Sauter 刀塔故障检查流程
- 格式:pdf
- 大小:489.98 KB
- 文档页数:3

Sauter ek600 维修
第一步,为驱动器提供DC24v的电源,使其MCU等电路工作起来。
)
第二步,初步检查驱动器电路是否存在明显的故障,例如,烧坏元器件等。
第三步,对于模块炸掉的驱动器,在排除故障之后,一定要创造一个模拟的环境,然后用示波器认真比较波形,才能够上电,否则,几百块的模块就那样一瞬间灰飞烟灭了。
第五步,波形等信号都正常之后,可以换上模块了,并且检查模块的开通情况。
第六步,模拟机器给信号,让驱动器可以实现锁定,就可以真正的上380v高压了。
斜床身刀塔车床安全操作及保养规程前言斜床身刀塔车床是一种多功能的金属切削机床,被广泛应用于机械制造、航空航天、地铁工程等领域。
正确的操作和保养对于设备的稳定运行和工作效率至关重要,也能确保操作人员的安全。
本文档将详细介绍斜床身刀塔车床的安全操作及保养规程,旨在为操作人员提供帮助和指导。
一、安全操作1. 设备检查在操作之前,必须对设备进行全面地检查,以确保设备处于安全状态,操作人员的安全受到保障。
具体操作如下:1.检查设备机床表面是否清洁,有无油渍和杂物。
2.检查设备各部位的固定螺丝是否牢固,零部件是否齐全、完好。
3.检查导轨、传动部件是否有过度磨损或故障。
4.检查各类润滑油、冷却液的储存情况,是否足够。
2. 操作前准备操作前必须做好以下准备工作:1.佩戴紧身的工作服、安全鞋、安全帽等安全装备,确保操作人员人身安全。
2.将设备连接好电源,确保电源开关处于关闭状态。
3.根据工作需要,清空设备的工作台面和工具槽。
4.安装并调整好刀具和夹具,确保切削刃不能与夹具、卡盘有接触。
5.将加工件固定好,注意加工件的合理组合与位置,以确保工件加工时不会受到过度震动。
3. 操作过程在进行操作时,必须遵循以下步骤:1.启动设备前,应检查各部位灯光或指示等功能是否正常。
2.启动设备后,观察设备的运行状态,如发现异常情况应立即停机并进行检查。
3.清洁设备加工区域内的杂物或加工废渣,确保不影响工件的加工质量。
4.严格按照刀具使用规程,将加工件精确地加工成所需的形状和尺寸。
5.操作人员严禁离开设备,必须随时观察设备的运行情况,注意观察润滑液、冷却液等情况。
6.完成操作后,关闭设备电源开关,并将设备表面清洁干净。
4. 安全注意事项1.操作人员必须接受必要的培训,了解设备的原理及操作规程。
2.严禁把手伸入设备内部,以免造成手部伤害。
3.禁止使用带锋利边角的手动工具和不适合的夹具。
4.在使用刀具时,应注意避开滑动零件,保持一定的安全距离。

关于意大利电动刀塔故障的事宜一、正常刀塔换刀动作对序1. 刀塔启动换刀2. 设定选刀位置,即目标刀号3. 马达刹车松掉(PLC—刹车RELAL(继电器)—切断刹车马力)4. 目标刀号与现刀号经电脑比较后,启动电磁接触器,送电至电机,电机转动使刀盘经最近的途径转至选择的目标位置(第一转向)PLC—CWRELAY—CW.MAGNTACTCR—马达正转CWCW 继电器CW 交流接触器5. 刀塔之刀盘位置由编码器送出之讯号检知,当PLC扫描刀目标刀号之前一刀号时,在STROBE讯号由1号变0号时,须通电至初定位电磁阀,由PLC —初定位RELAY—通电DC24V至初定位线图6. 因STROBE讯号之角度范围的关系。
STROBE变“0”时,初定位PIN难打下,PIN会打在目标刀号前一刀号间的分度凹槽上缘。
此时马达持续CW 转向。
当目标刀号之分度凹槽转到PIN下方时,初定位PIN即打入分度槽中,此时刀盘停止转动7. PIN进入槽中,初定位近接开关即感应、讯号送至PLC,PLC得到初定位讯号,即切断CW马达电力。
