铣削过程的动态切削厚度与动态铣削力模型
- 格式:ppt
- 大小:541.50 KB
- 文档页数:11

三维复杂槽型铣刀片铣削力的数学模型三维复杂槽型铣刀片铣削力的数学模型传统的铣削过程一般采用直线刃平前刀面的铣刀片,铣削力大,刀片破损严重。
三维复杂槽型铣刀片已逐渐应用于实际生产中,特别是大前角铣刀片。
研究并建立三维复杂槽型铣刀片铣削力的数学模型,为进行铣削热、铣刀的使用寿命以及工艺系统振动理论预报打下必要的理论基础。
对铣刀片的三维复杂槽型的开发及优选具有重要的理论意义与实际应用价值。
本文通过直线刃铣刀片斜角切削铣削力数学模型,进行平前刀面铣刀片和大前角铣刀片的铣削力预报,并在此基础上建立波形刃铣刀片的铣削力模型。
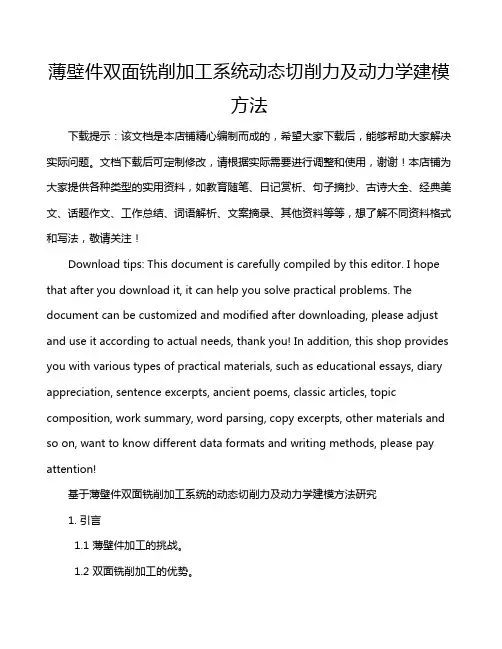
图1 面铣刀单齿切削受力示意图1 直线刃刀片斜角切削铣削力数学模型建立在铣削中,刀片的主刃与副刃同时参加切削,进给量不大时,副刃参加切削的长度较主刃小得多,可以忽略,主要考虑主刃切削的切削力。
主切削刃的切削厚度是随刀齿瞬时位置角变化的,切入和切出时刀齿瞬时位置角y最大,切削厚度最小;当y=0°时,切削厚度最大。
任意瞬时的切削层截面面积为A =apfzcosy则剪切面上的剪切力为式中fz——每齿进给量,mm/每齿ap——背吃刀量,mmy——刀齿瞬时位置角,(°)ts——材料的曲服应力,N/mm2F——剪切角,(°)在切削主刃的法剖面内,计算Fn、bn、ts,求垂直于主刃的切削分力Fy1,利用正交切削的切削力公式得假设斜角切削中,切屑对前刀面所作用的总摩擦力方向,就是切屑流出的相反方向,则可以求出切削时沿主切削刃的摩擦分力Ffe(图1) Ffe=Fftanyl Fssinbntanyl = tsAsinbntanylcos(Fn+bn-gn) cos(Fn+bn-gn)sinFn(3)切削速度方向上的力Fy和在基面内且与主切削刃在基面上的投影重合的力Fz可以用法剖面切削分力Fy1和斜角切削时沿主切削刃的摩擦分力Ffe来表示。
Fy=Fy1cosls+Ffesinls (4)Fz=Fy1sinls-Ffecosls (5)而Fx始终垂直于Fv1及切削平面(即yOz平面),所以可以利用直角切削的切削力公式得到Fx= Fssin(bn-gn)cos(Fn+bn-gn)(6)把刀片坐标系O-xyz内的三向力转化到铣刀坐标系O-PQR产生的三向铣削力为Fp=Fy=Fy1cosls+Ffesinls (7)FR=FxsinKr+FzcosKr (8)FQ=FxcosKr-FzsinKr (9)式中ls——刃倾角,(°)Kr——刀片的主偏角,(°)图2 波形刃刃形示意图2 波形刃铣刀片铣削力数学模型建立波形刃铣刀片的切削刃可以看成是有许多微小的直线刃构成,只是各段小直线刃的刃倾角不同,基于直线刃铣削力的数学模型,可运用曲线积分原理建立波形刃铣削力数学模型。
铣削过程的动态切削厚度与动态铣削力模型铣削是常见的金属加工方法,它通过旋转刀具将工件表面的金属材料削除,从而实现形状和尺寸的加工。
在铣削过程中,动态切削厚度和动态铣削力是两个重要的参数,它们对加工效率和工件表面质量有着重要的影响。
本文将分别介绍动态切削厚度和动态铣削力模型,以帮助读者更好地理解铣削过程。
1.动态切削厚度模型动态切削厚度是指工件表面上金属材料被刀具削除的厚度,它随着时间的推移而变化。
在铣削过程中,动态切削厚度的变化主要与刀具进给速度、切削速度和切削深度有关。
(1)刀具进给速度:刀具进给速度是指刀具在单位时间内沿工件表面移动的距离。
当刀具进给速度增加时,每单位时间内切削的金属材料体积也会增加,因此动态切削厚度也会增加。
(2)切削速度:切削速度是指刀具在单位时间内相对于工件表面的线速度。
切削速度增加时,切削时刀具与工件之间的相对速度增加,因此动态切削厚度也会增加。
(3)切削深度:切削深度是指刀具在切削过程中进入工件表面的深度。
切削深度增加时,刀具与工件之间的接触面积增加,切削力会增加,从而动态切削厚度也会增加。
通过以上的分析,可以得到动态切削厚度与刀具进给速度、切削速度和切削深度之间的关系模型。
该模型可以用于预测和优化铣削过程中的动态切削厚度。
动态铣削力是指在铣削过程中刀具对工件施加的力,它主要由切削力和进给力组成。
切削力是指刀具在切削过程中削除工件的力,它与刀具的几何形状、切削材料的特性和切削参数有关。
进给力是指刀具推动工件运动的力,它与刀具的进给速度、切削深度和切削宽度相关。
在铣削过程中,切削力是最主要的力。
它的大小和方向决定了刀具与工件之间的相互作用力和金属材料的削除情况。
切削力的大小和变化与切削参数、刀具结构和工件材料的性质有关。
动态铣削力的模型可以分为经验型和理论型两种。
(1)经验型模型:经验型模型是通过实验测量获得的经验公式,它根据不同的切削参数和工件材料的性质建立了切削力与这些参数之间的关系。


