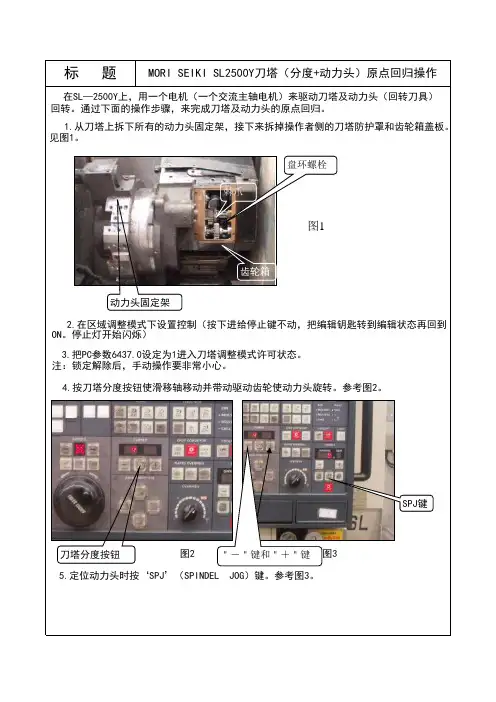
高松刀塔原点设定
- 格式:pdf
- 大小:102.77 KB
- 文档页数:2

刀塔控制分析数控机床的控制分为两种:一种是机床CNC控制,也就是对G代码(对驱动器的控制)和其他一下功能,列如对人机交互界面的控制;一种是PLC控制,PLC控制的是机床辅助功能,也就是对M、S、T代码的控制,例如工作灯、机床信号灯、切削液等等。
PLC对刀塔的控制是综合性最强的,包含了机械、液压以及电气的控制。
刀塔的液压控制原理如图1,刀塔的推出用的是类似液压缸的装置,这里简化成液压缸。
YA1、YA2、YA3分别对应机床的输出O0、O1、O2。
外部电路如图2,6个感应开关(前4个为刀位感应,第五个是推出与退回感应,第六个是分度感应,也就是每换刀一次感应一次)接入输入板2中,3个电磁阀线圈接到输出板1中,输入输出板通过牛角接头与机床面板相接。
具体控制思路为:首先是刀塔的刀位感应器感应出刀塔当前的刀号并写入PLC程序中,然后PLC接收来自CNC系统的指令(T代码)或者手动的正反转刀塔,换刀时,刀塔先推出,再正反转换刀,再退回锁紧。
图 1图2因为是12刀刀塔,所以刀塔每次换刀所转过的角度为:360°/12=30°,且每次转过30°。
如图3、图4,刀塔刀号的感应是用两个感应片(后一个相对前一个顺时针旋转30°)和四个感应器:A、B、C、D用于刀位的感应(AB与CD均呈60°夹角)。
ABCD四个感应器呈现出12种不同的排列方式(每个感应器有两种状态,所以最大应该是有24=16种排列组合,但刀塔的设计人员将其中4种组合删掉,并且用C超前A30°,A超前D30°,D超前B30°的相位来设计4个感应器的组合,理论上讲,甚至只用一个感应片就能实现,这里用两个感应片,可能是出于方便和6、8、10刀刀塔的统一设计,因为6、8、10刀是必须两个感应片的),在PLC中用四个感应器所对应状态的反码串联的形式,将刀号写入PLC程序当中,PLC程序如图5、6、7。
Dota改键方案1. 背景与目的在玩Dota过程中,键位设置是非常重要的一环。
合理的键位设置能够提高游戏操作的效率,帮助玩家更好地进行游戏。
本文将介绍一套优秀的Dota改键方案,以帮助玩家更好地进行游戏操作,提高胜利的几率。
2. 改键方案以下是Dota的改键方案示例,可以根据个人习惯进行个性化的调整。
2.1. 基本操作•移动:WASD•攻击:鼠标左键•技能:QERF•物品:ZXCVBN2.2. 防御操作•防御:Space•买战争守卫:G•快速返回基地:F2.3. 团队沟通•聊天:Enter•语音:T2.4. 辅助操作•打开菜单:Tab•选择英雄:1•控制单位:2•组合快捷键:Shift+键位3. 方案优势采用上述键位设置方案有以下优势:•舒适性:WASD作为移动键位更符合人体工程学,使用起来更为舒适。
•易操作性:将技能和物品键位分配在QERF和ZXCVBN上,可以更快捷地施放技能和使用物品。
•高效性:将常用的操作集中在键盘上,无需频繁移动手指;通过组合快捷键,可以更快速地执行复杂的操作。
•协作性:将聊天和语音沟通的键位设置在非常方便的位置,方便与队友进行沟通协作。
4. 使用说明以下是该改键方案的一些使用说明:•首先,在Dota游戏设置中将默认键位设置恢复为默认值。
•新建方案,并按照上述键位设置进行键位修改。
•调整键位之后,建议进行一些练习,适应新的键位设置。
•如果有特殊需求或者个人习惯不同,可以根据个人需求对键位进行调整。
5. 总结合理的键位设置是Dota游戏中的重要一环。
通过本文介绍的Dota改键方案,可以帮助玩家更好地进行游戏操作,提高胜利的几率。
但需要根据个人习惯和需求进行个性化调整。
希望通过本文的介绍,玩家们能够找到适合自己的最佳键位设置,提升自己在Dota游戏中的实力。
机床程序原点设置与偏移CNC系统般都要求机床在回零(Zeroing)操作(即机床回到机床原点或机床参考点)之后,才能启动。