INDEX.SWITCH变“1”—PLC—切CW、RELAY—切CW接触器—切CW电力8. 经T1=50ms后,启动马达之第二转向,即:PLC—ON C.CW REAY—ON C.CW.接触器—电力马达C.CW转动9. 马达第二转向将使滚轮机构爬向凸轮上平面,压缩①将使COUPLING齿合,刀塔完成锁定。
①预压碟型弹簧10. 当滚轮爬向凸轮之斜坡某位置时,机构内之连杆会同时将精度定位感应环推出来,使精度定位近接开关感应送出信号给CNC,当PLC得到精度定位讯号时,须毫无延时切断C.CW电力。
即精度定位(LOCKINGG)SWITCH=1—PLC—切 C.CW RELAL—切 C.CW接触器—切C.CW电力—马达停转这同时,马达刹车须刹住,即:LOCKING SWITCH=1—PLC—ON 刹车RELAY —ON 刹车线圈11. 精度定位接近开关变“1”时,经“200ms”切掉初定位电磁阀电力二、手动换刀及锁定之步骤以手动板手转动马达,使刀塔达锁定位置1. 关掉机器电源2. 打开SOLEN01D之盖子及刀塔后盖3. 以左手拇指压下SOLEN01D中心柱塞,同时以板手转动马达(当马达CW时,刀盘为CCW转动)4. 当左手拇指压下之柱塞进入了定位槽中5. 继续依原转动方向转动板手,若无法转动,即反方向转动板手,几圈后会感觉到一阻力,须克服此阻力,继续转动(2圈),直到此阻力消失,即可放松板手。
数控机床是一种技术含量很高的机、电、仪一体化的自动化机床,综合了计算机技术、自动化技术、伺服驱动、精密测量和精密机械等各个领域的新的技术成果,是一门新兴的工业控制技术。
而刀塔数控车床是其中的一种,设备出现故障是比较常见的事,但是在不清楚故障原因的时候需要进行排查,按照以下几个诊断原则进行排查。
1、先外部后内部:现代数控系统的可靠性越来越高,数控系统本身的故障率越来越低,而大部分故障的发生则是非系统本身原因引起的。
由于数控机床是集机械、液压、电气为一体的机床,其故障的发生也会由这三者综合反映出来。
维修人员应先由外向内逐一进行排查。
尽量避免随意地启封、拆卸,否则会扩大故障,使机床丧失精度、降低性能。
系统外部的故障主要是由于检测开关、液压元件、气动元件、电气执行元件、机械装置等出现问题而引起的。
2、先机械后电气:一般来说,机械故障较易发觉,而数控系统及电气故障的诊断难度较大。
在故障检修之前,先注意排除机械性的故障。
3、先静态后动态:先在机床断电的静止状态,通过了解、观察、测试、分析,确认通电后不会造成故障扩大、发生事故后,方可给机床通电。
在运行状态下,进行动态的观察、检验和测试,查找故障。
而对通电后会发生破坏性故障的,一定要先排除危险后,方可通电。
4、先简单后复杂:当出现多种故障互相交织,一时无从下手时,应先解决容易的问题,后解决难度较大的问题。
往往简单问题解决后,难度大的问题也可能变得容易。
刀塔数控车床出现故障不可怕,就怕没有目的的瞎处理,大家可以按照以上方法进行排查,就可以找到故障原因,进而采用正确的方法处理即可。
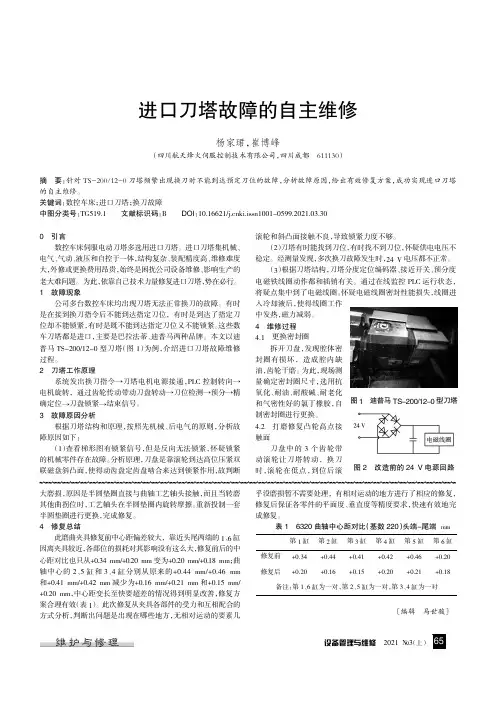
设备管理与维修2021翼3(上)进口刀塔故障的自主维修杨家珺,崔博峰(四川航天烽火伺服控制技术有限公司,四川成都611130)摘要:针对TS-200/12-0刀塔频繁出现换刀时不能到达预定刀位的故障,分析故障原因,给出有效修复方案,成功实现进口刀塔的自主维修。
关键词:数控车床;进口刀塔;换刀故障中图分类号:TG519.1文献标识码:BDOI :10.16621/ki.issn1001-0599.2021.03.300引言数控车床伺服电动刀塔多选用进口刀塔。
进口刀塔集机械、电气、气动、液压和自控于一体,结构复杂、装配精度高、维修难度大,外修或更换费用昂贵,始终是困扰公司设备维修、影响生产的老大难问题。
为此,依靠自己技术力量修复进口刀塔,势在必行。
1故障现象公司多台数控车床均出现刀塔无法正常换刀的故障。
