数控加工中心刀具转速进给参考表
- 格式:docx
- 大小:13.58 KB
- 文档页数:4

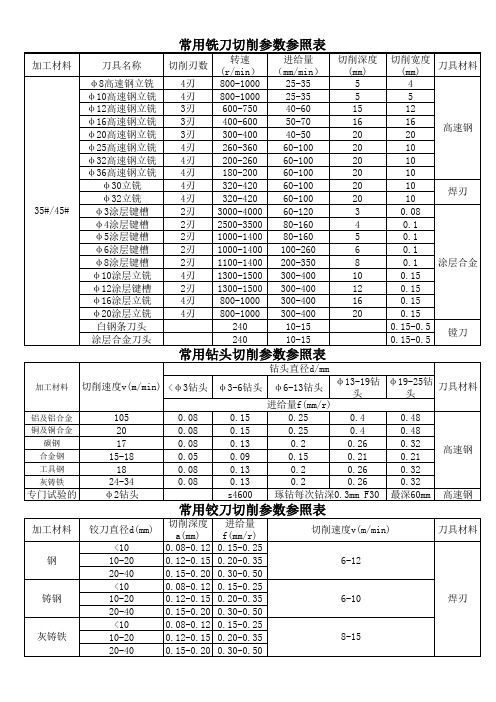
各材料常用刀具转速进给参数对照表一、钢材钢材是机械加工中最常用的材料之一,其种类繁多,性能各异。
一般来说,低碳钢的硬度较低,加工时刀具转速可以相对较高,进给速度也可以适当加快。
例如,使用硬质合金刀具加工低碳钢时,转速可设置在 800 1200 转/分钟,进给速度为 015 025 毫米/转。
中碳钢的硬度和强度比低碳钢有所提高,因此刀具转速和进给速度需要相应降低。
转速通常在 600 900 转/分钟,进给速度约为 01 02 毫米/转。
高碳钢的硬度较高,加工难度较大,刀具转速一般控制在 400 600 转/分钟,进给速度为 008 015 毫米/转。
二、铝材铝材具有良好的延展性和导热性,加工相对容易。
在加工铝材时,刀具转速可以较高,以提高加工效率。
使用高速钢刀具,转速可达到1500 2000 转/分钟,进给速度为 02 03 毫米/转。
而采用硬质合金刀具时,转速甚至可以超过 2000 转/分钟,进给速度可达 03 05 毫米/转。
需要注意的是,在加工薄壁铝材零件时,为了防止变形,应适当降低转速和进给速度。
三、铜材铜材的延展性较好,切削时容易产生积屑瘤,影响加工表面质量。
对于黄铜,刀具转速一般在 600 1000 转/分钟,进给速度为 01 02 毫米/转。
青铜的硬度相对较高,转速可控制在 400 800 转/分钟,进给速度为 008 015 毫米/转。
四、铸铁铸铁的硬度较高,脆性较大。
在加工灰铸铁时,刀具转速通常在300 500 转/分钟,进给速度为 005 01 毫米/转。
球墨铸铁的韧性较好,加工时转速可以适当提高到 400 600 转/分钟,进给速度为 008 015 毫米/转。
五、工程塑料工程塑料的种类丰富,常见的有尼龙、聚碳酸酯等。
由于塑料的熔点较低,切削时容易产生粘连,因此刀具转速不宜过高。
一般来说,转速在 500 800 转/分钟,进给速度为 01 02 毫米/转。
六、不锈钢不锈钢具有较高的强度和耐腐蚀性,但加工难度较大。


以下仅供参考
1.一般的选择原则是中等的每刃进给量,较小的轴向切深
p ,适当的径向切深
e
,高的切削速度。
2.使用球刀的切削速度要高于平刀的切削速度。
3.刀具的伸出长度不能超过直径的4倍,刀具过长切削参数需往下调整
4.适用刀具直径:D4-D12
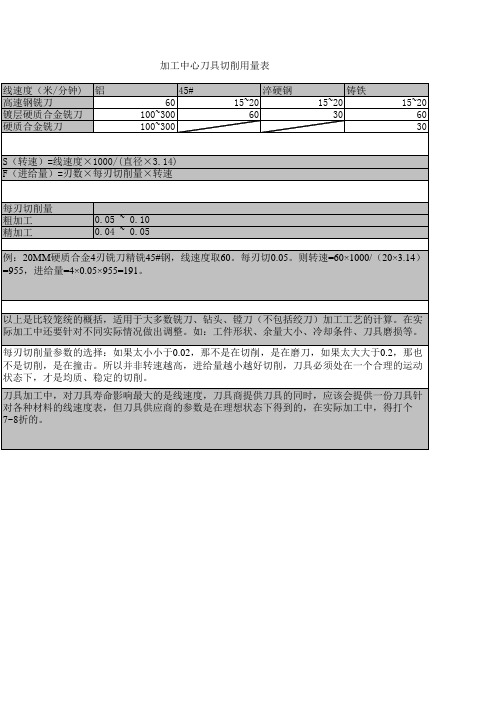
高速铣削加工用量的确定主要考虑加工效率、加工表面质量、刀具磨损以及加工成本。
不同刀具加工不同工件材料时,加工用量会有很大差异,目前尚无完整的加工数据,可根据实际选用的刀具和加工对象参考刀具厂商提供的加工用量选择。
二、切削速度的计算
??Vc=(π*D*S)/1000
??Vc:线速度(m/min)? ?π:圆周率(3.14159)? ???D:刀具直径(mm)? ?? ???
??S:转速(rpm)
??例题. 使用Φ25的铣刀Vc为(m/min)25??求S=?rpm
? ?? ?? ???Vc=πds/1000
? ?? ?? ???25=π*25*S/1000
? ?? ?? ???S=1000*25/ π*25
? ?? ?? ???S=320rpm
三、进给量(F值)的计算
? ?F=S*Z*Fz
