万向节叉锻造工艺卡
- 格式:doc
- 大小:93.00 KB
- 文档页数:1

车间工序号工序名称材料牌号
80 钻、攻螺纹孔M10 HT200
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件202×66×72 2 1
设备名称设备型号设备编号同时加工件数立式钻床Z525
夹具编号夹具名称切削液
拨叉钻M10螺纹孔专用夹具
工位器具编号工位器具名称工序工时(分) 准终单件
卡尺,量规0.265
工步号工步内容工艺装备
主轴转速切削速度进给量被吃刀量进给次
数
工时/min
r/min m/min mm/z mm 机动辅助
1 钻M10螺纹孔至Φ8 硬质合金麻花钻545 15 0.28 1 1 0.128 0.0192
2 攻M10螺纹孔硬质合金丝锥392 15 1.0 1 1 0.089 0.0134
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)philos
标记处数更改文件号签字日期标记处数更改文件号签字日期。

机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 1 页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*40 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣机盖顶端面,保证尺寸35mm 硬质合金端面铣刀、卡尺160 1 1.6 5 1 32.822标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 2 页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*35 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣下端面,保证尺寸31mm 硬质合金端面铣刀、卡尺160 1 1.6 4 1 32.822 半精铣下端面,保证尺寸30.2mm 硬质合金端面铣刀、卡尺210 1.3 1.6 0.8 1 25.00标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 3 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻6-Φ9mm孔Φ9高速钢麻花钻、塞规630 0.29 0.4 22.862 铰6-Φ9孔中对称轴上的两个孔至Φ9.1H8(022.0)做定位孔Φ9.1铰刀、塞规500 0.26 0.8 7.44标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 4 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻一个2-Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.32 铰此孔2-Φ4.8mm至2-Φ5mmΦ5铰刀、塞规500 0.13 0.4 4.653 通过模具以此孔定位钻另一个Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.34 铰此孔2-Φ4.8mm至2-Φ5mm Φ5铰刀、塞规500 0.13 0.4 4.655 倒角2-Φ4.8mm孔1.1x45º高速钢锥面锪钻10x90º标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 5 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 锪6-Φ18mm螺钉凸台高速钢平底锪钻18x9、卡尺400 0.4 0.14 5 1 19.32234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 6 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 铣下端面20*10*1.5槽硬质合金键槽铣刀10x60,卡尺945 0.5 0.2 1.5 3.812标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第7 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ12mm孔Φ12高速钢麻花钻400 0.28 0.45 21.672 钻Φ14mm孔Φ14高速钢麻花钻320 0.28 0.5 11.443 钻Φ24mm孔Φ24高速钢麻花钻200 0.28 0.7 13.074标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第8 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面的Φ12mm的孔到铸件的铸孔约62mm深Φ12高速钢麻花钻,塞规400 