机床参考点和机床原点之间的偏移值以机床参数的形式存放在偏置寄存器中。
回零操作后机床控制系统进行韧始化,即使机床运动坐标X、Y、Z、A、B等的显示(计数器)为。
工件在机床上装夹固定以后,程序原点与机床参考点的偏移量必须通过测量来碲定。
现代CNC系统一般都配有T件测量头,在手动操作模式下能准确地测量该偏移量,存AG54~C59原点偏置寄存器中,供CNC系统原点偏移计算用。
在没有丁件测量头的情况下,程序原点位置的测量要靠对刀的方式进行。
程序原点的设置当用绝对坐标指令编程时,必须先建立工件坐标系,用来确定刀具起始点在坐标系中的坐标值。
可用C92指令与C54一C59指令建立工件坐标系。
C92指令与C54~G59指令都是用于设定工件坐标系的,但它们在使用中又有区别。
C92指令通过程序来设定工件坐标系;C54一C59指令通过CRT/MDI在设置参数方式下设定工件坐标系,丁件坐标系一经设定,坐标原点在机床坐标系中的位置便固定不变,它与刀具的当前位置无关,除非再通过CRT/MDI方式更改。
C92指令程序段只是设定工件坐标系,而不产生任何动作;C54一C59指令程序段可以和coo、COI指令组合,在选定的工件坐标系中进行位移。
用G92确定工件坐标系在编程中,一般选择工件或夹具上的某一点作程序原点,并以这一点作为工件原点,建立工件坐标系。
工件坐标系原点与机床坐标系原点(机床原点)之间的距离用C92(EIA代码中用c50)揩令进行设定,即确定工件坐标系原点在距刀具现在位置的距离。
也就是以程序的原点为准,确定刀具起始点的坐标值,并把这个设定值存于程序存储器中,作为零件所有加尺寸的基准点。
刀塔数控车床是一种高精度、效率高的自动化机床,配备多工位刀塔或动力刀塔。
下面来介绍一下刀塔数控车床原点的调整方法:
1、机床因撞刀或停电停止后用手轮将刀塔退离工件,确认无运动部件,保持原状。
2、将K5.0值改为1,进入刀塔调整模式,出现2075号报警。
K参数调用方法:SYSTEM(屏幕旁边MDI键盘)→PMCPAM(屏底功能键)→KEEPRL(屏底功能键),K5.0值改为1就是将K0005参数的第0位的值改为1。
SELECT三个按键,刀塔松开。
+STOP SPINDLE+HOLD3、同时按下操作面板上的FEED
4、扳动刀塔使刀塔上1号刀与原点对齐(在刀塔1号刀位后方有一个小园点或横线标记)。
OFF键,刀塔锁紧。
5、按下CALL/BEEP
6、检查X0000.7值是否为1(1是刀塔锁紧,0是刀塔松开)。
X0”,按查询键。
X参数调用方法:SYSTEM(屏幕旁边MDI键盘)→DGNOS (屏底功能键)→状态(屏底功能键),然后输入”
7、按下急停按钮,改K5.0值为0,退出刀塔调整模式。
SELECT(这是另一个Select键)三个按键。
+STOP SPINDLE+HOLD8、同时按下FEED
9、松开急停按钮,按Standby按键启动液压,再使X轴和Z轴回原点。
不同厂家所生产的刀塔数控车床原点的调整方法也会不一样,以上仅供大家
参考,希望对大家有所帮助。
VTC20刀库原点调整作业指导
一、刀库原点确认:
1、主轴定向
2、在手动状态下,按下MACHINE菜单键,出现以下菜单
3、按亮2#参考点返回,手动移动X,Y,Z轴到换刀原点。
选择ATC菜单刀库门打开
•4、按右选择刀库前进
•5、手动移动z轴到原点,取消主轴定向,
一、原点调整:
1、在机床位置画面下•鼠标放置处
2、将鼠标放到上画面位置后,单击将出现以下画面:鼠标放置处
3、拖动鼠标单击『开始』→『程式集』→『MR-J2-GT-M6 SETUP S_W』弹出如以下画面:
择『1/1000』或『1/100』或『1/10』或『1』设定单击刀盘分度角度,用于调整刀盘旋转
点击ABSOLUTE POSITION INITIAL SET (A)前方框,将方框内X 击活:
