锻造、法兰工艺卡
- 格式:doc
- 大小:153.50 KB
- 文档页数:4
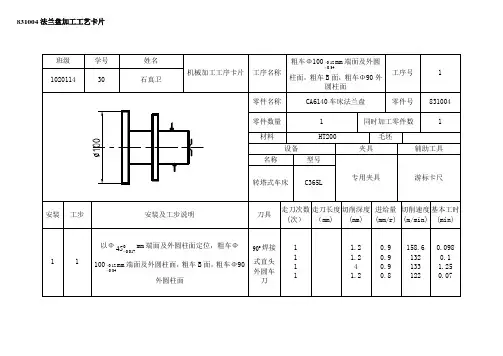
831004法兰盘加工工艺卡片班级学号姓名机械加工工序卡片工序名称粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面工序号 11020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ0017.045-mm端面及外圆柱面定位,粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面90︒焊接式直头外圆车刀11111.21.241.20.90.90.90.8158.61321331220.0980.11.250.07班级学号姓名机械加工工序卡片工序名称粗车Φ0017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
工序号 21020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ10012.034.0--mm端面及外圆柱面定位,粗车Φ017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
90︒焊接式直头外圆车刀1111.21.31.20.90.80.8187891220.060.090.07班级 学号 姓名 机械加工工序卡片 工序名称 钻Φ20045.00+mm 孔,并粗铰。
工序号 3102011430石真卫零件名称 CA6140车床法兰盘零件号 831004 零件数量 1 同时加工零件数1 材料HT200毛坯设备夹具辅助工具名称 型号 专用夹具游标卡尺转塔式车床C365L安装 工步 安装及工步说明 刀具 走刀次数(次) 走刀长度(mm) 切削深度(mm) 进给量(mm/r) 切削速度(m/min) 基本工时(min)1 1以Φ10012.034.0--mm 端面及外圆柱面定位,钻Φ20045.00+mm 孔,并粗铰。
粗车端面,保持尺寸粗车外圆,保持尺寸
粗车端面,保持粗车外圆
钻孔18锥柄麻花钻
扩孔19.7锥柄扩孔钻
粗绞孔20钢锥柄机用铰刀精绞孔20钢锥柄机用铰刀
粗车端面,保持尺寸
粗车外圆,
粗车端面,保持尺寸粗车端面,保持尺寸粗车外圆
半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车外圆
半精车外圆
半精车外圆
精车端面,保持尺寸精车端面,保持尺寸
粗铣平面,保持尺寸粗铣平面,保持尺寸
保证尺寸精铣平面,保持尺寸
钻孔8.4锥柄麻花钻头绞孔9锥柄机用铰刀
钻孔4锥柄麻花钻头钻孔 5.8锥柄麻花钻头绞孔6锥柄机用铰刀
面、、磨外圆
磨外圆
24。
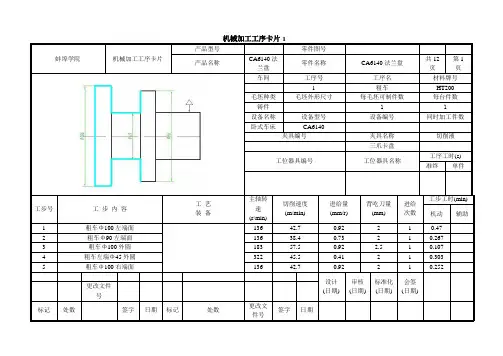
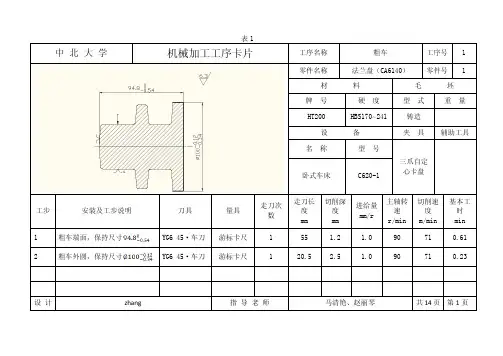
蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第1页车间工序号工序名材料牌号1 粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 粗车Φ100左端面136 42.7 0.92 2 1 0.472 粗车Φ90左端面136 38.4 0.73 2 1 0.2673 粗车Φ100外圆183 57.5 0.92 2.5 1 0.1074 粗车左端Φ45外圆322 45.5 0.41 2 1 0.3035 粗车Φ100右端面136 42.7 0.92 2 1 0.252设计(日期)审核(日期)标准化(日期)会签(日期)更改文件号标记处数签字日期标记处数更改文件号签字日期蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第2页车间工序号工序名材料牌号2 粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 粗车右边Φ45右端面322 45.7 0.41 2 1 0.2352 粗车Φ90右端面136 38.4 0.73 2 1 0.2673 粗车右边Φ45外圆322 45.5 0.41 2 1 0.3564 粗车Φ90外圆183 51.7 0.76 2 1 0.108设计(日期)审核(日期)标准化(日期)会签(日期)更改文件号标记处数签字日期标记处数更改文件号签字日期机械加工工序卡片3蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第 3页车间工序号工序名材料牌号3钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 钻Φ18的孔400 22.6 0.72 0.35422 扩Φ19.8的孔140 8.7 0.96 0.871设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片4蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第4页车间工序号工序名材料牌号4半精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 半精车Φ100左端面238 74.7 0.24 0.3 1 0.8162 半精车Φ90左端面322 