0.28 0.45 88.47234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第9 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 Φ12粗镗到Φ16.5,深度为25,作为螺纹的底孔硬质合金镗刀、塞规1400 1.0 0.2 6.782 粗镗Φ16.5右端面,保证尺寸41mm 硬质合金端面镗刀,卡尺160 1 1.6 5 1 7.683 M18*1.5孔倒角硬质合倒角刀1120 0.25 0.644 攻丝内螺纹镗刀320 0.3 0.5 9.37标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第10 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗镗Φ14mm孔至Φ16.3mm硬质合金镗刀、塞规1120 1 0.2 2.3 8.172 粗镗Φ24mm孔至Φ26.3mm硬质合金镗刀、塞规900 1.33 0.4 2.3 5.083 半精镗Φ16.3mm孔至Φ17.8mm 硬质合金镗刀、塞规1400 1.33 0.1 1.5 13.064 半精镗Φ26.3mm孔至Φ27.8mm 硬质合金镗刀、塞规1018 1.5 0.2 1.5 8.985 倒角Φ27.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.646 倒角Φ17.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.64标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第11 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 把Φ12mm孔粗镗到Φ14.4mm,深58mm 硬质合金镗刀、塞规1400 1.0 0.2 2.4 6.782 把Φ14.4mm半精镗到Φ16mm,深58mm硬质合金镗刀、塞规1580 1.0 0.1 1.6 11.393 精镗Φ16底面硬质合金端面镗刀1580 1.33 0.2 0.38标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第12 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗Φ17.8mm孔至Φ18mm硬质合金镗刀、塞规1400 1.33 0.1 0.2 13.062 精镗Φ27.8mm孔至Φ28mm硬质合金镗刀、塞规1018 1.5 0.2 0.2 8.98标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第13 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数磨床M7130 1夹具编号夹具名称切削液电磁铁吸盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削下端面刚玉砂轮,百分表2标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。

万向节叉锻造成形⼯艺改进进⼊21世纪以来,能源与材料成本不断增加,同时,环保成本在锻造⽣产中所占⽐重越来越⾼,如何提⾼能源、材料利⽤率,减少对环境的损害,从⽽实现提⾼⽣产效益成为锻造企业关⼼的重中之重。
万向节叉为典型汽车及农机传动系统零件,承受较⼤复杂交变载荷,对⼯件质量要求较⾼,为保证产品质量,⼀般采⽤锻造⼯艺⽣产。
但该⼯件形状复杂,采⽤传统⼯艺进⾏⽣产,材料利⽤率较低,并且流⼊飞边槽的过多的⾦属造成模具磨损较快。
本⽂以该万向节叉为例,通过对产品结构与锻模结构进⾏分析,提出了半闭式预锻成形⼯艺⽅案,改进了锻模结构,采⽤有限元数值分析的⽅法对改进⼯艺⽅案进⾏验证,对⽐分析了其改进前后飞边分布、成形载荷、终锻⾦属速度分布,并对该⼯艺改进进⾏了⽣产验证。
结果表明改进后⼯艺提⾼了材料利⽤率和模具寿命,降低了设备能耗。
万向节叉原有锻造⼯艺万向节叉锻件图如图1所⽰,锻件质量0.28kg,材料为45钢。
万向节叉为汽车传动系统关键零部件,为汽车运⾏传动扭矩,⼯作过程中承受交变循环载荷,其⼯况复杂,对锻件质量要求较⾼。
从图1可以看出,万向节叉为典型叉形锻件,其⾦属沿轴向分布变化剧烈,并且轴向尺⼨较短,叉部筋窄⽽⾼,成形难度较⼤。
现有⼯艺采⽤600t热模锻压⼒机⼀模两件的⽅式⽣产,该⼯艺下料重量0.91kg,产品材料利⽤率61.5%,模具寿命仅为3000模(6000件)。
⼯艺流程为:下料-中频加热-600t热模锻压⼒机预锻、终锻-切边。
原有⼯艺存在的问题是材料利⽤率较低,仅为61.5%;飞边分布不均匀(如图2);多余⾦属积存在飞边槽,终锻时⾦属流动剧烈,严重增⼤了模具的磨损不⽅便脱模,降低了模具寿命,也增⼤了模锻压⼒等等,这些因素影响了⽣产,8⼩时每班产量仅为2500~3000模(6000件以内)。