单击ORIGIN-SET 后,点击『NORMAL ROT。
(G)』(正向点动)直到INITIAL SET 菜单下出现『COMPLETION』。
起亚数控车床刀塔原点重设
一、刀塔不带Y轴的车床
1.机床因撞刀或停电停止后用手轮将刀塔退离工件,确认无运动部件,保持原状。
2.将值改为1,进入刀塔调整模式,出现2075号报警。
K参数调用方法:SYSTEM(屏幕旁边MDI键盘)→PMCPAM(屏底功能键)→KEEPRL(屏底功能键),值改为1就是将K0005参数的第0位的值改为1
K参数位元编号:
7 6 5 4 3 2 1 0
3.同时按下操作面板上的FEED HOLD + SPINDLE STOP + SELECT三个按键,刀塔松
开。
4.扳动刀塔使刀塔上1号刀与原点对齐(在刀塔1号刀位后方有一个小园点或横线标记)。
5.按下CALL/BEEP OFF键,刀塔锁紧。
6.检查值是否为1(1是刀塔锁紧,0是刀塔松开SKT V5R )。
)
X参数调用方法:SYSTEM(屏幕旁边MDI键盘)→DGNOS(屏底功能键)→状态(屏底功能键),然后输入” X0”,按查询键。
X参数位元编号: 7 6 5 4 3 2 1 0
7.按下急停按钮,改值为0,退出刀塔调整模式。
8.同时按下FEED HOLD + SPINDLE STOP + SELECT(这是另一个Select键)三个按键。
9.松开急停按钮,按Standby按键启动液压,再使X轴和Z轴回原点。
再有问题请咨询;。
泷泽数控(EX-105)刀塔原点确认方法
1、在MDI状态下按下软键OFFSET/SETTING,将第一行参数写
保护由0改为1,出现100号报警。
2、按SYSTEM软键,再按屏幕下方的PMC键,再按PMCPRM
键,再按KEEPRL键打开K继电器画面,使用软键盘的方向键,将光标移到K13.0,将0改写成1。
3、按机床操作盘上原点复归键,机床进入原点复归模式。
4、按机床操作盘上主轴百分比按键,使刀塔推出松开。
5、按机床操作盘上刀具旋转按键,使刀盘慢慢旋转,等刀盘进水
孔与出水座的铜套对齐。
6、按机床操作盘上主轴百分比按键使刀塔缩回锁紧,若不能锁紧
请重复第4、5步,直到锁紧为止。
7、将K13.0改写为0。
8、按机床操作盘上MDI按钮使机床进入MDI状态,按SYSTEM
软键,再按顺序按下屏幕下方的PMM键、SYSTEM键、PARAM 键进入β放大器参数页面,将0011号参数改为,再改为。
9、关机再开机,将刀塔此时位置暂定为原点位置。
10、按机床操作盘上手动操作键,使机床进入手动操作模式,再按
下刀具旋转键,将刀塔旋转至一号刀位置,重复第8步操作。
11、关机再开机,将第1步参数写保护改写成0后按下复位软键,
取消100号报警。
1。
如何调整雕刻机的工作原点:
由于木工雕刻机是真正的三轴联动数控设备,所以原点实际上就是主轴刀具刀尖所在的位置,也就是CAD软件X=0、Y=0、Z=0的位置。
机器原点:
木工雕刻机在出厂时设定的原点(即开机时的原点),是固定的原点位置,不能改变。
用户加工原点:
用户在加工中自定义的工作原点,可以是加工幅面内的任何一点。
该原点设定后,加工将从该原点开始。
待加工状态:
数控电脑雕刻机的手持机液晶显示屏的下方不显示“暂停”字样,即表示控制系统已经准备好,此时计算机输出雕刻软件生成的代码便可以进行加工了。
◆雕刻机执行指令为G/Hpgl代码。
◆推荐使用软件:
1、artcam:G代码。
2、Type3雕刻软件:Hpgl代码。
3、文泰雕刻软件:G代码。
Jeray 四川精锐机电有限公司
沈阳精诚伺服刀架原点设置
2021年7月3日
沈阳精诚伺服刀架配置了台达ASD-A2R-0721-L交流伺服驱动器,与ECMA-C80807RS 交流伺服电动机,液压锁紧和松开刀盘,可实现快速转位换刀。
