冶金工程概论ppt课件
- 格式:ppt
- 大小:42.50 KB
- 文档页数:15
![冶金概论[1]](https://uimg.taocdn.com/1ba1e6b4b14e852458fb57d1.webp)


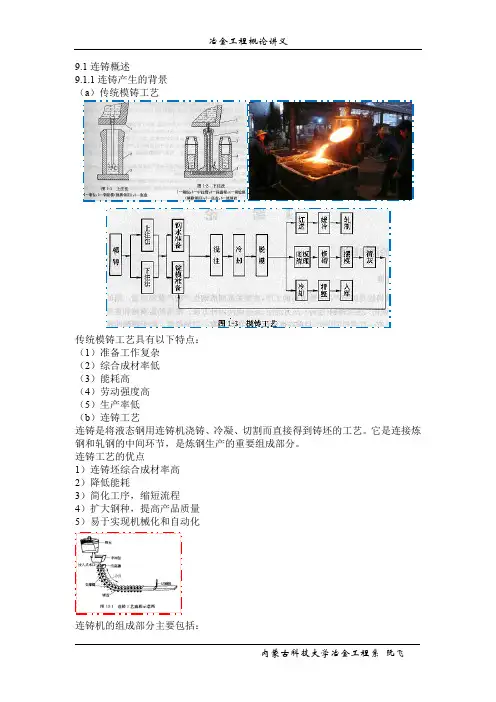
9.1连铸概述9.1.1连铸产生的背景(a)传统模铸工艺传统模铸工艺具有以下特点:(1)准备工作复杂(2)综合成材率低(3)能耗高(4)劳动强度高(5)生产率低(b)连铸工艺连铸是将液态钢用连铸机浇铸、冷凝、切割而直接得到铸坯的工艺。
它是连接炼钢和轧钢的中间环节,是炼钢生产的重要组成部分。
连铸工艺的优点1)连铸坯综合成材率高2)降低能耗3)简化工序,缩短流程4)扩大钢种,提高产品质量5)易于实现机械化和自动化连铸机的组成部分主要包括:钢包、钢包回转台、中间包、中间包车、结晶器、结晶器振动装置、二次冷却装置、拉矫装置、切割装置和铸坯运出等装置。
9.2连铸设备铸机分类及特点1)按铸机的外形结构可分为:立式连铸机立弯式连铸机弧形连铸机椭圆形连铸机水平连铸机2)按铸坯断面形状可分为:圆坯连铸机方坯式连铸机板坯连铸机异形坯形连铸机方板坯兼用连铸机立式连铸机:1)主要设备结晶器、二冷段和全凝固铸坯的剪切等。
2)优点主要设备均设置在同一垂直方向上,浇铸过程在垂直位置完成,因垂直段很长,有利于钢水中夹杂物上浮,铸坯各方向冷却条件较均匀,成分和夹杂物偏析较小。
并且铸坯在整个凝固过程中不受弯曲、矫直等变形作用,即使裂纹敏感性高的钢种也能顺利连铸。
3)缺点设备高度大,建设费用高,钢水静压力大,铸坯易鼓肚变形。
立弯式连铸机特点具有立式连铸机垂直浇铸和凝固的特点,在结晶器下方一定距离,即在铸坯全凝固或接近全凝固时定点进行弯曲,把铸坯顶弯90°,最后定点矫直,使铸坯沿水平方向出坯。
具有立式连铸机夹杂物上浮条件好的特点,又比立式连铸机高度低,为其高度的四分之三。
弧形连铸机特点结晶器呈弧形,设备高度低、钢水静压力相对较小,减少内裂和偏析。
非金属夹杂物向内弧聚集,夹杂物分布不匀。
带液芯单点矫直中心区产生裂纹缺陷,采用多点矫直,使总的应变分散,固液界面的变形率降低。
水平连铸机特点拉坯时结晶器不振动、拉坯机拉—反推—停呈周期性运动,在水平位置凝固成形,不受弯曲矫直,有利于防止裂纹;进入结晶器钢水中的夹杂物完全无上浮机会。