有时是在接到换刀指令后不能到达指定刀位,有时是到达了指定刀位却不能锁紧,有时是既不能到达指定刀位又不能锁紧。
这些数车刀塔都是进口,主要是巴拉法蒂、迪普马两种品牌。
本文以迪普马TS-200/12-0型刀塔(图1)为例,介绍进口刀塔故障维修过程。
2刀塔工作原理系统发出换刀指令寅刀塔电机电源接通,PLC 控制转向寅电机旋转,通过齿轮传动带动刀盘转动寅刀位检测寅预分寅精确定位寅刀盘锁紧寅结束信号。
3故障原因分析根据刀塔结构和原理,按照先机械、后电气的原则,分析故障原因如下:(1)查看梯形图有锁紧信号,但是反向无法锁紧,怀疑锁紧的机械零件存在故障。
分析原理,刀盘是靠滚轮到达高位压紧双联磁盘斜凸面,使得动齿盘定齿盘啮合来达到锁紧作用,故判断滚轮和斜凸面接触不良,导致锁紧力度不够。
(2)刀塔有时能找到刀位,有时找不到刀位,怀疑供电电压不稳定。
经测量发现,多次换刀故障发生时,24V 电压都不正常。
(3)根据刀塔结构,刀塔分度定位编码器、接近开关、预分度电磁铁线圈动作都和插销有关。
通过在线监控PLC 运行状态,将疑点集中到了电磁线圈。
数控车床伺服刀塔故障诊断与维修摘要:刀塔是数控车床的主要构件,是加工安全性和精度的关键保障,但是刀塔加工的原理和结构都比较复杂,在运转中面临潜在故障,比如刀塔锁不紧或者是运转不到位。
引发刀塔故障的因素是多方面的,本文详细论述伺服刀塔的相关问题,主要是刀塔的常见问题和故障判定方式,以及面临不同的故障如何进行高效修复。
关键词:数控车床;伺服刀塔;故障诊断;维修引言:为了强化数控车床的加工效果,就需要重视伺服刀塔的运行品质,尤其要关注刀塔运转的故障现象,判定刀塔无法锁紧和转半位的原因,然后开展针对性的修复过程,强化刀塔的运转的可靠性,提升刀塔中各个组件的性能,强化整个车床的加工性能和效率。
一、工作原理伺服刀塔是非常关键的机床组件,结构形式十分复杂,但是作业的可靠性和速度都非常高,主要构成为传感器和电机等设备,通过活塞控制分度盘的运行,并且借助于编码器的功能来实现转刀的环节价格,即将转刀的指令输入控制设备中,刀塔就能够依照程序设定实现操作,当刀位正确时,能够保障稳定的加工过程。
二、故障诊断和维修(一)刀塔锁不紧这是伺服刀塔的主要故障,当刀塔不能锁紧的时候,会影响到刀塔的操作安全,总体而言,刀塔锁不紧的情况和维修策略如下所述:1.在换刀结束后,发现刀塔存在晃动问题,再搬动之后无法有效弹回,这是刀塔锁不紧的明显症状。
由此可以判定三联齿盘的问题,可能是其啮合不到位才引发了刀塔的晃动现象。
在实际的情况中,紧缩面之间的关系决定了该装置的啮合情况,也就是相关的紧缩面必须处于合理的齿轮位置,在运行状态中,如果齿轮无法趋于紧缩面的顶部,就会存在啮合不到位的隐患。
该问题一是源于齿轮元件的品质,二是源于设备的轴向距离不合理,倘若装置中存在异物,设备的轴向间距就无法保障,干扰到齿盘的啮合,导致刀塔无法锁紧的问题。
有效的维修策略:一是查验齿轮的状况,如果检查到齿轮磨损,就将齿轮尽快更换掉,二是查看轴向间距,及时调节距离,并且将装置内的异物清理掉。
Sauter系列伺服刀塔调试
孙娜;吴剑英
【期刊名称】《金属加工:冷加工》
【年(卷),期】2014(000)007
【摘要】Sauter(邵特)伺服转塔的应用相当广泛.随着我国制造业的如日中天,机床行业正迅猛发展.转塔是数控车床的核心部件,随着数控机床技术的发展,转塔刀架更新换代也很快,数控车床的附件产品也需要随之更新换代.由原来的液压转塔刀架、霍尔元件控制的电动转塔刀架、编码器控制的电动转塔刀架,发展到今天,已经被伺
服转塔刀架所代替.伺服转塔刀架的特点是:转位速度快、转位精度高、稳定性好、维修方便、应用逻辑简单明了、易于生产厂家设计人员、维修人员掌握,是当今新
数控车床设计和旧数控机床翻新改造的首选刀架.下面的文章针对数控车床12工位转位调试.