乳酸和其他酸也在酸奶的⾹味和风味特性中起到特定的作⽤。
虽然乳酸表现出较低的挥发性,但由于其风味的重要性,所以在这⾥将其展开讨论。


华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ280外圆工序号05零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s粗车Φ280外圆至Φ282.3硬质合金车刀YT15 121.5 1 1.85 1 125 2 58.32编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ215、Φ255工序号06零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ280右端面硬质合金车刀YT1536.75 1 1.8 1 125 2 17.6 2粗车Φ215内圆至Φ212.6及Φ203右端面硬质合金车刀YT1566.75 1 1.8 1 180 2 22.3 3粗车Φ137右端面至Φ203内圆硬质合金车刀YT1534.9 3 1.55 1 250 2 25.14粗车Φ255内圆至Φ253.6及Φ215右端面硬质合金车刀YT1517.7 10 2.05 1 125 2 84.9华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ240Φ137及14°槽工序号07零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ240左端面、硬质合金车刀YT1575.25 1 1.8 1 180 2 25.08 2粗车Φ280左端面及Φ240外圆、硬质合金车刀YT1519.3 3 1.8 1 180 2 19.3 3粗车Φ137内圆至Φ135.6硬质合金车刀YT1526 1 1.4 1 250 2 6.2 4 粗车14°槽14°切槽专用刀具9 1 1 250 2华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ280工序号09零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s半精车Φ280外圆至Φ280.9硬质合金车刀YT15116 1 0.7 0.5 125 2 111.4华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ215Φ255工序号10零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ280右端面硬质合金车刀YT1513.65 1 1.2 0.5 125 2 13.1 2半精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.45 1 0.7 0.5 180 2 45.0 3半精车Φ137右端面至Φ203内圆硬质合金车刀YT1533.7 1 1.1 0.5 280 2 16.24 半精车Φ255内圆及Φ215右端面、硬质合金车刀YT1517.5 1 0.7 0.5 125 2 16.8华侨大学院机电学院机械加工工艺卡片工序名称加工螺纹孔工序号11零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具立式钻床Z525安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1钻孔高速钢钻头20 1 7.82 铰孔20 1 0.23 攻丝、15 1华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ240Φ137及14°槽工序号12零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ240左端面硬质合金车刀YT1554.05 1 1.2 0.5 180 2 36.0 2半精车Φ280左端面及Φ240外圆硬质合金车刀YT1520 1 1.3 0.5 180 2 13.33 半精车Φ137内圆、硬质合金车刀YT1525.5 1 0.7 0.5 250 2 12.244 半精车14°槽14°切槽专用刀具0.7 1 0.5 250 2华侨大学院机电学院机械加工工艺卡片工序名称精车Φ280外圆工序号15零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ280外圆硬质合金车刀YT15110 1 0.3 0.25 180 3 146.7华侨大学院机电学院机械加工工艺卡片工序名称精车Φ215内圆工序号16零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.75 1 0.3 0.25 250 3 65.04华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ280外圆工序号17零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s金刚石车Φ280外圆金刚石车刀110 1 0.15 0.2 180 3 183.3华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ215内圆工序号18零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设。