一个改进的铣削切屑厚度的模型一代丛1孽赝觯期梭一个改进的铣削切屑厚度的模型吴少密译周绍敏校一————一【摘要】在本文中提到一处新的综合性的模型,该模型综合并扩展了以前分析及数学模型的重要特征:使用的系统建模方法可逛步地,有规则地增大模型的直杂化, 直到获得希望的性能水准.新模型的应用能导致速度,对机库和刀具和切削过程进行监控的精确度和可靠性的大幅度提高,并在实际加工条件下与模型的精确度作了比较'.00}f言铙削过程的模型在晟近一个世纪里已成为最重要的研究课题,早期的研究:[作着重于平均切削力和功率的计算,现在则着重于过程的稳定性,几何形状,表面质量,刀具的耐用性的研究.在最近发表的论文中,对各种可用模型和模型方法作了广附论述现在所知道的铣削模型是复杂的.这个复杂性是几个特征和铣削特性的现象交互作用的结果,例如,I刀具的偏心距;Ⅱ刀片偏移度;Ⅲ不等齿;Ⅳ主轴或者稳定倾斜或者变化倾斜;V轴窜动;Vl由于铣削用量,铙削方式(逆铣或顺铣)和主轴倾斜而引进刀具几何形状的变化;Ⅶ由于进给速度变化导致复杂的刀具轨迹;Ⅶ由于切削力而引起机床,刀具和工件的变形;Ⅸ刀具磨损.在本项研究中使用的模型方法有两个显着特征:(1)一个算法分段模型的发展对策;(2)ModelBuilder软件包的应用.该软件包可进行实际铣削过程中为获得精确模型而进行的复杂符号计算_9-.本文的主题是获得瞬间切屑厚度公式,这也是构造模型的第二步.第二步,推导出切削刃选定点的轨迹公式.为确保一个有规律和简单的模型,上述列出的I到Ⅸ点特征祁现象在模型推导过程中被分离,这个分离由于下述几个方面的应用而简化:I切削刃选定点的工件间的运动而建立的几个笛卡儿坐标系;Ⅱ热传导方程;Ⅲ矩阵符号:1传统的切屑厚度模型大多数已知的铣削过程模型假设切削刃选定点为圆形轨迹厚度模型:h(£)=sin[(£)]①责任编辑李玲璩这个假设推导出基本切削一矿卜●,如图l所示,^代表每刃进给量,代表刀具角度,Martellotti推导出在逆铣和顺铣时切削刃选择点轨迹(摆线)的更精确的公式,对于理想的铣削过程,即无刀具偏心和刀片偏移.这个公式能计算出进给量深度,实际前角和后角以及瞬时和平均未变形的切屑厚度.基于切削刃选定点轨迹公式.Martellotti提出两个改进的切屑厚度模型,第一个是较简单的计算公式:圈l理想铣l中切削区几何模型度kMt()=R+fosin~M—v厂=(2)对于实际切削参数(,0<<R),公式中根号内的值近似于R,因此,上述模型简化公式(1).第二个改进模型给出了关于切削探度的瞬时切屑厚度的函数d(f).h2[d(t)]=\一,一『(等+R一(3)其中(£)=t[旦二]_如图1所示的切削深度可间接作为切削刃选定点角(£)的函数;R2Rdtd=si眦㈤一2,0~/()一(f)十…Martellotti认为:对于实际切削用量,例如,0∈{0.025,0.25mini,利用公式(1,3,4)计算出的误差可以忽略不计,应用于实际加工的条件就是没有刀片磨损和刀具的偏心,具有稳定的进给量2改进的切屑厚度模型为了清楚起见,本文中的所有公式适用于具有铣刀的简化了的面铣过程.机床~刀具一工件系统没有弹性变形,没有主轴倾斜和刀片磨损,所有刀齿均是等齿距.选定点的轨迹可由下述公式获得:P(f..R,叫,2)=(£,,叫)P_H(R,2)(5)其中P(')是一个4×阶的矩阵.这个矩阵包括几个变量,即t..R,.z.这几个变-58-篱量合用符号(?)表示,公式中所提到的符号,R,z分别代表进给速度,刀具角速度和刀片数目.P(?)中的每一列均是列向量:r1一㈨fPj(f,加r/t,Z:RR-z--㈤㈨R)=,)i…lZ/t..R.,)j每个列向量下面的三个元素代表描述第J个刀片轨迹的一组公式.在本文中出现的所有矩阵计算均由ModelBuilder进行:切削厚度模型的实际结构由到这个软件包的矩阵PTH(?)和TG(?)的参量决定.(?)是一个全局转换矩阵,这个矩薄是:丁G(r,^,)=T4H(.,0,0)T3f0,0,0,)r7上述公式可作简单的解释:忽略轴倾斜,弹陛变形和刀具偏,fi..这意味营在模型推导中只需要考虑两个移动坐标系+(XYZ)的坐标系与轴和工件z问的平动有关.唯一通过转换矩阵T(?)传递给ModelBuilder软件包的重要参数是7j其一工件间的相对位移.记为,l,第二个坐标系(XYZ)订,与刀具绕王轴线豹转尊青黄在遁坐标系中,通过丁3(?)传递的唯一参数是刀具角度位置参数.局部和全局转掺《阵TR(?),T3(?)T6(一)的形参见文献[8].在公式中被定义为刀片.在刀具中精确位氍P(R,)的表现形式为:(Rl;)(8)其中1I是长度为的行向量,所有的元素者是1.矩阵PT(R,)表示实际刀具几何形状,为了分析径向和轴向几何形状特征,引入两个矩阵:P(R,)::L(RJA(2)(9)L(R)包括切削刃选点的理想径向位置的信息,而A()是刀片角变位置的矩阵,在假设等齿距和无径磨损时,这些矩阵是简单的.在实际隋况中,用一个附加矩阵来代表刀具的误差,这些矩阵的例子参见文献[8].点A到点B对应于逆铣过程,点B到电C对应于顺铣过程.由于选择了非实际的切削用量,就是刀具半径R=2.5mrn和每齿进给量fo=0.Dam,在这两个过程中切屑厚度的变化有不同是显而易见的,瞬时切屑厚度^(.)等于点Pl到点P2的距离,点pl代表实际切削刀片在瞬时a的一个位置,它的坐标是由公式(6)向量PJ(?)的第二,第三元素给出下标'J'表示当前切削刀片号,p2由虚线L,与前一刀片的轨迹相交而得,用下标'J—p'来标识(p=l,2,…), 这条线经过刀具瞬心TC[(f0),YTc(to)]和点P1(r.),公式为:(,t0)=.(0)(t0)(10)系数虬(0),和L(0)的值很容易由方程组解得:(t0)="L(.)+L(t.),(tyTc(0)=.L(t)?L(013"1.c(t0)…'其中刀具中心在瞬时(£0)的坐标zTc()和YTC(to)可由参考文献【中获得:TC(t,)=TG(t,,)CT;Cz=[i,0,0,0](12)T(?)在前面已提到的转换全局矩阵.而CT在(XYZ)坐标系中描述了刀具中心的一位置.用来计算切屑厚度的点pz[(tD),Yj(tD)]的坐标可以直接由前一个刀片轨迹的参数万程计算得出.为得到P点坐标,时间to瞬时值必须已知.这个值被定义为前一刀片通过线L(£)时的数值,可间接地由以下公式得到:一(tD)=.L(t0)+L(0)xi一(tD)(13)其中'一(tD)和Yj—(tD)是前一刀片在瞬时(t)的坐标,如上所述,这些坐标由式(5)的矩阵P(?)定义.