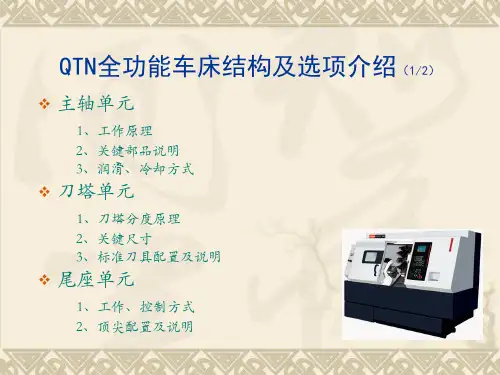
马扎克MAZAK说明书QTN全功能车床结构及选项介绍
- 格式:ppt
- 大小:2.55 MB
- 文档页数:36

尾座原点设定
尾座由伺服电机驱动,闭环控制。
尾座原点位置在生产厂已设定完成并储存在伺服放大器的寄存器中,实现绝对位置检测。
如果电池电压降低或更换伺服放大器,保存在寄存器中的数据就会丢失即尾座原点丢失,通过如下步骤可以重新设定尾座原点:
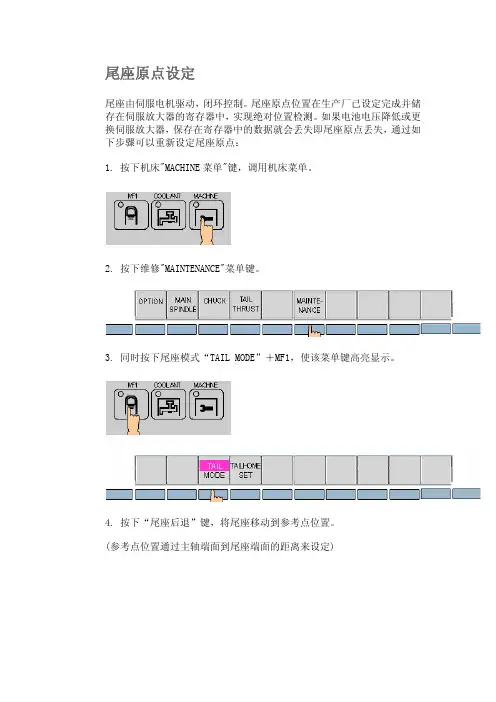
1. 按下机床"MACHINE菜单"键,调用机床菜单。
2. 按下维修"MAINTENANCE"菜单键。
3. 同时按下尾座模式“TAIL MODE”+MF1,使该菜单键高亮显示。
4. 按下“尾座后退”键,将尾座移动到参考点位置。
(参考点位置通过主轴端面到尾座端面的距离来设定)
(摘自保养手册)
QTN-100主轴端面到尾座端面的距离是601mm (23.66 in.)
5. 按下尾座位置设定“TAILHOME SET”菜单键。
(此位置就是尾座原点。
)
6. 按下尾座前进按键。
尾座向前移动,当到达第一个栅格位置,尾座自动停止。
绝对位置坐标系建立。
7. 同时按下尾座模式“TAIL MODE”菜单键+MF1,取消菜单高亮显示状态。
8. 再次按下 尾座位置设定“TAILHOME SET”菜单键,取消高亮显示状态。
9. 关断NC电压,关断机床主电源。
10秒钟之后,再次接通电源。
MAZAK 机床操作培训一、机床简介MAZAK机床是一部数控机床。
设有X、Y、Z三根轴,三轴可联动;设有一个刀库,刀库有30个刀盒,可装30把刀具;主轴采用立式安装,可进行铣、钻、铰、镗、攻丝等多种工艺加工要求。
系统分辩率为0.001,有较高的加工精度。
二,面板三操作说明3.1开机前注意事项(1)检查液压油、主轴油、润滑油是否足够,冷却液是否足够。
3.2开机(1)接通电源;(2)按下机床启动键,等待“REDAY”指示灯亮后(绿色),再进行下一步工作。
(期间约一分钟)3.4 换刀3.6工件装夹操作(1) 按照3.2开机步骤完成后,即可进工件装夹(2) 按RESET键,机床状态显示指示灯绿色,表示机床已经准备好.(3) 各轴回到机床坐标X-510 Y2.1 Z-0.3位置,以便装夹工件.方法是:MDI模式下,输入G0 G53 Y2.1 Z-0.3和G0 G53 X-510,双手按CYCLE START键.(4) 装工件.要点是:a OP面向上,机械手扶手在缸体机油过滤器孔一边;b大端(离合器面)靠左,小端(水泵面)靠右,在工作台上定好位.[注意定位面与定位销的清洁度];c 轻轻摇动一下缸体,使定位面互相贴紧.3.7中途启动机床(1) 当加工过程发生故障时,不要急于消除报警,先确认当前加工状态,如:加工到哪一步,哪一把刀. (2) 解除报警(3) 手动将刀具移到远离工件的位置.(退刀时可打开工作门,按照先退Z轴,再退Y 轴的原则进行)(4) 按MDI模式键,把要加工的刀调到主轴上(5) 按手键,按SOFTKEY PROGRAM,把光标移至开始加工的程序段,按MDI模式键,输入G95 G90 G00 G43 G54 X---- Y---- M03 S----;M09 M08 M51(刀有内冷时输入),把快速进给倍率调到6%~12%.(6) 按下程序单段执行键,双手按下CYCLE START键,执行输入内容.(7) 按下MEMORY,按下SOFTKEY EIA/MONITOR,移动光标直至开始加工的程序段前,按下RESART 2 NONMOCAL.(8) 按菜单换页键 POSITION 菜单换页键 PROGRAM MONITOR (9) 双手按下CYCLE START,注意观察,无误后,逐渐增大快速倍率至100%,最后按下程序单段键,开始自动循环加工。