? ?F:进给量(mm/min)? ???S:转速(rpm)? ?? ???Z:刃数
? ?Fz:(实际每刃进给)
? ?例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
? ?值)为多少?(Fz=0.25mm)
? ?F=S*Z*Fz
? ?F=2000*2*0.25
? ?F=1000(mm/min)。

CNC 轉速進給S50C參考飛刀下刀量S F 備註∅11 0.320002000P20*0.8∅130.320002000P20*0.8∅170.520002000~2400P20*0.8∅210.520002000~2400P20*0.8∅260.520002000~2400P20*0.8圓刀下刀量S F 備註∅350.5 1500 3000~3500 P20*0.8∅500.5 1000 3000~3500 P20*0.8∅630.5 1000 3000~3500 P20*0.8噴水鑽Q值S F 備註∅28 2 600~800 70~100 一律使用G73 ∅33 2 600~800 50~70 一律使用G73 ∅381~2 600~800 50~70 一律使用G73 ∅471~2 500~600 50以下一律使用G73 ∅541~2 500~600 50以下一律使用G73麻花鑽Q值S F 備註∅3以下 1 1500~1800 100 一律使用G83 ∅3~∅5.5 1~2 1200~1500 100 一律使用G83 ∅6~∅8.5 2 1000~1200 100 一律使用G83 ∅9~∅10.5 2 800~1000 100 一律使用G83 ∅11~∅13 2 600~800 100 一律使用G83 ∅14~∅16 2 500~600 100 一律使用G83 ∅17~∅19 2 400~500 80~100 一律使用G83 ∅20~∅231~2300~400 80以下一律使用G83 ∅24~∅27 1~2300以下80以下一律使用G83 沉頭刀Q值S F 備註∅21 1~2 500 50~100 一律使用G73 ∅26 1~2 500 50~100 一律使用G73 ∅31 1~2 500 50~100 一律使用G73 ∅36 1~2 500 50~100 一律使用G73 ∅41 1~2 500 50~100 一律使用G73 ∅46 1~2 500 50~100 一律使用G73 ∅48 1~2 500 50~100 一律使用G73 ∅55 1~2 500 50~100 一律使用G73粗膛刀Q值S F 備註∅20 0 800 100 使用G81∅25 0 800 100 使用G81∅30 0 800 100 使用G81∅32 0 800 100 使用G81∅35 0 800 100 使用G81∅40 0 600~800 80~100 使用G81∅42 0 600~800 80~100 使用G81∅48 0 600 80~100 使用G81∅55 0 600 80~100 使用G81精膛刀Q值S F 備註∅8~∅12 0 800 100 使用G81∅12~∅140 800 100 使用G81∅15~∅180 800 100 使用G81∅18~∅200 800 100 使用G81∅20~∅25 0 800 100 使用G81∅25~∅320 800 100 使用G81∅32~∅42 0 800 100 使用G81∅42~∅52 0 600 100 使用G81∅52以上0 