遗憾的嚣主lOO80f;:程,不能得到一般的封闭解.为避免此}//\,问题而采用了近似计算,上面已讨论丁60L\两种方法.第三种方法是最精确的.它耋40l/新模型\,\涉及到=tDE2时前一刀片轨迹公式的2o\级数展开,这个最新方法由于包含的公【,.基模型/\式复杂而略去不述.一葡———_—右———一下列瞬时的计算直接来源于铣削逗动学的分析:圈2依据不同摸型计算出的切屑厚度的比较因tDEI=tO一(pT/)(i4)tDE2:乎一掣)其中T,是轴转动周期,rj--p是前一个刀片的线速度:第一个计算公式中,tDE等于当前减去前一个刀片经过直线L,以来的时间差值.对于等齿距刀片,这个时差值等于刀片转动频率的倒数乘以一个代表前一刀片的序号,P'.如图所示,第一个估计是很粗糙的.因为只定义了点P2[r_(tDyr_,tDE2)].瞬时切削厚度的计算公式IIP(?)一P2(?)是恒定的.在某些条件下¨l,很易证明这个距离等于每齿进给量,0.公式(15)给出的式子,是第一个式子的修正式.由于<P"2P2Pl接近9O.这个更精确的式子可由tDE【减去前一上刀片点P2到点P2这段距离所花费的时间而得到,这个时间由公式(15)中的第三项得到.切屑厚度等于点P到点P的:弼量距离,计算公式为:h(£0)=[西(f0)一一(f!)]+[xj(tD)一*一(tDE2)]={[.nto+Rcos(2nzrt.一Rcos(2,)一zfont][Rsin(2~nt0一Rsia(h)]:l(t6)其中=一号一2;:f.一T—f—o_¨sin(2rrnto一);T=P/对于大的刀具半径和小的每齿进给量^一一2,上述公式可简化为公式(1).在p∈{一90.,90.}时,由公式(16)计算出的切屑厚度变化由囝2用实线表示,由公式60?(1)计算出的切屑度变化虚线表示.点线代表点p和:间距离,即精确的切屑厚度.根据刀片轨运方式的级数展开式而得到的最精确的时间间隔t.,实线和线的图形几乎一致,为了强调对比线的不同,图表采用了极少采用的切削用量:刀具半径R:2.5mm,每齿进给量fo=5Omm.3实验结果切屑厚度的综合分析模型的研究动力来源于切削过程中刀具状况监视算法的研究.考虑到切削力的几个特征,发现切削力径向和切向分力的比例与累i积的刀具磨损过程有关有趣的是:比例的形状是瞬时切削厚度的函数,以下所列的结果是在56kw的卧式加工中心获得.用152mm直径,带有4个硬质合金刀片的铣刀进行端铣铸铁,切削用量如下:每齿进给量fo=0.178mm,切削一速度r=2.9ms~,轴向切削深度6=3.2mm.切削力由一个高性能多向圈3切削力计算出的所有刀片在接近切点时的测力仪测定.比值rj记录了轴的一个旋转周期,图表是在用锋利的刀具切削得到的.刀片后面的累积磨损引起:(I)比值rJ升高;(2)在小的切削深度下(在表明锋利刀具信号的图中不显着)rJ显着升高.第二项升高可归结于冲击力的增加,在小切削厚度的条件下特别明显.为研究这个冲击力,需要一个精确的切削厚度模型.引起这种现象的两个最可能的原因是:(1)刀片偏移;(2)刀具偏心.应用参考文献[8] 中推荐的方法.测得实际刀具偏心量为:'=一39m,‰=23m,测得刀具偏移量为:1,er2一7,3O,e一32gm.所有刀片切出点附近轨迹如图3所示,正如所预料的那样. 刀片'2'距实际刀具旋转轴的距离是取短的,因此它的切出点对应于最短时间间隔上述三种典型模型在图4中作了比较,计算刀片'2'的切屑厚度变化为比较对象,模型如下:(1)MoE2(.)基于时间估算2的模型;(2)MsE(?)使用轨迹公式的级数展开的模型;(3)MB(?)由公式(1)给出的基本模型.符号(?)代表模型中的几个变量,模型的误差计算如下:()]:1n0Lp,',J其中^M[p()]依照上述摸型之一分析得到;ho[口(t)]为瞬时tD的准确值而计算的. 4结论图4所进行的图表比较清楚表明:只有一种模型M(-)在实际切削条件下提供了可61.接受的陛能.这种模型确实是很精确的.全部刀片在啮台中的误差低于03%(应该注意的是图中表现的误差是实际误差的10倍).在本文中提到的作用计算的模型只有在刀片位置足够远离切入点和切出点(大于全部使用长度的30%)时,才能提供可接受的精确度.在图4中由M(?)表示的模型在实际条件下会产生很大的误差,(?)在图中显示的误差是实际误差的1/lO,其精度在刀片的啮台过程中几乎是不可以接受的比较了分别代表理想化和实际切屑厚度变化的图1和图3后,对传统模型的低劣就不会惊讶了.推荐的分析模型给铣削过程的分析,监控‰20',MsE./:/i0—60—40~202./4060刚口(1),(')圈4依据不同模型而进行的切屑厚度误差计算的比较提供了新的手段在参考文献[8]给出了切削轨迹公式的应用例子,这些应用适用于切削过程中刀具几何形状和表忒质量的间接估算=本文中提到的切屑厚度模型扩大了可估算变量的范围这些变量包括切削压力,冲击力和有效刀尖半径,对开发耐用,精确的刀具状况监视系统是很重要的.参考文献【共10篇,见原文】原文载:AnalsoftheCIRP.1995.44(1):39~42血业生业业生业生生生:欢迎订阅《中国多镇企业信息》:欢迎加人"中国多镇企业信息网":齐齐带带寿带带带带带齐带带带书带书带带带(中国刍镶企业信息'是双全国多镇企业R中小企业为主要喂务对豫.重黾宣传椎r 科研)揽果和新颖,实用的技术转让信息.信息量大.内容翔实,实用价值高,是企业选项上项的重要信息源.《中国多镇企业信息>设立"中国乡镇企业信息网",凡本网网员.可以免费或优先获得和发布各类信息.欢迎订阅本刊,加入信息网;欢迎在本刊刊登各类广告(中国多镇企业信息>月刊.国内井公开发行.童年12期.每期定价500元.各地邮局订阅.邮发代号:l8—161.也可直接从本所发行组订阅.地址:(100081)北京白石桥路3D号中国农科院科技文献信息中心发行组电话:62174433--2698欢迎订阅《发明与革新》月刊《发明与革新)设有发明有方",创造力探醴","能人谱,创造世界","发明商品化,"金点子库",小革新小窍门",.新发朗新产品,"l期识产税,"奇思妙想",发明市场,企业创新之路,"动态.览"等栏目,取材新颖图文并茂.本刊被平为全国优秀科技期刊.《发明与革新)设有广告专版.欢迎国内外企事业单位和A^刊髓广告.(发明与革新)国内外公开发行.邮发代号42—66,每期定价28O元.垒年336O元.各地邮局均可订阅.读者也可汇羲至湖南省长沙市几一西路21路号<发明与革新>杂志社(邮政编码410001)邮鸭.信银行:长沙市工商银行韶处;帐************;联系^.剞美方.来函索取一本试读. 62?。

