三个英雄——力量\敏捷\智力中选择一个,技能为所选英雄原有技能,另随机获得一个额外技能。
此模式则是著名的三选一模式,很考验对英雄的了解程度。
推荐模式3:-ZMR—在最新dota imba3.76版本中输入此命令,将自动开启三选一模式。
IMBA模式一般命令-im 开启IM模式(想玩IM版地图的必选模式,想玩DOTA IMBA 必须开启的模式)。
注:3.72版以后不需要输入-im,默认为im模式,直接输入正常的游戏模式(-ap,rd等)就行对战。
-cn 在该模式下AI英雄的技能不会IM化。
-sl 该模式下每个英雄所有技能,包括小技能,大招和黄点中的某一个将会丢失,不能再学习,施法及起到相应的作用。
-fe 在该模式下野怪和ROSHAN死亡后有很低概率掉落普通物品,经过120秒会在随机野怪中自动产生一个精英野怪。
【】冰焰の舞DotA 互通1.8版命令大全——发哥修改版备注1:本文的命令和相关说明仅限于【一起玩哟】冰焰の舞出品的DotA6.61b互通1.8版备注2:本文原稿转载至aaaaasuper的【】冰焰の舞DotA 互通1.8版命令大全【4月13日更新】下载地址【】冰焰の舞DotA 互通1.8版命令大全【4月18日发哥版】持续更新12345如果有发现任何BUG,或者问题请点上面回帖反馈,有奖励!一、基本设置所有输入的命令后面必须加非0数字,才可以进行作弊修改(一些特殊命令除外,某些命令只需要加空格即可。
)不加非0数字则关闭作弊修改开启玩家作弊(格式:-ma 玩家编号)中间的空格数量不影响效果。
(对爆建筑物,移动建筑物,随处回城,回城无效,有控制效果)设置对象(格式:-ms 建筑编号)常用于爆基地,中间的空格数量不影响效果。
(对爆建筑物,移动建筑物,随处回城,技能转移,进行设置)全图功能(格式:-c)此命令可实现开关,显示英雄位置、血量、魔法值。
(默认打开)神符提示(格式:-sf)此命令可实现开关。
(默认开启)低血提示(格式:-HP)此命令可实现开关,当敌人血量低于300时小地图标记提示他的位置。
(默认关闭)防偷袭GANK(格式:-apm加一个空格)此命令可实现开关,当敌方英雄靠近你的距离小于1750,且你看不见他的时候,小地图会提示有敌人靠近,并标记其位置,且发出标记的声音!(默认关闭)显示购买物品(格式:-i)此命令可实现开关。
(默认关闭)固定地点回城(格式-ma加一个空格,-ma加两个空格)前者为设置鼠标当前位置为回城坐标,后者为取消设置回城固定位置。
需配合“开启玩家作弊命”使用,但设置完回城坐标以后,开启玩家作弊的玩家都将要传送至此,若设置了“爆建筑物对象”,则会传送至“爆建筑物对象”。
回城无效(格式:-hui 数字)需配合“开启玩家作弊命”使用设置坐标(格式:-set)所有设置坐标的命令,在命令后加0即可取消设置。
操作手冊電腦車床刀塔系列MODEL:CLT-63 CLT-80 CLT-100 CLT-125 CLT-200 CLT-300文件編號:PD-WI-094-H操作手冊:CLT油壓刀塔索 引1.序 (1)2. 技術資料 (2)2.1.規格表 (2)2.2.標準外觀及規格尺寸圖 (3)2.3.線路配置 (6)2.4.油路配置 (6)3. 操作 (7)3.1.電器系統 (7)3.2.位置檢出訊號圖 (8)3.3.動作解說 (9)4. 保養與潤滑 (10)4.1.更換潤滑油時機 (10)4.2.更換潤滑油方法 (10)4.3.潤滑油選擇 (10)4.4.注意事項 (10)5. 維修 (11)5.1.故障與排除 (11)5.2.立體系統圖 (13)5.3.零件表 (17)6. 報廢 (33)1.序感謝您對旭陽產品的愛護與支持。
在面對新世代的來臨,產業勞力不足、薪資上漲及市場競爭壓力,為提高產品競爭力、生產速度、產品品質與降低成本的情況下,採用自動化生產設備已是不可或缺的條件之一。
本產品電腦車床刀塔,使用油壓動力源來驅動刀盤旋轉、分度及鬆開鎖緊,其獨特的油路設計與分度機構,可調整刀盤的轉速,並具有緩衝減速的功能,配合6個近接開關及絕對值方式的檢出凸輪,刀塔可就近選取刀具,不須原點復歸,不亂刀。
結構簡單,穩定性、耐用性高,適合重切削。
在搭配貴公司的生產設備之後,相信對於提高工作效率、增加產能、減少人力...等方面必將有所助益。
本手冊是說明刀塔之安裝、操作、保養與潤滑等應注意之事項,在使用前,請詳細閱讀本手冊之內容並依說明操作,以使刀塔能夠發揮其性能及延長使用壽命。
