各材料常用刀具转速进给参数对照表
- 格式:docx
- 大小:17.07 KB
- 文档页数:6

各材料常用刀具转速进给参数对照表一、钢材钢材是机械加工中最常用的材料之一,其种类繁多,性能各异。
一般来说,低碳钢的硬度较低,加工时刀具转速可以相对较高,进给速度也可以适当加快。
例如,使用硬质合金刀具加工低碳钢时,转速可设置在 800 1200 转/分钟,进给速度为 015 025 毫米/转。
中碳钢的硬度和强度比低碳钢有所提高,因此刀具转速和进给速度需要相应降低。
转速通常在 600 900 转/分钟,进给速度约为 01 02 毫米/转。
高碳钢的硬度较高,加工难度较大,刀具转速一般控制在 400 600 转/分钟,进给速度为 008 015 毫米/转。
二、铝材铝材具有良好的延展性和导热性,加工相对容易。
在加工铝材时,刀具转速可以较高,以提高加工效率。
使用高速钢刀具,转速可达到1500 2000 转/分钟,进给速度为 02 03 毫米/转。
而采用硬质合金刀具时,转速甚至可以超过 2000 转/分钟,进给速度可达 03 05 毫米/转。
需要注意的是,在加工薄壁铝材零件时,为了防止变形,应适当降低转速和进给速度。
三、铜材铜材的延展性较好,切削时容易产生积屑瘤,影响加工表面质量。
对于黄铜,刀具转速一般在 600 1000 转/分钟,进给速度为 01 02 毫米/转。
青铜的硬度相对较高,转速可控制在 400 800 转/分钟,进给速度为 008 015 毫米/转。
四、铸铁铸铁的硬度较高,脆性较大。
在加工灰铸铁时,刀具转速通常在300 500 转/分钟,进给速度为 005 01 毫米/转。
球墨铸铁的韧性较好,加工时转速可以适当提高到 400 600 转/分钟,进给速度为 008 015 毫米/转。
五、工程塑料工程塑料的种类丰富,常见的有尼龙、聚碳酸酯等。
由于塑料的熔点较低,切削时容易产生粘连,因此刀具转速不宜过高。
一般来说,转速在 500 800 转/分钟,进给速度为 01 02 毫米/转。
六、不锈钢不锈钢具有较高的强度和耐腐蚀性,但加工难度较大。

各材料常用刀具转速进给参数对照表一、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等。
对于低碳钢,如 A3 钢,在使用硬质合金刀具进行车削时,转速一般可设置在 800 1200 转/分钟,进给量为 015 03 毫米/转。
而在铣削加工中,转速可在 1000 1500 转/分钟,进给速度为 200 400 毫米/分钟。
中碳钢,例如 45 号钢,车削时转速通常在 600 1000 转/分钟,进给量 01 02 毫米/转。
铣削时,转速约 800 1200 转/分钟,进给速度 150 300 毫米/分钟。
高碳钢由于硬度较高,车削转速一般在 400 800 转/分钟,进给量008 015 毫米/转。
铣削时,转速 600 1000 转/分钟,进给速度 100 200 毫米/分钟。
二、铝材铝材具有良好的延展性和导热性。
在车削铝材时,如 6061 铝合金,转速可高达 1500 2500 转/分钟,进给量 02 04 毫米/转。
铣削时,转速能达到 2000 3000 转/分钟,进给速度 400 600 毫米/分钟。
对于硬度较高的 7075 铝合金,车削转速稍低,约 1200 2000 转/分钟,进给量 015 03 毫米/转。
铣削时,转速 1500 2500 转/分钟,进给速度 300 500 毫米/分钟。
三、铸铁常见的铸铁有灰铸铁和球墨铸铁。
灰铸铁在车削加工中,转速一般为 500 800 转/分钟,进给量 01 02 毫米/转。
铣削时,转速 600 1000 转/分钟,进给速度 100 200 毫米/分钟。
球墨铸铁的硬度相对较高,车削时转速 400 600 转/分钟,进给量008 015 毫米/转。
铣削时,转速 500 800 转/分钟,进给速度 80 150 毫米/分钟。
四、铜材铜材包括黄铜和紫铜。
黄铜的车削转速通常在 800 1500 转/分钟,进给量 015 03 毫米/转。