QT-200数控车床EIA/ISO编程培训教程一:培训日程1.EIA/ISO编程—二天二:培训内容1.EIA/ISO 编程第一天的内容1.1EIA/ISO 编程的基本知识的说明⑴机床坐标系和工件坐标系的说明:⑵刀补值的说明及工件坐标系的确立:刀补值的说明:几何补偿、磨损补偿工件坐标系的确立:用G50确立通过刀补值确立⑶调用已有程序、创建新程序的操作说明:⑷ EIA/ISO 编程的构成:辅助功能代码+G代码⑸ T32互换模式和标准模式的说明:参数P16位3 (1-1)1.2辅助功能代码的使用说明⑴常用M代码的使用说明:辅助功能指令(其他的M代码参阅M代码表)M00:程序停止M01:选择程序停止M02:程序结束(13-55)M03:主轴正转M04:主轴反转M05:主轴停止M08:冷却开M09:冷却关M30:返回程序头部(13-55)M98:调用子程序(13-48)M99:返回主程序(13-48)M198:程序结束(13-55)M199:程序结束(13-55)⑵ S代码的使用说明:主轴转速设定S2位:换档指令S4/S5位:实际主轴转速⑶ T代码的使用说明:刀具的ID号(MAZATROL刀具数据)刀具号Txx 00时,取消刀具补偿。
1.3 编程指令格式:⑴绝对值指令和增量值指令:X、Z/U、W(5-1)开机初始设定为G90⑵英制/公制切换指令:G20/G21(5-2)开机初始设定为G21⑶小数点输入:参数P9位5 (5-3)⑷选择程序段跳过(3-4)1.4 进给速度功能:⑴快速进给速度:30M(7-1)⑵切削快速进给速度:F (7-1)⑶非同步/同步进给指令:G98/G99 (7-1)开机初始设定为G991.5 坐标系设定:⑴坐标系设定G50:任意位置处的工件坐标系设定(15-1)坐标系设定:使用说明及编程格式说明(15-1)坐标系偏移:使用说明及编程格式说明(15-3)⑵坐标系设定G54 ~ G59:坐标系设定:使用说明及编程格式说明(15-9)工件偏置画面的说明坐标系偏移:使用说明及编程格式说明(15-9)电源接通或复位时选择G54⑶选择MAZATROL 工件坐标系G53.5:将工件坐标系G54~G59改变为 MAZATROL工件坐标系(15-7)⑷取消MAZATROL 工件坐标系G52.5:取消MAZATROL工件坐标系,恢复为工件坐标系G54~G59(15-5)⑸选择机床坐标系G53:(15-11)使用说明及编程格式说明:G53只对指令程序段有效:⑹局部坐标系G52:(15-12)使用说明及编程格式说明:G52局部坐标系以工件坐标系G54 ~ G59为基础:⑺自动返回参考点G28:使用说明及编程格式说明:(15-13)⑻ G29:使用说明及编程格式说明:(15-13)⑼返回参考点检测G27:使用说明及编程格式说明:(15-18)⑽自动返回第二参考点G30:使用说明及编程格式说明:(15-15)1.6 平面选择G16、G17、G18、G19:(6-11)G16:Y-Z圆柱平面选择G17:X-Y平面选择G18:Z-X平面选择G19:Y-Z平面选择开机初始设定为G181.7 