F1 x bF2 x bF3 x b重 量 (不含刀盤)離合齒外徑 型 態2.2. 標準外觀及規格尺寸CLT-63CLT-80CLT-100CLT-125CLT-200 CLT-3002.3線路配置2.4.油路配置3. 操 作3.1.電器系統CLT63,80項 次內 容規 格線 碼 信 號SensorA 刀位檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO24VA OV 棕 黑藍24V信號OV SensorB 刀位檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO24V B OV 棕 黑藍24V 信號OV SensorB 刀位檢出感測器 10~30V DC100mA(負載) 輸出-PNP-NO24V C OV 棕 黑藍24V 信號OV SensorD 刀位檢出感測器10~30V DC 100mA(負載) 輸出-PNP-NO24V D OV 棕 黑藍24V 信號OV SensorE刀盤停止轉動與鎖緊感測器 10~30V DC 100mA(負載) 輸出-PNP-NO24V E OV 棕 黑藍24V 信號OV SensorF 刀盤鬆開鎖緊檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO24V F OV 棕黑藍24V 信號OVSolA 刀盤鬆開鎖緊電磁閥 DC24V / AC110V 30WSolB刀盤正反轉電磁閥DC24V / AC110V 30WCLT100,120,125,200,300項 次內 容規 格線 碼 信 號SensorA 刀位檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO 1OV棕 藍24V 信號 SensorB 刀位檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO 2OV棕 藍24V 信號 SensorB 刀位檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO 3OV棕 藍24V 信號 SensorD 刀位檢出感測器10~30V DC 100mA(負載) 輸出-PNP-NO 4OV棕 藍24V 信號 SensorE 刀盤停止轉動與鎖緊感測器 10~30V DC 100mA(負載) 輸出-PNP-NO 5OV棕 藍24V 信號 SensorF 刀盤鬆開鎖緊檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO6OV棕 藍24V 信號 SolA 刀盤鬆開鎖緊電磁閥 DC24V / AC110V 30WSolB刀盤正反轉電磁閥DC24V / AC110V 30W3.2位置檢出訊號圖3.3動作解說1. Sensor A,B,C,D:只供刀位檢測,不做任何動作之啟動訊號。
器乐的头指示由安装和维修❖BTP63❖BTP80❖BTP100❖BTP125俊2003年内容1. 原理工作2. 安装继续机3. 安装工具磁盘4. 工作系统备案相同5. 电动连接6. 连接电动的电机7. 电动信号8. 转手动9. 油脂10. 算法管理头11. 主要要求到管理头12. 3amena 和调整传感器转13. 调整无接触的开关14. 3amena 无接触的开关15. 预制图纸16. 采样和维修17. 大会和调整18. 调整夹紧圆锥形戒指19. 3apasny 零件20. 主要故障和他们的消除指示由器乐头 31. 原则 ra6ots要将旋转工具磁盘索引在所需位置,请使用三个元素打连接。
它设计如此在, 什么允许磁盘转身没有他的上升。
它连接提供高准确性和可重复性定位。
分布轴( 1 ) (米饭。
1.1 ) 通过系统圆柱形直截了当轮给出的由大功率电动机旋转( 8 )。
领队( 2 ) 从配电轴( 1 ) 通过机制类型«双马耳他语交叉»。
分布轴( 1 ) 通过圆柱形我直接一对也已连接与机制推高打连接。
B 第一季度工作循环(充满循环是3600转分布轴( 2 ) ) , 再见机制«马耳他语交叉» 仍然不位于在离合器, 发生离合器包机连接在帮帮我机制推高–继续步步齿轮( 3 ) 可用图凹槽, 通过在转轮滑梯拳头, 相关与关门环三赫塔。
自己齿轮( 3 ) 与配电轴紧密连接( 1 ) 通圆柱齿轮。
在更进一步转轴继续1800机制双马耳他语交叉包括在离合器和曲折由轴继续一位置, 拳头在这个时间持有节点在紧贴位置。
B 上个季度循环发生关门打连接为了帐户移动拳头由帕祖齿轮( 3 )。
功率关门提供包 tarelchaty 弹簧( 7 )。
3a 一充满营业额分布轴( 1 ) 发生循环工作«推高–转继续一个位置–夹钳»。
1。
中级轴。
2。
主轴。
3。
3并列轮。
4。
17吋的Razer™ Blade Pro遊戲筆電擁有次世代的超強效能,真正便攜且強大,讓您可以認真工作、認真玩樂。
搭載Intel第四代Core i7處理器、最新NVIDIA GeForce GTX繪圖處理器及前所未有的SSD儲存效能,Blade Pro將為遊戲筆電設下全新標竿。
僅0.88吋超薄機身、2.95公斤重,Razer Blade Pro為同級機型中最佳17吋筆記型電腦。
藉由Switchblade User Interface,您將擁有一個終極工具。
可連續使用的10個動態完全可編程按鍵及革命性的LCD軌跡板,讓您充份利用專業級軟體及遊戲應用程式。