91 0.24 0.45 1 0.343 半精车Φ100外圆322 101.1 0.28 0.3 1 0.1744 半精车左边Φ45外圆550 77.75 0.28 0.45 1 0.2625 半精车Φ90外圆322 91 0.28 0.3 1 0.1666 倒角(Φ90)238 67 1.5 1 0.037 车过渡圆R5 430 5 1 0.058 半精车Φ100右端面238 74.7 0.24 0.45 1 0.5549 倒角(Φ100)238 74.7 1.5 1 0.03设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片5蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第5页车间工序号工序名材料牌号5半精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 半精车右边Φ45右端面322 45.7 0.41 0.5 1 0.1452 半精车Φ90右端面322 91 0.24 0.3 1 0.343 半精车右边Φ45外圆550 77.75 0.28 0.3 1 0.3044 倒角(Φ45右侧)430 60.79 3.5 1 0.105 车3X2退刀槽322 45.52 0.41 3.6 1 0.454设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片6蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第6页车间工序号工序名材料牌号6精铰HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 粗铰Φ19.94的孔140 8.788 0.07 0.47772 精铰Φ20的孔140 8.796 0.03 0.626设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片7蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第7页车间工序号工序名材料牌号7精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 精车Φ100左端面322 101.1 0.23 0.16 1 0.6242 倒角(内孔左侧)430 27.02 1.0 1 0.033 精车Φ90右端面322 91 0.23 0.16 1 0.35784 倒角(内孔右侧) 430 27.02 1.0 1 0.03设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片8蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第8页车间工序号工序名材料牌号8精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数组合机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 粗铣Φ90两平面(距离24mm面)255 128 0.14 3 6 0.6165粗铣Φ90两平面(距离34mm面)255 128 0.14 3 3 0.2532 精铣Φ90两平面(距离24mm面)47.5 23.87 0.08 2 2 0.293 精铣Φ90两平面(距离34mm面)47.5 23.87 0.08 3 3 0.16设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片9蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第9页车间工序号工序名材料牌号9钻、铰HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 钻Φ4孔1700 21.36 0.20 0.51472 铰Φ6孔420 7.92 0.26 0.2198设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片10蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第10页车间工序号工序名材料牌号10钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 钻4*Φ9孔850 24.03 0.40 0.188设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第11页车间工序号工序名材料牌号11磨HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数轻型外圆磨床MQ1350A夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备砂轮转速(r/min)工作速度(m/s)轴向进给量(mm/r)径向进给量(mm/r)进给次数工步工时(min)机动辅助1 磨Φ45外圆2670 0.3 300.052 1 0.75652 磨Φ100外圆2670 0.3 30 0.066 1 0.52883 磨Φ90外圆2670 0.3 30 0.064 1 0.53524 磨B面2200 0.3 30 0.052 