插补功能:⑴快速定位G00:使用说明及编程格式说明:(6-1)⑵直线插补G01:使用说明及编程格式说明:(6-4)⑶圆弧插补指令G02/G03:使用说明及编程格式说明:(6-6)半径编程的使用说明圆心编程的使用说明⑷等螺距螺纹切削G32:使用说明及编程格式说明:(6-24)精密螺纹切削指令:(6-24)参数P9位7 (6-25)英制螺纹切削指令:(6-27)参数P9位7 (6-27)连续螺纹加工:⑸变螺距螺纹切削G34:使用说明及编程格式说明:(6-29)1.8 其他模式指令:⑴暂停指令G04:使用说明及编程格式说明:(8-1)暂停用时间表示(G98)G04:参数P10位2=1 (8-1)暂停用转数表示(G99)G04:(8-2)需有主轴位置编码器⑵精确停止检测指令G09:实现精确停止,以便得到最小过渡园角。
MAZAK 机床操作说明书操作说明书 MAZATROL MATRIX (INTEGREX IV 规格) NC 单元的操作和自动运行准备说明书编号: H740S30030C 机械编号: 在使用本机之前,请充分掌握本说明书内容,进行正确的操作或作业。
如果有任何疑问之处,请与就近的MAZAK 技术服务中心或技术中心联系。
重要说明 1. 务必遵守说明书内的安全事项,以及贴在机械上的安全铭牌的内容。
如果没有遵从这些内容,可能会造成重大的人身事故或物品损害。
如果需要交换用的安全铭牌,请向MAZAK 技术服务中心或技术中心订购。
2. 切忌擅自进行影响机械安全性的任何改造。
如果希望进行改造,请与MAZAK 技术服务中心或技术中心联系。
3. 为说明细节部分,本说明书中部分例图以卸下护罩或门的状态画出。
请注意,为安全起见,在实际运转时必须装好。
4. 本说明书根据最新材料编写,然而因为不断的技术革新而万一在所购买的机械与本说明书内容有所不同,请与MAZAK 技术服务中心或技术中心联系。
MAZAK 技术服务中心或技术中心将会提供正确的资料。
5. 请将本使用说明书保管在机械附近,以便随时查阅。
6. 要重新订购说明书时,请与说明书编号(或机械名称、机械编号、说明书名称)一并与就近的 MAZAK 技术服务中心或技术中心联系。
说明书制作: YAMAZAKI MAZAK CORP. 说明书编辑科02. 2006 第3 部NC 单元的操作和自动运行准备INTEGREX IV 规格H740S30030C 安全注意事项S-1 安全注意事项前言为进一步安全使用安装有CNC(电脑数控)装置(以下简称NC)的本机,下面说明有关NC 的安全注意事项。
为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握本说明书内容后进行作业。
另外,根据所使用的NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但希望通读一下。

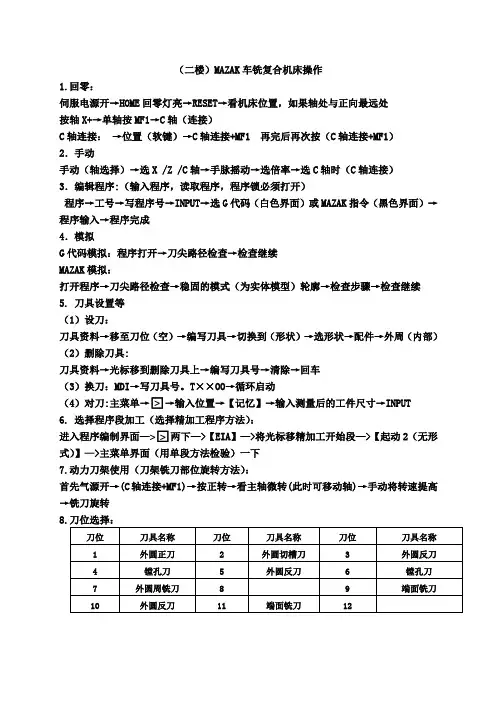