当刀架出现AL060(绝对位置丢失),AL06A(未建立绝对原点坐标)报警,或刀架发生故障,实际刀位与指令刀位不符等情况,则需要坐标初始化,重新设定坐标原点,即第一工位设置。
设置前,需要确认刀盘在第一刀位处于锁紧状态。
如不在第一刀位,可捅液压电磁阀,松开刀盘,转动刀盘至第一刀位后锁紧。
设置步骤如下:
1.按【MODE】键,直到显示P0-00参数号;
2.按【SHIFT】键,直到显示P2-00参数号;
3.按【UP】向上键,直到显示P2-08参数号;
4.按【SET】键;
5.按【UP】向上键,直到显示271;
6.按【SET】键,显示P2-08参数号;
7.按【UP】向上键,直到显示P2-71参数号;
8.按【SET】键;
9.按【UP】向上键,直到显示1;
10.按【SET】键,坐标初始化完成。
参数号P2-08 :PCTL 特殊参数写入。
参数功能:写入271 才能修改P2-71号参数。
参数号P2-71 :CAP 绝对位置归零。
参数功能:写入1 会将目前的编码器的绝对位置归零。
ASD-A2R操作面板名称
通过以上方法步骤,就可以刀架原点设置,正常使用了。
售后服务部 1/1 王新。
QT系列刀塔原点设定1.如果刀塔不在正确位置,按操作面板上的“HOME”键,再按屏幕下方(向右翻页键),直到找到“刀箱拆散(刀塔松开)”,如图1所示;同时按操作面板上“MF1”和“刀箱拆散(刀塔松开)”按键,使“刀箱拆散(刀塔松开)”灯亮。
2.按操作面板上“MACHINE”键,按屏幕上的“OPTION(维修)”按键,再同时按操作面板上“MF1”和屏幕上“TURRET MODE(刀箱模式)”,如图2所示,使“TURRET MODE(刀箱模式)”亮灯。
图1 图23.按操作面板上的(刀塔正转)或(刀塔反转)按钮,使刀塔转到正确的位置,正确的位置如图3所示,在3号刀位下,用钢板尺确认“A=B”。
4.5.同时按操作面板上“MF1”和“刀箱拆散(刀塔松开)”按键,使“刀箱拆散(刀塔松开)”灯亮。
6.将刀箱位置用油漆笔做好标识,如图4所示。
7.先按住屏幕上的“POSITION SET(刀箱原点设定)”不放,再按住操作面板上的(刀塔正转)不放,直到刀箱停止转动。
8.同时按操作面板上“MF1”和屏幕上“TURRET MODE(刀箱模式)”,使“TURRETMODE(刀箱模式)”灭灯。
9.同时按操作面板上“MF1”和屏幕上“TURRET MODE(刀箱模式)”,使“TURRETMODE(刀箱模式)”再次亮灯。
10.按操作面板上的(刀塔反转)(这里是点动),边点动边看图2所做的标记是否重合,直到标记重合为止。
11.按操作面板上的“HOME ”键,再按屏幕下方(向右翻页键),直到找到“刀箱拆散”(即刀塔松开),同时按操作面板上“MF1”和“刀箱拆散”按键,使“刀箱拆散”灯灭。
12.按操作面板上“MACHINE”键,按屏幕上的“OPTION(维修)”按键,再同时按操作面板上“MF1”和屏幕上“TURRET MODE(刀箱模式)”,使“TURRET MODE(刀箱模式)”灭灯。
13.关电重启,确认刀号是否正确。
14.。
8刀塔吸回时,闪烁的模式选择开关指示灯会全部点亮,然后重新开始闪烁5秒
9关机(注主电源不用切断)
10打开电器柜,把刀塔原点设定开关设为“关闭”状态
11开机,检查手动和自动模式下刀塔换刀是否正常
注:如果无异常,则刀塔原点重设结束
如果有问题,请按上述步骤重新设置
2打开机台电器柜,在左下方找到刀塔原点设定开关设置为“打开”的状态
3打开机台电源,开机(注如果伺服器显示“AL25”的话,重新关机开机)
4观看机台操作面板模式选择开关是否交替闪烁5按下刀塔开关,刀塔吐出 TURRET
6手动转动刀塔,调整至1号刀位7按下刀塔开关,刀塔吸回 (注确认刀塔吸回位置是否正确) TURRET 原因:1更换(安装)刀塔伺服单元部品
2刀塔电机信号线被切断
3伺服电池低下或为0,刀塔故障时
设定刀塔原点(手动)
1关闭机台电源,断开机台主电源
高松机台刀塔原点设定方法。