编号南京航空航天大学毕业设计题目周铣加工铣削力模型分析学生姓名罗金禄学号050430322学院机电学院专业飞行器制造工程班级0504303指导教师庄海军副教授二〇〇八年六月南京航空航天大学本科毕业设计(论文)诚信承诺书本人郑重声明:所呈交的毕业设计(论文)(题目:周铣加工铣削力模型分析)是本人在导师的指导下独立进行研究所取得的成果。
尽本人所知,除了毕业设计(论文)中特别加以标注引用的内容外,本毕业设计(论文)不包含任何其他个人或集体已经发表或撰写的成果作品。
作者签名:年月日(学号):周铣加工铣削力模型分析摘要切削力建模是数控加工物理仿真的基础。
本文主要研究周铣加工中曲率对铣削力的影响,初步建立基于曲率变化的切削力模型。
在周铣加工中,工件不同的曲率处会有不同的加工误差。
研究曲率变化对切削力的影响,对研究复杂零件的加工误差、加工误差补偿策略、关键工艺参数优化以及加工过程的物理仿真具有重要的理论意义。
本文采用数学解析建模的方法进行切削力建模,即分析圆周铣削过程中刀具与工件的几何模型,利用各个参数之间的关系,推导出了切削面积的计算公式,进而得出了切削力与工件曲率的关系式,初步分析了曲率变化对主铣削力的影响,为后续研究提供了一定的参考和帮助。
关键词:周铣加工,工件曲率,几何模型,铣削力模型Analysis On the Cutting Force Model in Peripheral MillingAbstractCutting force modeling is the basis of NC machining physical simulation. The cutting force model based on the curvature in peripheral milling was researched and established in this paper. The machining error varied due to the different curvature in the peripheral milling. Moreover, it has important theoretical value for the research on the machining error , the compensation strategy for the machining error, the optimization of the machining parameters and the NC machining physical simulation to establish the cutting force model. The cutting force model was established by analytical/numerical approach, in which the geometrical relationship between the tool and the workpiece in peripheral milling was analyzed, the expression between the cutting force and the curvature was deduced by calculating the cutting area. The effect of curvature variation on tangential cutting force was initially analyzed. The research achievement is meaningful for the future research.Key Words:Peripheral milling; Workpiece curvature; Geometry model; Cutting force model目录摘要 (ⅰ)Abstract (ⅱ)图表清单 (ⅳ)第一章引言 (1)第二章铣削力建模概述 (4)2.1 经验公式模型 (4)2.2 有限元分析模型 (4)2.3 神经网络模型 (5)2.4 数学分析模型 (6)2.5 周铣铣削力的数学分析建模 (7)第三章周铣加工铣削力建模过程 (9)3.1 坐标系及相关参数定义 (9)3.2 圆周铣削几何模型 (10)3.2.1 工件凸表面 (10)3.2.2 工件凹表面 (11)3.3 瞬时切削厚度与刀齿接触面积 (13)3.4 铣削力模型 (17)3.5 曲率影响分析 (18)第四章总结与展望 (20)4.1 全文总结 (20)4.2 今后工作展望 (20)参考文献 (22)致谢 (24)图表清单图2.1 (6)图2.2 (6)图3.1 (9)图3.2 (10)图3.3 (10)图3.4 (12)图3.5 (14)图3.6 (14)图3.7 (15)图3.8 (16)图3.9 (17)第一章引言机械加工中的切削过程是一个很复杂的多因素过程。