(二楼)MAZAK车铣复合机床操作1.回零:伺服电源开→HOME回零灯亮→RESET→看机床位置,如果轴处与正向最远处按轴X+→单轴按MF1→C轴(连接)C轴连接:→位置(软键)→C轴连接+MF1 再完后再次按(C轴连接+MF1)2.手动手动(轴选择)→选X /Z /C轴→手脉摇动→选倍率→选C轴时(C轴连接)3.编辑程序:(输入程序,读取程序,程序锁必须打开)程序→工号→写程序号→INPUT→选G代码(白色界面)或MAZAK指令(黑色界面)→程序输入→程序完成4.模拟G代码模拟:程序打开→刀尖路径检查→检查继续MAZAK模拟:打开程序→刀尖路径检查→稳固的模式(为实体模型)轮廓→检查步骤→检查继续5. 刀具设置等(1)设刀:刀具资料→移至刀位(空)→编写刀具→切换到(形状)→选形状→配件→外周(内部)(2)删除刀具:刀具资料→光标移到删除刀具上→编写刀具号→清除→回车(3)换刀:MDI→写刀具号。
T××OO→循环启动(4)对刀:主菜单→□>→输入位置→【记忆】→输入测量后的工件尺寸→INPUT6. 选择程序段加工(选择精加工程序方法):进入程序编制界面—>□>两下—>【EIA】—>将光标移精加工开始段—>【起动2(无形式)】—>主菜单界面(用单段方法检验)一下7.动力刀架使用(刀架铣刀部位旋转方法):首先气源开→(C轴连接+MF1)→按正转→看主轴微转(此时可移动轴)→手动将转速提高→铣刀旋转MAZAK解释:刀位:7号位-径向铣刀 9号位-端面铣刀 11号位-端面铣刀刀具形状:GNL-外圆刀 GRV-割刀 THR-螺纹刀 DRL-钻头 TAR-丝锥SRT SNS-动力头拓展后: MDR-径向钻 MTP-径向丝锥BOR-径向镗刀 EML-径向铣刀 FML-面铣刀删除刀具:刀具资料→光标移到删除刀具上→编写刀具号→清除→回车对刀:当前位置→∣∣→输入位置→记忆→输入测量后的工件尺寸→INPUTMAZAK程序编写:第一条程序填写:(UNO)-选材料 (OD-MAX)-最大直径 (ID-MIN )-最小直径(RPM)-长度 (FIN-X)-主轴最高限速 (FIN-X)-X方向外移量(FIN-Z)-Z方向外移量第二条程序填写: (轮廓起点描述)OUT-外圆#0 -退刀方式#1 -退刀方式 (CPT-X)-X起点位置(CPT-Z)-Z起点位置 RV-线速度 FV-(R―FEED)-粗加工进给量 (R―DEP)-极限粗切深直径方式表示(R-TOOL) -粗加工刀具号 (F-TOOL)-精加工刀具号第三条程序填写: (编写轮廓)LIN-直线 TPR-斜线⌒-凸圆表示︶-凹圆表示SEQ- SHP- (S-CNR)-(SPT-X)-X起点坐标 (SPT-Z)-Z起点坐标(FPT-X)-X终点坐标 (FPT-Z)-Z终点坐标(F-CNR/S)-倒角不必写C,圆弧角必须打开半径/θ RGH-粗糙度动力刀架使用刀架铣刀部位旋转:首先气源开→(C轴连接+MF1)→MF1→看主轴微转(此时可移动轴)→手动→START→铣刀旋转。
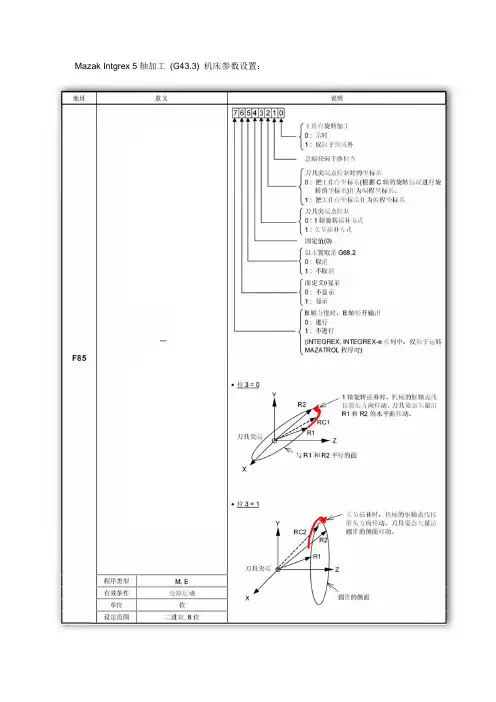
Maz z ak Intgrex 55轴加工 (G43.3) 机床参参数设置:坐标后如后的机床坐标作台的旋在指成为机床标系固定方式如果发出X 、的工件坐标系所床参数 标系跟随工件台的工作台坐标旋转而旋转。
之指令G43.4/G43为工作台坐标系床参数 式:编程坐标Y 、Z 指令,所看到的终点F85 F86件旋转方式:标系成为编程之后的X、Y、3.5的前一程系的初始状态F85 F86系选择参数F 对于工作台点位置。
当编程坐标系程坐标系。
工Z 指令被视程序段中,如果态。
F85位2为1时,(工件)进行10000010系选择参数F 工作台坐标系伴视为在工作台坐果存在工作台10000110,坐标系不伴行直线移动。