1 0.98设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期蚌埠学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共12页第12页车间工序号工序名材料牌号12磨平面HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数组合机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备砂轮转速(r/min)工作速度(m/s)轴向进给量(mm/r)径向进给量(mm)进给次数工步工时(min)机动辅助1 磨Φ90上距离轴心24mm的平面2810 0.3 10 0.01 4 0.209设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
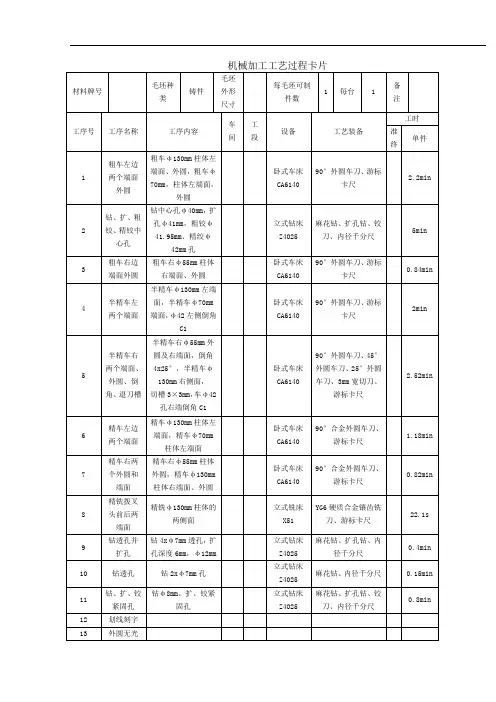
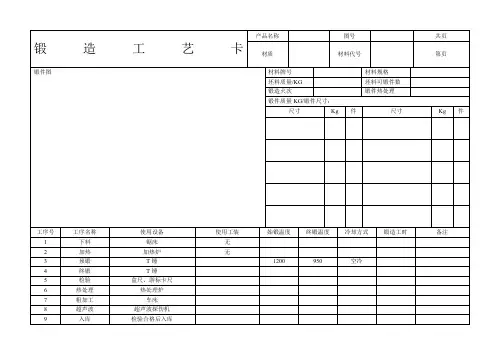
镀铬14 检测入库车间工序号工序名材料牌号1粗车左边两个端面外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 2.2min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 粗车φ70mm端面90°外圆车刀、游标卡尺136 38.4 0.72 2 1 0.094 0.552 粗车φ130mm端面90°外圆车刀、游标卡136 38.4 0.72 2 1 0.094 0.853 粗车φ130mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.354 粗车φ70mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.09车间工序号工序名材料牌号2钻、扩、粗铰、精铰中心孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 5min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ40mm孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.352 扩φ40mm的孔至φ扩孔钻、内径150 8.7 0.96 1.66 0.8741mm 千分尺3 粗铰φ41mm的孔至φ41.95mm铰刀、内径千分尺300 6.5 0.40 0.95 1.124 精铰φ41.95mm的孔至φ42mm铰刀、内径千分尺450 3.2 0.40 0.95 1.83车间工序号工序名材料牌号3粗车右边端面外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 粗车φ55mm端面90°外圆车刀、游标卡尺136 38.4 0.72 2 1 0.094 0.252 粗车φ55mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.22车间工序号工序名材料牌号4半精车左两个端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液盘工位器具编号工位器具名称工序工时准终单件0 2min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 半精车φ70mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.722 半精车φ130mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.96车间工序号工序名材料牌号5半精车右两个端面、外圆、倒角、退刀槽HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 2.52min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 半精车φ55mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.542 车退刀槽3×3mm 3mm宽切刀、游标卡尺238 45.2 0.3 0.5 1 0.094 0.053 半精车φ130mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.964 半精车φ55mm外圆90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.455 车倒角4×25°25°外圆车刀、游标卡尺238 45.3 0.3 0.5 1 0.094 0.056 车倒角C145°外圆车刀、游标卡尺238 45.3 0.3 0.5 1 0.094 0.05车间工序号工序名材料牌号6精车左边两个端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数车间工序号工序名材料牌号7精车右两个外圆和端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 0.82min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 