整体硬质合金立铣刀高速加工钛合金振动分析皇攀凌;李剑峰;孙杰;宋良煜【摘要】针对切削振动制约钛合金高速加工的问题,采用变齿距结构铣刀,在干切削条件下对TC4钛合金进行高速铣削加工,建立动态铣削力模型,利用MATLAB软件对其进行快速傅里叶变换(fast Fourier transform,FFT),得到动态铣削力的频谱图;基于该图分析切削速度对切削稳定性的影响,得到颤振发生的切削速度.试验结果表明颤振会急剧地增加切削力幅值,大大降低已加工表面质苣;根据频谱分析,在保证其它切削参数不变的条件下,最佳切削速度为160 m/min时,从而在保证刀具寿命和加工表面质量的前提下提高切削效率.【期刊名称】《粉末冶金材料科学与工程》【年(卷),期】2010(015)006【总页数】6页(P574-579)【关键词】钛合金;力频谱;颤振;变齿距【作者】皇攀凌;李剑峰;孙杰;宋良煜【作者单位】山东大学,机械工程学院,济南,250061;山东大学,高效洁净机械制造教育部重点实验室,济南,250061;山东大学,机械工程学院,济南,250061;山东大学,高效洁净机械制造教育部重点实验室,济南,250061;山东大学,机械工程学院,济南,250061;山东大学,高效洁净机械制造教育部重点实验室,济南,250061;中航工业集团,成都飞机制造有限责任公司,成都,610092【正文语种】中文【中图分类】TG501.1钛及其合金因具有密度小、比强度高、热稳定性好、耐腐蚀及无磁性等优异性能,广泛应用在航空航天领域[1]。
但钛合金又是典型的难加工材料,具体表现为:1)热传导率低、刀尖易聚热;2)化学活性高,在高的切削温度下,易和空气发生化学反应。
由于和刀具材料化学亲和性强,造成刀具发生粘着磨损;3)弹性模量小,回弹效应可能造成高频颤振、擦痕和加工误差等问题[2-4]。
颤振是刀具与工件之间的1种十分强烈的相对振动,是影响加工表面质量、降低刀具寿命和限制切削效率的主要因素。

机床大讲堂第88讲:高速铣削下6061铝合金铣削力模型及影响因素高速铣削下6061铝合金铣削力模型及影响因素导读采用多因素线性回归正交试验研究建立了6061铝合金在高速铣削时铣削力与一定范围内铣削参数之间的经验公式,对该经验公式的参数进行了显著性检验,并通过实验验证了铣削力与被铣削材料的厚度、铣削层数之间的相互关系。
研究结果为分析预测加工后工件变形、残余应力的分布奠定了扎实的基础。
汽车匹配主模型检具在大批量生产和整车装配前,发挥着极为重要的作用,由于航空铝合金强度与刚度比较好,抗应力腐蚀能力强、材料较轻,所以汽车匹配主模型材料一般选用航空铝合金。
检具的加工一般采用高速铣削,由于加工完成一段时间后铝合金检具明显变形,我们通过查阅资料以及相关因素的排查分析,认为是高速铣削过程中铣削力、铣削热及装夹等因素造成了残余应力的重新分布,残余应力的释放造成了工件的变形。
在查阅铣削力模型相关资料时发现,有关理论模型方面,阎兵等将铣削力分为前刀面力、后刀面力以及刀刃上的耕犁力,提出一种新的螺旋刃铣刀铣削力模型;Altintas根据球头铣刀几何模型提出动态铣削力模型。
但这些目前流行的力学模型对于中小企业并不经济,基于正交试验的经验模型更能满足实际生产的需要。
通过参考不同文献发现,不同铣削参数范围内,铣削力经验公式相差极大,为确定符合企业实际生产时铣削参数的铣削力模型,我们采用多因素正交试验法,并通过Matlab线性回归运算得到了6061铝合金铣削力经验模型。
1试验1.1 铣削力经验公式工程中,铣削力经验公式对于不同的加工环境而言其构建形式是完全不同的,尤其是对高速铣削下铣削力模型的研究较少。
为此,需要根据实际加工环境进行切削试验,以确定模型能贴合实际。
铣削加工过程涉及4个参数,根据金属切削原理研究结论,在刀具几何参数及加工材料确定的前提下,铣削力经验公式的通用形式为:最终对实验数据进行线性回归分析处理得到式(4)中参数,进而得到铣削力模型。
薄壁件双面铣削加工系统动态切削力及动力学建模方法下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!基于薄壁件双面铣削加工系统的动态切削力及动力学建模方法研究1. 引言1.1 薄壁件加工的挑战。
第30卷第6期2009年 6月煤 矿 机 械CoalM ine MachineryVol.30No.6Jun.2009机床动态特性对切削参数的影响莫亚林,韩光伟(河南理工大学机械与动力工程学院,河南焦作454000) 摘 要:研究机床、刀具和工件参数对切削过程的影响以及车削时实际切削厚度与支撑部件变形的关系,建立其数学模型,提出了按轨迹法加工切削厚度的函数。
并讨论了机床弹性系统的柔度对切削厚度的影响。
在设计机床和确定切削用量时,利用该数学模型确定对支撑部件刚性的要求。
关键词:抗振性;传递函数;切削厚度;动态特性中图分类号:TH161 文献标志码:A 文章编号:1003-0794(2009)06-0108-03I nfluence of Machi n e Tool Dynam i c Character isti c on Cutti n g ParametersMO Ya-li n,HAN Guang-we i(Machinery and Power Engineering College,Henan Polytechnic University,J iaozuo454000,China) Abstract:The effect of para meters of machine t ools,cutting t ools and parts on cutting p r ocess