对01100 0010085位2为0时,伴随工作台的坐标系上的指台旋转轴的移动01000 00100伴随工作台的对X 、Y 、Z 坐标此时将工件的旋转而旋转指令。
指令G4动时,该工作坐标旋转而旋转。
指令工作台旋标系固定件坐标系固定在转。
不伴随刀具43.4/G43.5时作台旋转轴的标系跟随。
之旋转在工具轴时,或的角度通过G10 N_P_N_R_G11 N:参P:轴R:参在输注意关于型、例 根据数据坐标坐标坐标过可编程参数修L50 ....._R_ _..........参数号码 轴号码(轴类参数值输入参数时,参意 : 上述数据于数据(R),位型均需转: 要将某一位据(00110111据(R)设定为标系方式 标系固定标系跟随修改F85和F8......................类型参数时)参数和N 号码据的设定范围被输入的数转换为10 进制位型参数从01)2 → 为55。
机床参数地F85 F86F85 F866参数输入模式参数输入模式 码的对应一览围与列于《参数据将成为新制)。
00110110 改变(55)10 地址 地址值1000001010000110式ON 式OFF 览表如下所示:参数一览表/报新的设定值。

MAZAK 机床操作培训一、机床简介MAZAK 机床是一部数控机床。
设有X 、Y、Z 三根轴,三轴可联动;设有一个刀库,刀库有30 个刀盒,可装30 把刀具;主轴采用立式安装,可进行铣、钻、铰、镗、攻丝等多种工艺加工要求。
系统分辩率为0.001, 有较高的加工精度。
二,面板di SI一⑥§4 Z£ ---------4CD-QDMoot am I MM OU»_______ 0 VW 仁倉13妙您回-" 严e| a禺昶O€Z> •—££ 9€S€8t •rwt OlO ---------& SO o]-------- XI三操作说明3 . 1开机前注意事项(1)检查液压油、主轴油、润滑油是否足够,冷却液是否足够3. 2开机 (1) 接通电源;(2) 按下机床启动键,等待“ REDAY ”指示灯亮后(绿色),再进行下一步 工作。
(期间约 一分钟)〈屏幕鬼示 ^ZFRORFTtlRX^L 按下 ^HOME 1” 礎;C O 按下主菜犀谴,宜到出现“LIGim (灯)菜轼 再按LIGHT,憾明灯退即亮:诃丰m 二苣="宀1».干诗沖吏嗔竿DS -I 匸垃至“仏X. \\上轴回零。
依次按下EOES趾机床自动旦到零点;注:如果机床关机时不在零点位置「卄机也零点时,应先依秋下 使各毎偏雲零点一疋距离.然后冉一賣按下| *z] | ~Y j | ~x ][ZlLZltZ]1「直主各轴回到零点;立AIJTOALCLAMPT :m、rp按下"JOG"按提・将(ZQ 打到 “MANUAL"一边,将(1 打到"CLAXiy一边.则夹具实宾,*\ 2>C7)将(§)打到"AUTO" 一边”按WV RAPO—Th SPT?<DAI.VW rrFI>fflffl按® 阿S萱、零占住豐的标志绘:屏幕上机乐坐标X 、 ¥、£前面堆小圆產交我小MUN,AI TO:vt ANU ATcry PUT )键.则斫运行程字显不在屏幕右上角,⑼ 按下"START"自动馆环启或铸「呑丰樺作)”机昧开始运存CYCLE STLRTG 0注:本机未面板上的 二|爵戟说胃为无栽-工3装、卸刀3.3 1装刀刀」刀直核到建为二C2)打幵訪护门.向下隹装、却刀手衙.〔加趋洁刀稱和刀盒:并把刀具放入刀盒" 〔4 把刀具世好峙别妥注意刀具妊口问前斥下C5)向上拉手柄,刀具自动装入刀盒。