精车φ130mm端面90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.352 精车φ130mm外圆90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.083 精车φ55mm外圆90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.25车间工序号工序名材料牌号8 精铣拨叉头前后两端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数立式铣床X51 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 22.1s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z背吃刀量mm进给次数工步工时机动s辅助s1 精铣φ130mm左面YG6硬质合金镶齿铣刀、游标卡尺380 21.477 0.2 1.0 1 11.05 1.8252 精铣φ130mm右面YG6硬质合金镶齿铣刀、游标卡尺380 21.477 0.2 1.0 1 11.05 2.135车间工序号工序名材料牌号9 钻透孔并扩孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 4 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 0.4min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm透孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.112 扩φ7mm的孔至φ12mm,深度6mm扩孔钻、内径千分尺150 8.7 0.96 1.66 0.25车间工序号工序名材料牌号10 钻透孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 2 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 0.15min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm透孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.11车间工序号工序名材料牌号11 钻、扩、铰紧固孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具工位器具名称工序工时准终单件0 0.8min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.092 扩φ7mm的孔至φ7.9mm扩孔钻、内径千分尺150 8.7 0.96 1.66 0.233 铰φ7.9mm的孔至φ8mm铰刀、内径千分尺300 6.5 0.40 0.95 0.34车间工序号工序名材料牌号12划线刻字HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数专用机床1夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r进给次数工步工时机动min辅助min1左端刻字字形高5,刻线宽3,深0.5车间工序号工序名材料牌号13外圆无光镀铬HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r进给次数工步工时机动min辅助min1外圆无光镀铬车间工序号工序名材料牌号14 检测入库HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸。
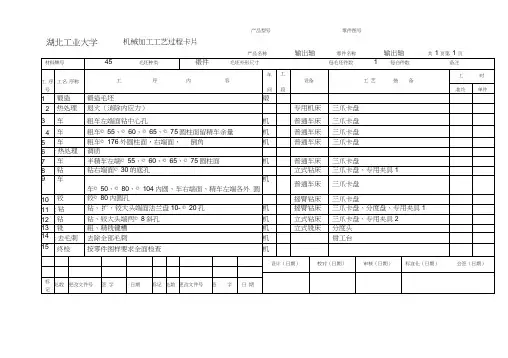
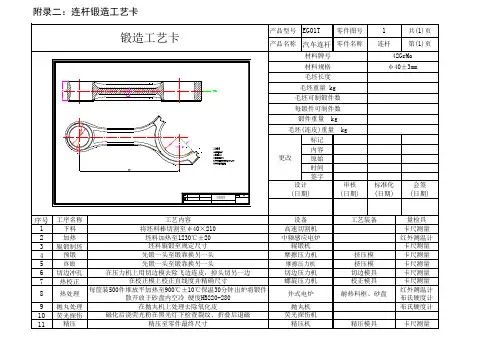
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。

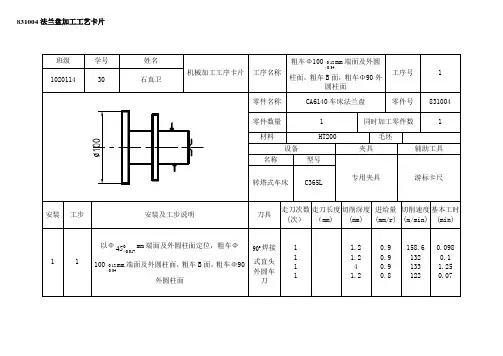
831004法兰盘加工工艺卡片班级学号姓名机械加工工序卡片工序名称粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面工序号 11020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ0017.045-mm端面及外圆柱面定位,粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面90︒焊接式直头外圆车刀11111.21.241.20.90.90.90.8158.61321331220.0980.11.250.07班级学号姓名机械加工工序卡片工序名称粗车Φ0017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
工序号 21020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ10012.034.0--mm端面及外圆柱面定位,粗车Φ017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