万向联轴器各零件材质和制造工艺万向联轴器各零件材质和制造工艺万向轴各零件材质和制造工艺:十字轴材料:20Cr2Ni4A 锻件热处理:调质285-321HB材料力学性能:бb≥1100MPaб0.2≥860MPaδ≥13%ψ≥40%AKU≥70J工艺:锻造—正火—打中心孔—粗车—半精车—钻油孔—精车—铣—超声波探伤—渗碳淬火—磨中心孔—磨外园、端面—磁粉探伤—上油入库轴承杯材料:20CrMOTi 锻件热处理:调质285-321HB工艺:锻造—正火—打中心孔—粗车—半精车—精车—超声波探伤—渗碳淬火—磨内园—磨外园、端面—磁粉探伤—上油入库法兰叉头、焊接叉头材料:ZG35CrMo,铸钢件工艺:精密铸造—退火—粗车—调质—精车—超声波探伤—铣端面键—钻攻螺孔—粗镗轴承孔—精镗轴承孔—磁粉探伤—上油入库花键轴材料屈服极限强度:δb≥1080Mpa材料:42CrMo 锻件热处理:调质285-321HB工艺:锻造—正火—粗车—磁粉探伤—调质—精车—滚花键轴—齿面淬火—上油入库花键套材料:35CrMO锻件热处理:调质285-321HB工艺:锻造—正火—粗车—调质—精车—超声波探伤—插花键孔/或线切割花键孔—齿面氮化—钻攻油孔—磁粉探伤—上油入库轴套本体材料:42CrMo锻件热处理:调质,硬度HB250-280扁键、定位环材料:42CrMo锻件热处理:调质,硬度HB250-280;表面氮化处理,HV560-640,氮化层深度0.4-0.6m m。
材料屈服极限强度:δb≥1080Mpa焊接二氧化碳气体保护自动焊接专机工艺:定位—预热—点焊定型—自动焊接找正—焊接—保温—修磨焊渣—上油入库组装工艺:除毛刺—清洗零部件—热装轴承—核对相位—轴承及花键注满2#工业锂基脂—清除表面油污—二端法兰端面涂防锈油—喷涂防锈漆—喷涂二遍桔黄色醇酸磁漆—包装入库镇江宇航重工机械有限公司0511-********。
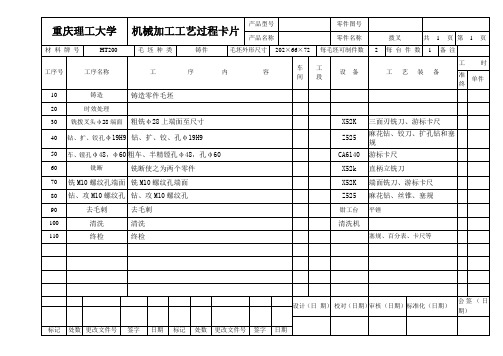
.拨叉机械加工工艺过程卡片产品型号零〔零件〕图号机械加工工艺过程卡片第产品名称拨叉零〔零件〕名称拨叉共21页页资料牌号QT200毛坯种毛坯外形尺寸每毛坯可制件数1每台件数备铸件1类注工序工时/s工序内容车间工段设施工艺设施准 工序名称号单件终1 锻造锻造2粗铣面以凹弧面及60的外圆为粗基准粗加工加工底面,同时加工两个φ20的下端面到尺寸。
3 精铣面精加工底面留刮余量,4钻、绞孔钻φ的孔,绞至φ20的基准孔。
以底面和孔定位,加工φ30的沉孔到尺寸要求,粗铣尺寸5铣沉孔、铣面 长度尺寸104的两头面抵达所需尺寸,用相同的方法粗铣内侧表面抵达尺寸6 钻孔 钻φ 的通孔,钻φ的通孔绞至φ10 的孔7 绞孔、攻螺纹 绞φ的孔至尺寸要求,攻M12的螺纹至深度.8钻孔、攻螺纹以φ10的孔为基准钻φ的孔,攻M6的螺纹。
9钻、绞孔以底面和孔为定位基准钻φ的同轴孔,绞同轴孔尺寸至φ10铸工机工X62卧式铣床专用夹具、端面铣刀、三用游标卡尺机工X62卧式铣床专用夹具、端面铣刀、三用游标卡尺机工Z525型立式钻专用夹具、麻花钻、硬质床合金锥柄绞、内径千分尺机工X51立式铣床专用夹具、端面铣刀、三用游标卡尺机工Z525型立式钻专用夹具、麻花钻、内径床千分尺机工Z525型立式钻专用夹具、硬质合金锥柄床绞、丝锥、内径千分尺机工Z525型立式钻专用夹具、麻花钻、丝锥、床内径千分尺机工Z525型立式钻专用夹具、麻花钻、硬质床。
合金锥柄绞、内径千分尺;..10刮底面刮底面到尺寸及表面粗拙度。
机工平底锪刀11去毛刺去除所有毛刺钳工台虎钳锉刀12检查终检标准化设计〔日期〕审查〔日期〕会签〔日期〕〔日期〕改正签日标处改正文件签日标志处数文件字期记数号字期号;.机械加工工序卡片.机械加工工序卡片产品型号产品名称零〔零件〕图号拨叉零〔零件〕名称车间工序号机工02毛坯毛坯外形种类尺寸共拨叉2第1页页工序名资料牌号粗铣面QT200每毛坯可制每台件数件数铸件256*60*62.511设施设施型号名称卧式X62卧式铣铣床床夹具编号工位用具编号设施编号同时加工夹具名称切削液专用夹具乳化液工位用具工序工时/s单名称准终件工步号工步内容工艺设施1粗铣60端面硬质合金镶齿套式端面铣刀2粗铣φ20端面硬质合金镶齿套式端面铣刀3粗铣φ20端面硬质合金镶齿套式端面铣刀切削主轴转速速度进给量/r﹒s-1/mm﹒r-1/m﹒s-1走刀进工步工时/s给长度次灵活协助/mm数60111;..