【总页数】2页(P52-53)
【作者】孙娜;吴剑英
【作者单位】沈阳机床(集团)成套设备有限责任公司辽宁110142;沈阳机床(集团)成套设备有限责任公司辽宁110142
【正文语种】中文
【相关文献】
1.Sauter刀塔常见故障分析与处理办法
2.SAUTER刀塔常见故障诊断与排除
3.SAUTER数控刀塔典型维修实例
4.台达ASDA—A2伺服系统有效提高刀库刀塔换刀效率
5.台达ASDA—A2系列伺服助力构建刀库/刀塔系统
因版权原因,仅展示原文概要,查看原文内容请购买。
Sauter刀塔常见故障分析与处理办法钟学勇S张忠娟2,王斌1(1.一■汽解放汽车有限公司车桥分公司,吉林长春130000;•启明信息技术有限公司,吉林长春130000)摘要:针对Sauter刀塔常见故障——刀塔锁不紧、刀塔松不开以及刀塔转半位,分析故障原因,给出具体处理方法。
关键词:数控机床;进口 刀塔;故障处理 D〇l:10.16621/ki.issn1001-0599.2017.07.37中图分类号:TG659 文献标识码:B1问题数控刀架是数控车床最普遍的一种辅助装置,它可使数控车床在工件一次装夹中完成多种甚至所有的加工工序,以缩短加工 辅助时间,减少加工过程中由于多次安装工件而引起的误差,从 而提高机床的加工效率和加工精度。
电动刀塔最大问题是对刀塔 的日常保养及使用要求特别高,稍有润滑脂变质或者由于操作失 误造成撞车都有可能大大降低刀塔性能,甚至无法恢复。
一汽解放汽车有限公司车桥分公司后桥车间共有7台 Sauter刀塔,用于生产457/498产品的差速器壳体,经过多年使用,刀塔故障频发,经常出现刀塔锁不紧、转不动以及转半位故障,由于该刀塔结构复杂且德国技术对国内的保密性,对维修工 的培训又很少,造成维修工在遇到该刀塔故障时技术能力不足,大大增加了停台时间,且由于锁不紧故障频发,造成车间加工零 件尺寸不稳定,严重影响产品质量。
以Sauter刀塔(型号0.5.320.025)为例(图1),介绍刀塔常见故障现象及解决方法。
2刀塔常见故障分析与解决办法2.1刀塔锁不紧(1)刀塔换刀动作完成后,用手搬刀塔,存在明显的晃动量,并且松手后不回弹。
此故障现象说明定位的三联齿盘根本没有进行啮合,因此才会存在较 图1Sauter刀塔结构大晃动量。
三联齿盘能否啮合是靠两个锁紧斜面的爬坡高度(即锁紧面C,位于传动齿 轮7,8之间)决定的,而传动齿轮7能否到达锁紧面C的顶端,一方面是靠刀塔内部传动行星齿轮等传动部件决定的,另一方 面是靠整个刀塔的轴向距离限制的,如果三联齿盘中间夹入杂 物那么直接影响了刀塔的轴向距离,导致无法实现锁紧。
数控机床机械故障常规处理步骤主轴部分1. 故障现象的观察和记录当发现数控机床主轴出现故障时,首先需要仔细观察和记录故障现象,包括异常声音、振动、过热等情况。
同时,还需记录故障出现的频率和持续时间,以便后续的故障排查和分析。
2. 排除外部因素在故障排查之前,需要先排除一些可能的外部因素对主轴的影响。
例如,检查主轴周围是否有异物或杂质进入,清理可能堵塞主轴的灰尘或切屑。
3. 检查主轴轴承主轴轴承是主轴运转的重要部件,常常是故障的关键点。
需要检查轴承是否存在异常磨损、松动或缺损等情况。
可以通过观察轴承的外观、测量轴承的径向间隙和轴向间隙等方式来判断轴承的状况。
4. 检查主轴传动系统主轴传动系统包括主轴电机、皮带、齿轮等部件。
需要检查主轴电机是否正常工作,皮带是否松弛或破损,齿轮是否磨损或断齿。
同时,还需检查传动系统的润滑情况,确保润滑油或脂的供给和循环正常。
5. 检查主轴冷却系统主轴冷却系统的正常运行对于主轴的温度控制至关重要。
需要检查冷却系统的水泵、水管和冷却液的供给情况,确保主轴能够得到足够的冷却和降温。
6. 检查主轴传感器和控制系统在数控机床中,主轴的转速和位置通常由传感器和控制系统进行监测和控制。
需要检查传感器的连接情况和信号是否正常,同时检查控制系统的设置和参数是否正确。
7. 故障排查和修复根据观察和检查的结果,可以初步确定主轴故障的原因。
根据具体情况,可以进行修复或更换相关部件。
修复的具体方法可能包括清洁、润滑、紧固、调整等。
8. 故障分析和预防在故障处理完成后,需要对故障原因进行分析和总结,并采取相应的预防措施。
例如,加强设备维护保养,定期更换主轴轴承和传动部件,注意主轴的冷却和润滑等。
通过以上步骤,可以有效地处理数控机床主轴部分的常见故障。
然而,需要注意的是,不同型号和品牌的数控机床在主轴部分的结构和工作原理可能存在差异,因此在实际操作中应根据具体情况进行调整和处理。
同时,定期维护保养和加强操作培训也是保证数控机床主轴正常工作的重要措施。
cnc数控机床基本故障诊断流程1.首先检查数控机床的电源线是否连接正常。