90︒焊接式直头外圆车刀1111.21.31.20.90.80.8187891220.060.090.07班级 学号 姓名 机械加工工序卡片 工序名称 钻Φ20045.00+mm 孔,并粗铰。
工序号 3102011430石真卫零件名称 CA6140车床法兰盘零件号 831004 零件数量 1 同时加工零件数1 材料HT200毛坯设备夹具辅助工具名称 型号 专用夹具游标卡尺转塔式车床C365L安装 工步 安装及工步说明 刀具 走刀次数(次) 走刀长度(mm) 切削深度(mm) 进给量(mm/r) 切削速度(m/min) 基本工时(min)1 1以Φ10012.034.0--mm 端面及外圆柱面定位,钻Φ20045.00+mm 孔,并粗铰。
机械加工工艺过程卡片附表2 机械加工工艺过程卡片附表3 机械加工工艺过程卡片附表4 数控加工工序卡附表5 数控加工工序卡附表6 数控加工工序卡附表7 数控加工工序卡附表8数控加工刀具卡片附表9数控加工刀具卡片附表10数控加工刀具卡片附表11数控加工进给路线图附表12 数控加工进给路线图附表13 数控加工进给路线图附表13 数控加工进给路线图附表14 数控加工进给路线图附表15 数控加工进给路线图附表15 数控加工进给路线图附表16 数控加工进给路线图附表17 数控加工进给路线图附录17 数控加工程序O0001:N0090 G80N0070 X-1.3976 Y0.0N0010 G40 G17 G90 G70N0100 M02N0080 X-.6988 Y-1.2104 N0020 G91 G28 Z0.0O0002:N0090 X.6988N0030 T00 M06N0010 G40 G17 G90 G70N0100 X1.3976 Y0.0N0040 G0 G90 X-.7181 Y.4098 S0 M03N0020 G91 G28 Z0.0N0110 X.6988 Y1.2104N0050 G43 Z.6693 H00N0030 T00 M06N0120 G80N0060 G83 Z-.9055 R.6693 F9.8 Q0.0N0040 G0 G90 X-.6988 Y1.2104 S0 M03N0130 M02N0070 X.7139 Y.417N0050 G43 Z.1969 H00O0003:N0060 G83 Z-1.7717 R.1969 F9.8 Q0.0 N0010 G40 G17 G90 G70 N0080 X.0042 Y-.8268N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8 Q0.0N0070 G80N0080 M02O0004:N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X.0042 Y-.8268 S0 M03N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.0N0070 X-.7181 Y.4098N0080 X.7139 Y.417N0090 G80N0100 M02O0005:N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00N0060 G83Z-1.5748 R1.1811 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0010 G40 G17 G90 G70N0010 G40 G17 G90 G70 N0120 G80O0006:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0G90 X-.6988 Y-1.2104 S0 M03 N0050 G43 Z1.1811 H00N0060 G83 Z-.9843 R1.1811 F9.8 Q0.0 N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8 Q0.0N0070 G80N0080 M02N0130 M02 N0080 X-.6988 Y1.2104 N0030 T00 M06N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0007:N0010 G40 G17 G90 G70N0070 X-1.3976 Y0.0 N0020 G91 G28 Z0.0。
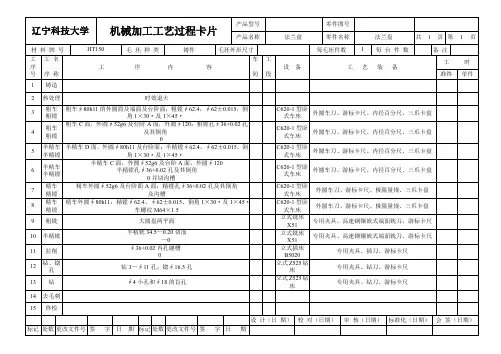
辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共 1 页第 1 页车间工序号工序名称材料牌号金工车间 1 粗车左端成型HT150 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面车刀,游标卡尺250 37.2 0.66 2 12 粗车外圆车刀,游标卡尺250 37.2 0.663 13 粗车内孔深度至尺寸车刀,游标卡尺250 37.2 0.46 1.7 14 粗车内孔(中间)车刀,塞规250 37.2 0.36 2.3 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第 2 页车间工序号工序名称金工车间 2 粗车右端成型HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面(右)车刀,游标卡尺250 