were re2 searched,and the relati on bet w een the real cutting thickness in turning and dist orti on of the support parts was studied,then the mathe matical model was built,and the functi on of cutting thickness in machining on l ocus could be obtained,mean while,the influence on cutting thickness of comp liance of machine t ool elastic syste m was discussed.App lying the mathe matical model the rigidity of the support parts would be decided with designing machine t ools and deter m ining cutting para meters.Key words:anti-vibrati on;transfer functi on;cutting thickness;dyna m ic characteristic0 前言采用成形车刀切削时,增加切削层的宽度可以提高车床生产率,但是这种方法受到切削过程机床稳定性的制约。
车削、镗削、钻削、铣削加工的标准切削力模型M. Kaymakci, Z.M. Kilic, Y. Altintas摘要一个标准的切削力学模型是预测在铣削、镗削、车削和钻削加工过程中切削力系数的工具。
嵌入物在参考物的定向是数学建模遵循ISO工具的定义标准。
由作用在前刀面的摩擦力和法向力组成的变换矩阵转化成参考坐标系,取决于加工材料和切削刃的几何形状。
而这些力再进一步转化为铣床、镗床、车床和钻床坐标系中初步赋值的具体参数,在切削试验的标准模型进行了验证。
关键词切削力车削铣削镗削钻削1.前言目前研究的目的是开发一种可用于预测的进程模型,以完善之前代价昂贵、操作复杂的物理实验。
这种结合材料性能、切削方式、刀具种类、过程动力学和结构动力学的进程模型,是应用于预测在金属切削加工过程中的切削力、扭矩、工具、形状误差和振动。
仿真和加工工艺规划,可预测机床和其零部件的操作是否是可行的,或优化切削条件和刀具种类,以获得更高的材料去除率。
建立铣削、镗削、车削和钻削加工过程的力学模型,为以前的研究提供了宝贵的贡献。
切削力模型需要考虑切削力作用在切削刃的作用面积和切削力系数,再从加工测试中进行校准。
将沿切削刃的受力分布建模并相加,以预测作用在机械上的总负荷。
有Fu[1]等人提出的在端面铣削的机械方法是一个示范性的应用,对切削力模型的全面审查则已由埃曼等人[2]提出了,Armarego [ 3 ]提出的通过正交斜变换[ 4 ],可以从平均剪切应力、剪切角和摩擦系数预测切削力系数,建模时,由于固体边沿和几何形状[5]的连续变化,通常都采用斜变换法来解决问题。
本文中将对由Luttervelt[6]和Altintas[7]等人发表的以机械切削力学为基础的方法进行回顾。
2000年以来,学者们更趋向于研究如何应用数值的方法来预测金属切削过程中的切削力系数。
有限元法和滑移线场模型用于预测切削力系数,也应用于对切削力的预测[8-10],数值模型完全基于材料的在加工过程的应变、应变率、温度变化和摩擦系数。
编号南京航空航天大学毕业设计题目周铣加工铣削力模型分析学生姓名罗金禄学号050430322学院机电学院专业飞行器制造工程班级0504303指导教师庄海军副教授二〇〇八年六月南京航空航天大学本科毕业设计(论文)诚信承诺书本人郑重声明:所呈交的毕业设计(论文)(题目:周铣加工铣削力模型分析)是本人在导师的指导下独立进行研究所取得的成果。
尽本人所知,除了毕业设计(论文)中特别加以标注引用的内容外,本毕业设计(论文)不包含任何其他个人或集体已经发表或撰写的成果作品。
作者签名:年月日(学号):周铣加工铣削力模型分析摘要切削力建模是数控加工物理仿真的基础。
本文主要研究周铣加工中曲率对铣削力的影响,初步建立基于曲率变化的切削力模型。
在周铣加工中,工件不同的曲率处会有不同的加工误差。
研究曲率变化对切削力的影响,对研究复杂零件的加工误差、加工误差补偿策略、关键工艺参数优化以及加工过程的物理仿真具有重要的理论意义。
本文采用数学解析建模的方法进行切削力建模,即分析圆周铣削过程中刀具与工件的几何模型,利用各个参数之间的关系,推导出了切削面积的计算公式,进而得出了切削力与工件曲率的关系式,初步分析了曲率变化对主铣削力的影响,为后续研究提供了一定的参考和帮助。
关键词:周铣加工,工件曲率,几何模型,铣削力模型Analysis On the Cutting Force Model in Peripheral MillingAbstractCutting force modeling is the basis of NC machining physical simulation. The cutting force model based on the curvature in peripheral milling was researched and established in this paper. The machining error varied due to the different curvature in the peripheral milling. Moreover, it has important theoretical