First, check whether the power supply of the CNC machine tool is connected properly.2.然后检查数控系统的断电保护装置是否触发。
Then, check whether the power-off protection device of the CNC system has been triggered.3.如果断电保护装置已触发,复位装置并重新启动数控系统。
If the power-off protection device has been triggered, reset the device and restart the CNC system.4.检查数控系统是否显示任何故障代码或警报信息。
Check whether the CNC system displays any fault codes or alarm messages.5.根据显示的故障代码或警报信息,查阅数控机床的故障诊断手册进行进一步的分析。
Refer to the CNC machine tool's fault diagnosis manual for further analysis based on the displayed fault codes or alarm messages.6.检查数控机床的润滑系统是否工作正常。
Check whether the lubrication system of the CNC machine tool is functioning properly.7.检查数控机床的传感器和执行器是否受损或松动。
Check whether the sensors and actuators of the CNC machine tool are damaged or loose.8.检查数控系统的参数设置是否正确。
cnc数控机床基本故障诊断流程【中英文实用版】Title: CNC Machine T ool Basic Fault Diagnosis ProcessIn the world of manufacturing, CNC (Computer Numerical Control) machine tools are essential for precision and efficiency.However, like any machine, they are prone to faults.The diagnosis process is critical to identify and resolve these issues promptly.Here is a basic fault diagnosis process for CNC machine tools:在制造领域,数控(计算机数字控制)机床对于精确度和效率至关重要。
然而,与其他机器一样,它们也容易发生故障。
诊断过程对于及时识别和解决这些问题至关重要。
以下是数控机床的基本故障诊断流程:1.Observation: The first step is to observe the machine"s performance.Check for any unusual noises, vibrations, or movements.Observe the spindle, slides, and other moving parts for any signs of malfunction.1.观察:首先观察机床的性能。
检查是否有任何异常噪音、振动或运动。
观察主轴、滑块和其他运动部件是否有任何故障迹象。
2.Check System Status: Verify the system"s status by checking the display screen for any error messages or codes.Review the machine"s settings and parameters to ensure they are correct.2.检查系统状态:通过检查显示屏上的任何错误信息或代码来验证系统状态。
数控车床伺服刀塔故障诊断与维修
朱伟;马有明
【期刊名称】《机械》
【年(卷),期】2017(044)008
【摘要】以数控车床伺服刀塔无法换刀为引子展开,介绍了数控车床伺服刀塔工作原理,根据故障现象,从伺服刀塔涉及的电气、液压及机械等方面,详细分析了该类型伺服刀塔的故障分析思路,并提出了液压缸故障的有效诊断方法,重点阐述了修复前的准备工作如修复前的原始精度的检测、绘制刀塔接线图等,阐述了刀塔拆解的要点以及装配调试要点,并总结了在刀塔修复过程中应注意诸如清洗、密封件校验、利用专用工装及如何巧利用压缩空气进行调试等.