铣削时,转速 1000 1800 转/分钟,进给速度 200 400 毫米/分钟。

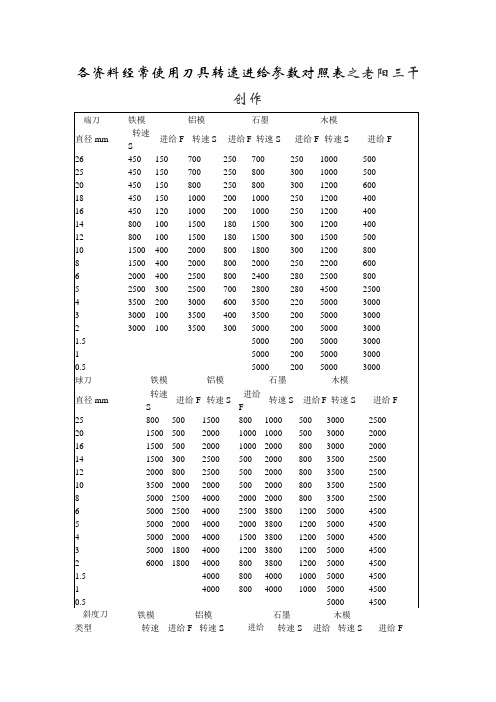
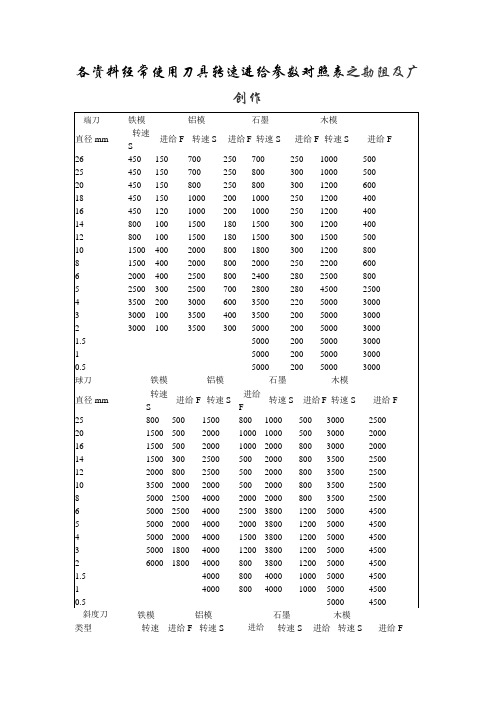
各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
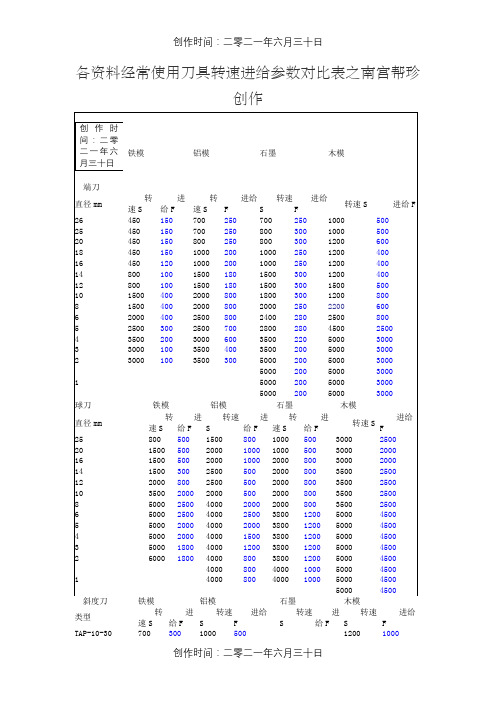
常用材料进给、转速参数表1:合理的选择刀具1平面铣削时应选用不重磨硬质合金端铣刀或立铣刀。
一般铣削时,尽量采用二次走刀加工第一次用端铣刀粗铣,沿工件表面连续走刀,每刀步距为刀具直径的(60% -70%)。
2立铣刀和镶硬质合刀片的端铣刀主要用于加工凸台、凹槽和箱口面。
3球刀、圆鼻刀常用于加工曲面和变斜角轮廓外形。
球刀多用于半精加工和精加工。
镶硬质合金刀具(圆鼻刀)多用于开粗。
2:切削用量三大要素为切削深度、主轴转速和进给速度。
(总体选择原则:少切削,快进给)3:刀具按材料分类普通硬质白钢刀(材料为高速钢),涂层刀具(如镀钛等),合金刀具(如钨钢、氮化硼钢刀具)。
加工 45#钢、普通平底白钢刀,每刀切深h 推荐值: h=Ф /4-5(Ф 16 切深为 3-4MM)刀具直径 (mm)转速( r/min )进给( mm/min )Ф 25230-25075-100Ф 16350-40075-100Ф 12500-55050-100Ф 10550-60050-75Ф 8600-65050-75Ф 6750-80050-75Ф 5800-85050Ф 4850-90050Ф 3100050加工 45#钢、普通球刀(精加工)刀具直径 (mm)转速( r/min )进给( mm/min )Ф16R8800-900250-300Ф12R61000-1100250-300Ф10R51100-1200300-350Ф8R41200-1300300-350Ф6R31300-1500300-350Ф5 R 2.51500-1700150-200Ф4R21700-1800150-200Ф3 R 1.51800-1900100-150Ф2R12000100加工 45#钢、常用开粗硬质合金刀(镶刀片类)品牌型号推荐切深 h(mm)推荐转速( r/min )推荐进给( mm/min )三菱Ф32R 60.7-0.81200800-1200Ф30R 50.5-0.71250800-1200Ф16R 80.3-0.51800-2000750-1200加工 45#钢、常用精加工硬质合金刀品牌型号推荐刀间距 (mm)推荐转速( r/min )推荐进给( mm/min )三菱Ф 25 R 12.50.4-0.51800750-1200Ф16R80.3-0.42000-2200750-1200Ф12R60.2-0.32250-2300750-1000Ф10R50.15-0.252500-2650500-750加工 738、718H 、738H硬质合金刀具单位 MM MM ( r/min )( mm/min ) MM刀具直径凸出量转速开粗 /光刀进给开粗 /光刀Z 步进开粗 /光刀D35R51201500/20002000/12000.8/0.5D32R51201500/20002000/12000.8/0.5D32R0.81201500/20002000/12000.6/0.5D30R51201600/20002000/12000.8/0.5D25R51201800/20001800/10000.8/0.5D25R0.81201800/20001500/10000.6/0.5D25R0.81201800/20001500/10000.5/0.4D16R0.81001800/20001500/10000.5/0.3D16R0.41001800/20001500/10000.5/0.3D1*******/22001500/10000.4/0.3D1*******/22001200/8000.4/0.3D8302000/22001200/8000.35/0.25D6302200/25001000/8000.3/0.2D5302000/22001200/8000.35/0.25D4152200/25001000/8000.25/0.15D3152500/28001000/8000.25/0.15D2152800/3000800/6000.2/0.1D1153000/3500800/6000.2/0.1加工 