37.2 0.66 1.2 12 粗车内孔(右)(保证孔直径为φ46)车刀,塞规250 37.2 0.46 2.4 13 粗车内孔深度至尺寸25.4 车刀,游标卡尺250 37.2 0.46 1.7 14 粗车内孔(中间)(保证孔直径为φ34)车刀,塞规250 37.2 0.36 2.3 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第 3 页车间工序号工序名称材料牌号金工车间3 半精车左端成型HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面(右)车刀,游标卡尺250 37.2 0.66 1.2 12 粗车内孔(右)(保证孔直径为φ46)车刀,塞规250 37.2 0.46 2.3 13 粗车内孔(右)深度至尺寸15.5 车刀,游标卡尺250 37.2 0.46 1.6 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第 4 页车间工序号工序名称材料牌号金工车间4 半精车右端成型HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车端面(右)车刀,游标卡尺250 37.2 0.3 1.2 12 车内孔(右)(保证孔直径为34.5)车刀,塞规250 37.2 0.3 19.1 1产品名称法兰盘零件名称法兰盘共11 页第 5 页车间工序号工序名称材料牌号金工车间5 精车左端成型HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车φ47内孔车刀,游标卡尺1120 37.2 0.3 0.6 12 精车φ35内孔车刀,塞规1120 37.2 0.46 1 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第 6 页车间工序号工序名称材料牌号金工车间6 精车右端成型HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车端面(右)车刀,游标卡尺1120 37.2 0.3 0.6 12 精车内孔(右)车刀,塞规1120 37.2 0.16 0.9 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第7 页车间工序号工序名称材料牌号金工车间7 粗铣两平面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铣床立式铣床X51 1夹具编号夹具名称切削液专用铣夹具乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣平面铣刀,游标卡尺725 137.2 25 0.6 12 铣平面铣刀,游标卡尺725 137.2 25 0.6 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第8 页车间工序号工序名称材料牌号金工车间8 精铣两平面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铣床立式铣床X51 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣平面铣刀,游标卡尺725 137.2 25 0.6 12 铣平面铣刀,游标卡尺725 137.2 25 0.6 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第9 页车间工序号工序名称材料牌号金工车间9 拉槽HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数拉床立式拉床B5020 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 拉槽拉刀,游标卡尺500 27.4 0.14 0.16 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第10 页车间工序号工序名称材料牌号金工车间10 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数钻床立式Z525钻床 1夹具编号夹具名称切削液专用钻夹具乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻两孔(表面粗糙度达到Ra12.5,孔直径为φ11) 麻花钻,内径千分尺392 14.5 0.28 19.1 12 扩两孔(表面粗糙度达到Ra6.3,孔直径为φ16.5) 扩孔钻,塞规680 25.5 0.48 0.7 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第11 页车间工序号工序名称材料牌号金工车间11 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数钻床立式Z525钻床 1夹具编号夹具名称切削液专用钻夹具乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻3孔(表面粗糙度达到Ra12.5,孔直径为φ11) 麻花钻,内径千分尺392 14.5 0.28 19.1 12 钻斜孔(表面粗糙度达到Ra1.6,孔直径为φ4) 麻花钻,塞规272 10.2 0.48 0.1 1。