【总页数】3页(P67-69)
【作者】朱伟;马有明
【作者单位】中国工程物理研究院机械制造工艺研究所,四川绵阳 621999;中国工程物理研究院机械制造工艺研究所,四川绵阳 621999
【正文语种】中文
【中图分类】TH165+.3
【相关文献】
1.数控车床换刀时无法识别刀具故障诊断与维修 [J], 韩鸿鸾
2.PNE480数控车床鼓形刀塔换刀不到位故障修复 [J], 刘玉祥;王雪峰
3.数控车床刀塔换刀PLC程序编制的技术关键 [J], 付芩
4.数控车床伺服准备信号异常故障诊断与维修 [J], 赵飞
5.数控车床伺服刀塔故障的诊断与维修 [J], 刘海涛;王克强
因版权原因,仅展示原文概要,查看原文内容请购买。
Sauter 刀塔故障診斷流程
.....需先確定是否有入電
.....電控基板之保險絲 (5A)以目視確認是否斷線,或以
三用電表量測是否導通,不導通則更換之。
.....用電表測量電源變壓器之1次側及 2次側的電壓
值,或量測變壓器之各端子間的阻抗值。
並確認電壓是否安裝正確(220V/380V)
.....確認接線是否良好,或更換面板顯示器。
.....更換I/O 板。
.....a. NO/NC 接點接錯,修正接線
b. CN1-DI7/DI8 接錯,需修正
c. CN1-11 (DIcom 點 接錯需修正)
.....
檢視接點是否熔毀,需更換
.....檢查斷路器是否未打開
.....
1.電表量測馬達電阻,確認阻抗正常,
2.檢查線路是否斷掉
3.馬達線圈是否熔毀
接下頁
處置方式:
.....開關未解除
.....任意將電源線路R,S,T 其中2條互換.
.....
.....
1. 接點是否碳化
2. 線圈是否燒毀
.....調整壓力螺桿,順時針壓力上升,逆時針壓力下降,調至壓力表顯示50kg/cm^2位置.
.....檢查馬達軸心是否卡住,電流刻度是否調整過小.
.....確認是否有確實收到刀號訊號
.....1. 刀塔原點結構位置不正確,需調整對其刀盤刻度.並執行定義原點.
.....確認線路沒有鬆脫或斷裂
.....確認CN1 PNP/NPN 驅動電源接法正確
1. 增量式:需進行原點覆歸尋找
2. 絕對式:需進行原點觸發定義.
.....
1. 確認油管是否接錯
2. 確認訊號Y1a/Y1b 是否接錯
3. 電磁閥是否瑕疵
.....確認程式段是否有保護導致無法運轉,修正程式.
.....確認PNP/NPN 驅動訊號是否接正確.PNP:CN1-11 接DC 0V NPN:CN1-11 接 DC 24V
.....確認電源DC24V 輸出,要有21.6V 以上.
.....確認驅動器是否損壞,或有異警輸出
刀號比對完成後,延遲30 ms 輸出夾緊訊號.
.....
.....
1. 增量式:檢查S1 訊號是否沒有接到驅動器DI5.
2. 絕對式:確認齒輪比設定是否錯誤,P2-52過大. .....S8 夾緊訊號,確認要輸出,檢查位置是否正確,及油管是否接反。
確認繼電器沒有異常火花,或安裝固態繼電器SSR ..........1.確認運轉時DI6 (速度切換)訊號有被觸發.
1. 檢查結構位置正確,有亂刀現象,可檢查線路是否錯誤,
或斷裂
2. 控制器丟入刀號和驅動器輸出刀號,PLC 比對不合, 要輸出刀號比對錯誤ALM. 3, 刀號不規則輸出,更換馬達.
.....。