标志处数改正文件署名日期标志处数改正文件号署名日号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1 第1页页车间 工序号工序名 资料牌号机工 03精铣面 QT200毛坯 毛坯外形尺寸每毛坯可 每台件数种类 制件数铸件11设施 设施型号设施编号同时加工名称卧式 X62卧式铣床铣床夹具编号夹具名称 切削液专用夹具 乳化液工位用具编号工位用具名工序工时/s称准终单件主轴转切削走刀 进 工步工时/s速度 进给量给工步号工步内容工艺设施速/r ﹒-1长度/m ﹒/mm ﹒r 次 灵活 协助s-1/mms -1数 1精铣60端面硬质合金镶齿套式端面铣601刀2精铣φ20 端面硬质合金镶齿套式端面铣201刀3精铣φ20 端面硬质合金镶齿套式端面铣201刀标志处数改正文件日期标志处数改正文件号日署名署名号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片拨叉拨叉产品名称零〔零件〕名称车间工序号工序名机工04钻、绞孔毛坯种毛坯外形尺寸每毛坯可类制件数铸件1设施名设施型号设施编号称卧式铣Z525型立式钻床床夹具编号夹具名称专用夹具工位用具编号工位用具名称共1第1页页资料牌号QT200每台件数1同时加工切削液乳化液工序工时/s准终单件主轴转切削速进给量走刀进给工步工时/s工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r次数灵活协助s-1/m﹒s-1/mm1钻φ的孔麻花钻、内径千分尺12绞至φ20的基准孔硬质合金锥柄绞、内径千分尺201标志改正文件署名日期标志处数改正文件号日处数署名号期;.工步号123标志.机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1第1页页车间工序号工序名资料牌号机工05铣面钻QT200绞孔毛坯每毛坯毛坯外形尺寸可制件每台件数种类数铸件11设施设施型号设施编同时加工名称号卧式X52K立式铣床铣床夹具编号夹具名称切削液专用夹具乳化液工位用具编号工位用具名工序工时/s称准终单件主轴转切削走刀进工步工时/s速度进给量给工步内容工艺设施速/r﹒-1长度/m﹒/mm﹒r次灵活协助s-1/mms-1数粗铣、半精铣尺寸长度尺寸104的两头面抵达所需尺硬质合金镶齿套式端面铣2寸刀用相同的方法粗铣内侧表面抵达尺寸84硬质合金镶齿套式端面铣82刀铣U型槽硬质合金镶齿套式端面铣141刀处数改正文署名日期标志处数改正文件号署名日件号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1 第1页页车间 工序号工序名资料牌号机工 06钻孔 QT200毛坯 毛坯外形尺寸每毛坯可 每台件数种类 制件数铸件11设施 设施型号设施编号同时加工名称卧式 Z525型立式钻铣床床夹具编号夹具名称 切削液专用夹具乳化液工序工时/s工位用具编号工位用具名称准终单件127 256主轴转切削走刀工步工时/s速度 进给量 进给工步号工步内容工艺设施速/r ﹒长度辅 /m ﹒/mm ﹒r -1次数 灵活s-1/mm 助s -11钻φ 的通孔 麻花钻、内径千分尺1 122 钻φ的通孔麻花钻、内径千分尺25 1 73绞至φ10的孔硬质合金锥柄绞、内径千分尺2516标志处数 改正文件署名日期标志处数改正文件号署名日号期;.机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片拨叉拨叉产品名称零〔零件〕名称5车间工序号工序名机工07绞孔、攻螺纹毛坯种毛坯外形尺寸每毛坯可类制件数铸件1设施名设施型号设施编号称卧式铣Z525型立式钻床床夹具编号夹具名称专用夹具工位用具名工位用具编号称.共1第1页页资料牌号QT200每台件数1同时加工切削液乳化液工序工时/s准终单件7.2108.6主轴转切削速走刀进工步工时/s进给量给工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r次灵活协助s-1/m﹒s-1/mm数1绞φ的孔至尺寸要求硬质合金锥柄绞、内径千分1尺2攻M12的螺纹丝锥、内径千分尺1标志处数改正文件日期标志处数改正文件号署名日署名期号;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片共1第产品名称拨叉零〔零件〕名称拨叉1页页车间工序号工序名资料牌号机工08钻孔、攻螺纹QT200毛坯种毛坯外形尺寸每毛坯可制每台件数类件数铸件11设施名设施型号设施编号同时加工称卧式铣X62床夹具编号夹具名称切削液专用夹具乳化液工序工时工位用具编号工位用具名称/s单准终件3.56主轴转切削速走刀工步工时进给量进给次/s工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r数辅s-1/m﹒s-1/mm灵活助1以φ10的孔为基准钻φ的孔麻花钻、内径千分尺412攻M6的螺纹丝锥、内径千分尺41标志改正文件署名日期标志处数改正文件号日处数署名号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1第1页页车间工序号工序名资料牌号机工09钻、绞孔QT200毛坯毛坯外形尺寸每毛坯可制每台件数种类件数铸件11设施设施型号设施编号同时加工名称卧式Z525型立式钻铣床床。