認真工作,認真玩樂目錄1. 包裝內容物 / 註冊 / 技術支援 (2)2. 產品外觀 (4)3. 產品設定 (5)4. 使用您的RAZER BLADE PRO (14)5. 設定您的RAZER BLADE PRO (18)6. 安全與維護 (36)7. 法律條文 (38)1. 包裝內容物 / 註冊 / 技術支援包裝內容物∙Razer Blade Pro∙變壓器∙超細纖維擦拭布∙快速入門指南∙兩片Switchblade UI屏幕保護膜/指南註冊您可以在這裡找到您裝置的產品序號立即申請一個 Razer Synapse 2.0 帳戶,以取得產品保固狀態即時資訊。
欲知更多Razer Synapse 2.0 相關說明及其他功能細節,請造訪:/tw-zh/synapse2。
如您已擁有Razer Synapse 2.0 帳戶,可直接在Razer Synapse 2.0 應用程式中選取您的電子郵件地址,並自下拉選單中選擇保固狀態。
欲進行線上產品註冊,請造訪/registration。
請注意,若您透過網站註冊,將無法在線上檢視產品保固狀態。
技術支援您會獲得:∙1年有限原廠保固∙1年電池保固∙可至取得使用手冊及免費線上技術支援欲取得更多支援,請造訪/contact-us,或撥打以下電話:2. 產品外觀A.網路攝影機指示燈B.2百萬象素攝影機C.內建式麥克風D.17.3吋 Full HD顯示器E.結合第4代杜比®數字+ 家庭影院版F.電源鍵G.背光鍵盤H.動態觸控式可調整按鈕I.多點觸控LCD軌跡板3. 產品設定連接電源供應器:請先確認電源插頭是否穩當地與插座及供應器連結。
译者:赵宗盛第 1 / 53页警告TB 伺服刀架 TB002-C使用说明书TB 系列伺服刀架24.0120…… 24.0160…… 24.0200……24.0250…… 24.0320…… 24.0400……※ 安装使用TB 系列伺服刀架前请详细阅读本使用说明书! ※ 非专业人员不得自行拆装检查TB 伺服刀架! ※ 若有如下情形势发生时原厂将不受理保 - 未遵照使用说明书之建议及警告。
- 错误方式操作伺服刀架 - 未正确保养维护伺服刀架 - 未得到原制造厂BARUFFALDI S.p.a 公司许可自行变更使用功能 - 未使用正厂零件维修保养 注意 : 当左列符号出现时就表示: - 错误且不正确的方式可能损伤破坏TB 伺服刀架结构 - 不注意此符号强调的事项时可能造成安装设定错误 - 错误且不正确的方式可能危害到操作者的人身安全 译者:赵宗盛第 2 / 53页目录TB 伺服刀架 TB002-C1.刀架结构说明1.1 采’气压式”拨动开闭离合器之TB120-TB160-TB200-TB250 第 3 页1.2 采’液压式”拨动开闭离合器之TB120-TB160-TB200-TB250 第 4 页1.3 采’液压式”拨动开闭离合器之TB320-TB400 第 5 页1.4 刀盘构造说明 第 6 页1.5刀盘之刀号标定第6页2.安装2.1 吊运 第7 页2.2 铭牌第7 页2.3 出厂标准配备 第8 页2.4 规格 第9 页2.5 刀盘安装第10 页2.6 刀架安装至机台第11 页2.7 气压管路接法(适用TB120-TB160-TB200-TB250) 第12 页2.8 液压管路接法(适用TB120-TB160-TB200-TB250) 第13 页2.9 液压管路接法(适用TB320-TB400) 第14 页2.10 切削水入水接口 第15 页2.11 刀架使用之电器 第 16-19 页2.12 气压回路 第20 页2.13液压回路第20 页3.保养与维修3.1刀架运作说明第 21 页3.2 手动操作让刀架离合器开离-转动-离合器闭锁(未使用伺服驱动器操控时) 第 21 页3.3 更换水塞 第 22 页3.4 刀架内部润滑 第 22 页3.5 未提与排除 第 23-24 页3.6 图解刀架第 25-27 页3.7 更换气压活塞的油封垫圈(适用型号: TB120-TB160-TB200-TB250) 第 28 页3.8 更换液压活塞的油封垫圈(适用型号: TB120-TB160-TB200-TB250) 第 29 页3.9 更换液压活塞的油封垫圈(适用型号: TB320-TB400) 第 30 页3.10 更换伺服马达第 31-32 页3.11 更换侦测离合器开闭之近接开关 第 33-34 页3.12 更换”原点”近接开关第 35 页3.13 “原点”近接开关之相位调整 第 36 页3.14更换伺服驱动器SA-01-TB第37页4.零件4.1 TB120-TB160零件表 第 38 页4.2 TB200-TB250零件表 第 39 页4.3TB320-TB400零件表第40页5. 附录第 41 页译者:赵宗盛第 3 / 53页1. 刀架结构说明 TB 伺服刀架 TB002-C1.1 采”气压式”拨动开闭离合器之TB120-TB160-TB200-TB250- 藉由在固定孔位(1e)上的螺丝及环销(7)将整个刀架本体(1)固定于机台的鞍座上。