value for the research on the machining error , the compensation strategy for the machining error, the optimization of the machining parameters and the NC machining physical simulation to establish the cutting force model. The cutting force model was established by analytical/numerical approach, in which the geometrical relationship between the tool and the workpiece in peripheral milling was analyzed, the expression between the cutting force and the curvature was deduced by calculating the cutting area. The effect of curvature variation on tangential cutting force was initially analyzed. The research achievement is meaningful for the future research.Key Words:Peripheral milling; Workpiece curvature; Geometry model; Cutting force model目录摘要 (ⅰ)Abstract (ⅱ)图表清单 (ⅳ)第一章引言 (1)第二章铣削力建模概述 (4)2.1 经验公式模型 (4)2.2 有限元分析模型 (4)2.3 神经网络模型 (5)2.4 数学分析模型 (6)2.5 周铣铣削力的数学分析建模 (7)第三章周铣加工铣削力建模过程 (9)3.1 坐标系及相关参数定义 (9)3.2 圆周铣削几何模型 (10)3.2.1 工件凸表面 (10)3.2.2 工件凹表面 (11)3.3 瞬时切削厚度与刀齿接触面积 (13)3.4 铣削力模型 (17)3.5 曲率影响分析 (18)第四章总结与展望 (20)4.1 全文总结 (20)4.2 今后工作展望 (20)参考文献 (22)致谢 (24)图表清单图2.1 (6)图2.2 (6)图3.1 (9)图3.2 (10)图3.3 (10)图3.4 (12)图3.5 (14)图3.6 (14)图3.7 (15)图3.8 (16)图3.9 (17)第一章引言机械加工中的切削过程是一个很复杂的多因素过程。
薄壁结构件铣削变动态特性分析何恩元; 任松; 龙新华【期刊名称】《《噪声与振动控制》》【年(卷),期】2019(039)004【总页数】5页(P70-74)【关键词】振动与波; 薄壁铣削; 材料去除; 动力学; 稳定性【作者】何恩元; 任松; 龙新华【作者单位】上海拓璞数控科技股份有限公司上海 201111; 上海交通大学机械系统与振动国家重点实验室上海 200240【正文语种】中文【中图分类】TH113薄壁整体结构件在航空航天领域、飞机工业领域得到了广泛的应用。
然而,这些薄壁件的制造过程面临着巨大的挑战。
在较低的刚度下,切削力会导致工件产生较大的变形,也可能发生颤振。
此外,铣削加工分析的另一个难点是其变刚度特性,这涉及到两个方面:一个是刀具切削点的进给运动,另一个是加工过程中的材料去除现象。
因此,对变形或者稳定性分析需要对铣削加工过程中切削位置的模态参数或者传递函数进行有效计算。
在材料去除的动力学建模分析中,常规的研究手段是使用有限元方法进行模拟。
一般情况是对有限元模型进行修改,进而通过质量矩阵和刚度矩阵的更新来模拟材料的去除过程[1-2] 。
在建立考虑材料去除的模型之后,就可以进行一系列的分析。
例如振动预测、颤振预报等[3] 。
如果在加工过程的每一个切削点位置都进行几何模型的建立和网格的重新划分,其工作量必然较大。
为了提高计算效率,学者们从各个角度进行了改进研究。
Altintas等[4] 、Yang等[5] 提出了基于结构修改法的材料去除特性预测模型。
万敏等[6] 根据加工切屑量,对初始有限元网格进行修正,从而得到其材料去除之后的工件特性。
也有利用梁、板理论建立的模型,其半解析的表达式具有较高的计算效率[7] 。
在之前的研究中[8-9] ,薄壁结构件的铣削加工振动问题被视作是板壳结构件在切削力作用下的振动问题,研究取得了一定的结果。
其材料去除特性被视作是具有阶梯厚度的Kirchhoff薄板的组合体结构。
铣削应用中切屑厚度模型的演变上海, 2016 年 06 月 - 金属切削工艺的结果取决于多种因素。
其中一个最重要但也最不为人所知的因素是切削刀具所切削下来的“切屑的厚度”。
基本上,切屑厚度是指与切削刃呈直角的未变形材料的厚度测量结果。
切屑厚度与某些因素相关,例如与影响刀具和工件的作用力密切相关。
过大的切屑厚度会导致切削刃崩刃和断裂,而切屑厚度过小会导致切削刃快速磨损。
图 1:HQ_ILL_Metal_Cutting_T ools_Cutting_Conditions.jpg通过确定和控制切屑厚度,制造商可以最大限度地提高金属切削的生产率和效率、针对特定的工件材料定制切削工艺以及控制成本。
由于没有充分认识到切屑厚度的重要性,很多制造商的切削刀具或者负载过重,或者利用不足,这都会对刀具的使用寿命和生产率产生负面影响。
既然如此,我们可以借助一些数学模型来了解切屑厚度的功能意义。