738、718H 、738H硬质合金刀具单位 MM MM ( r/min )( mm/min ) MM刀具直径凸出量转速中光 /光刀进给中光 /光刀Z 步进中光 /光刀D16R81001800/20001500/12000.5/0.2D12R61002200/25001500/12000.4/0.15D10R5602500/28001300/11000.4/0.15D8R4502800/30001200/10000.35/0.15D6R3353000/35001200/10000.3/0.15D5R2.5353000/35001200/10000.3/0.12D4R2203000/35001000/8000.25/0.12D3R1.5153000/35001000/8000.2/0.1D2R1153500/4000900/7000.15/0.08加工紫铜硬质合金刀具单位 MM MM(r/min )(mm/min)MM 刀具直径凸出量转速开粗 /光刀进给开粗 /光刀Z 步进开粗 /光刀D40R0.81201800/20002500/12001/0.5D32R0.81201800/25002500/12001/0.5D25R0.81202000/25002500/12001/0.5D20R0.81202000/26002200/12001/0.5D16R0.81002000/26002000/10000.8/0.4 D16R0.41002000/26002000/10000.8/0.4D1*******/25001800/8000.6/0.4D1*******/25001500/8000.6/0.3D8452200/25001200/8000.5/0.2D6352200/25001200/8000.4/0.2D5352500/28001200/8000.4/0.2D4202500/30001200/8000.4/0.15D3152800/35001200/8000.3/0.2D2103000/35001000/8000.2/0.1D1103500/3800800/7000.2/0.1D12R61002200/25001500/12000.4/0.2D10R5602500/27001500/12000.35/0.15 D8R4502600/28001500/12000.35/0.15 D6R3402800/30001200/10000.3/0.15 D5R2.5302800/30001100/10000.25/0.15 D4R2203000/33001000/9000.2/0.15 D3R1.5153000/35001000/9000.2/0.1D2R1103000/3500900/8000.2/0.1 D1.5R0.75103500/4000800/6000.12/0.08 D1R0.553500/4000700/6000.12/0.05加工紫铜高速钢刀具单位 MM MM (r/min )(mm/min )MM刀具直径凸出量转速开粗 /光刀进给开粗 /光刀Z 步进开粗 /光刀侧向步进D1*******/10001800/3001/0.5(0.1)D1*******/12001800/3001/0.5(0.1)D1*******/14001800/3001/0.5(0.1)D1*******/18001500/3001/0.5(0.1)D8451800/20001500/2000.8/0.5(0.1)D6352000/22001200/2000.6/0.5(0.1)D5352200/25001200/2000.6/0.5(0.1)注: D 表示刀具直径( D16R0.8 表示刀具直径为16,刀角半径为 0.8开粗即粗加工,中光即半精加工,光刀即精加工。