600 100 使用G81山維刀下刀量S F 備註∅16R0.8 0.8 3000 2000 修框或繞斜面∅22R0.8 1 3000 2000 修框或繞斜面光底刀下刀量S F 備註∅12 R0.8 2500~3000 600~800∅16 R0.8 2500~3000 600~800∅20 R0.8 2500~3000 600~800∅25 R0.8 2500~3000 600~800∅32 R0.8 2000~2500 600~800∅50 R0.8 1500~1800 600~800鎢鋼刀下刀量S F 備註∅3以下3000 400 頂針沉頭∅4 3000 400 頂針沉頭∅5 3000 400 頂針沉頭∅6 1500 500 光邊修框∅8 1500 500 光邊修框∅10 1500 500 光邊修框。
加工中心.数控铣床.刀具名称.转速进给、下刀量例:立铣刀必备知识(按照加工45号钢材)刀具名称、转速(/min)、进给(mm/min)、下刀量(mm) 63R6(刀片) 600 2500-3000 0.6-150R6(刀片) 650-850 2500-3000 0.55-0.7 25R5(刀片) 1200 2000-2500 0.45-0.55 32R6(刀片) 700-1200 2000-2500 0.5-0.65 16R0.8(刀片) 2000-2500 2000-3000 0.25-0.35 16R4(刀片) 2200-2500 2200-3000 0.3-0.4 16(球头刀 2000-2500 2000 0.25-0.35 12(球头刀 2200-2500 2000-3000 0.2510(球头刀 2500 1800-2000 0.2-0.25 8(球头刀 2500-2800 1500-1800 0.26(球头刀 4000 1500-1800 0.1-0.2 4(球头刀 5000-6000 1800 0.13(球头刀 7000 1500-1800 0.05-0.08 2(球头刀 12000 1500-2000 0.05-0.08 1.5(球头刀 16000 1200-1500 0.051(球头刀 20000 1200 0.050.5(球头刀 20000 500 0.023.175(球头刀 7000 1500 0.0830R5(平底立铣) 720-1000 2000-3000 0.3-0.540(平底立铣) 300-600 2000-2500 1.0-2.020(平底立铣) 600-1000 2000-2500 1.0-2.016(平底立铣) 1600 2000-2500 0.3-0.412(平底立铣) 2000-2200 2000-2500 0.25-0.3510(平底立铣) 2200-2500 2000-2500 0.25-0.38(平底立铣) 2500 1500-2000 0.2-0.36(平底立铣) 3000 1500-2000 0.15-0.24(平底立铣) 3500-4000 1500-2000 0.13(平底立铣) 6000 1500-1800 0.08-0.12(平底立铣) 9000 1500 0.05-0.081.5(平底立铣) 12000 1200-1500 0.05-0.081(平底立铣) 18000 1000-1500 0.03-0.05铣刀大体上分为:1.平头铣刀.进行粗铣.去除大量毛坯.小面积水平平面或者轮廓精铣2.球头铣刀.进行曲面半精铣和精铣.小刀可以精铣陡峭面/直壁的小倒角。