切屑厚度模型最初是一些用于计算在稳定车削加工中产生的切屑的简单等式,后来越来越复杂,并将断续铣削环境中的多种变量纳入考虑范围。
铣削应用中的切屑厚度模型在连续车削加工中,切屑厚度会保持不变。
但在铣削加工中,切屑厚度会随着切削刃间歇性地出入工件而不断变化。
图 2:HQ_ILL_Chip_Thickness_In_Milling.jpg为了简化对铣削切屑厚度的理解,大约 40 年前,金属切削研究人员提出了“平均切屑厚度”这一概念。
他们建立的公式以数学方式创造了具有一致平均厚度的理论切屑。
平均切屑厚度模型有助于更好地理解和控制铣削加工。
当确定平均切屑厚度时,必须考虑到刀具在工件中的径向啮合量以及切削刃槽型、刀具主偏角和进给量。
通过调节进给量,机械师可以控制切屑的厚度。
刀具与工件的啮合角度是可以根据刀具的直径和切深由小到大变化的。
径向啮合量越小,产生的切屑越薄。
随着径向啮合量的增大,当啮合量为刀具直径的50% 时,切屑厚度将达到最大值。
当径向啮合量超过 50%时,切屑将开始再次变薄。
二维振动铣削切削厚度及刀尖轨迹数值仿真李东明 田 野大连交通大学,大连,116028摘要:通过分析二维振动铣削条件下刀尖运动轨迹特点,利用椭圆方程与旋转矩阵建立了描述刀尖运动轨迹最大轮廓的数学模型,在刀具同一转角下,运用距离间计算公式求得任意转角下的切削厚度值㊂通过对不同加工参数下刀尖轨迹数值仿真分析,获得了实现理想刀尖轨迹和切削厚度曲线的条件,从而为二维振动铣削的理论研究打下基础㊂关键词:振动铣削;切削厚度;刀尖轨迹;数值仿真中图分类号:T H 161 D O I :10.3969/j.i s s n .1004132X.2015.18.008N u m e r i c a l S i m u l a t i o no fC h i p T h i c k n e s s a n dT o o l T i p P a t h i nT w oD i m e n s i o n a l V i b r a t i o n M i l l i n gL i D o n g m i n gT i a nY e D a l i a n J i a o t o n g U n i v e r s i t y ,D a l i a n ,L i a o n i n g,116028A b s t r a c t :T h r o u g h t h e a n a l y s e s o f t h e c h a r a c t e r i s t i c s o f t o o l t i pp a t h i n t w od i m e n s i o n a l v i b r a t i o n m i l l i n g ,am a t h e m a t i c a lm o d e l o fm a x i m u mc o n t o u r l i n e o f t o o l p a t hw a s b u i l t b y u s i n g e l l i p t i c e q u a -t i o na n d r o t a t i o nm a t r i x .I nt h es a m e t o o l a n g l e ,c h i p t h i c k n e s s c o u l db ec a l c u l a t e db y u s i n g t h ed i s -t a n c e f o r m u l a .T h e t o o l t i pp a t h s o f t w o d i m e n s i o n a l v i b r a t i o nm i l l i n g w i t hd i f f e r e n t v i b r a t i o n p a r a m -e t e r sw e r e s i m u l a t e da n da n a l y z e d .A c c o r d i n g t o t h e r e s u l t s ,t h e c o n d i t i o n sof r e a l i z i ng th e i d e a l t o o l p a t ha n d c h i p t h i c k n e s s c u r v ew e r e s u mm a r i z e d ,w h i c h p r o v i d e s a g o o db a s i s o f t h e t h e o r y re s e a r c h i n t w od i m e n s i o n a l v i b r a t i o nm i l l i n g.K e y wo r d s :v i b r a t i o nm i l l i n g ;c h i p t h i c k n e s s ;t o o l t i pp a t h ;n u m e r i c a l s i m u l a t i o n 收稿日期:20141120基金项目:辽宁省教育厅科学研究项目(L 2014178);浙江省零件轧制成形技术研究重点实验室开放基金资助项目0 引言振动加工就是在传统的切削加工基础上对工件或刀具施加一定频率的振动以改变加工模式,达到减小切削力[1]㊁降低表面粗糙度[2]㊁切屑处理容易[3‐4]㊁减少刀具磨损[5‐6]等良好的加工效果㊂二维振动切削的切削力比一维振动切削的切削力更小[7],表面粗糙度值更小[8],其良好的加工效果受到了各国学者的广泛关注㊂目前,振动加工技术已经在车削㊁钻削等领域获得了大量的研究成果[9‐10],对振动铣削技术的研究成为振动加工的研究热点㊂在一维振动铣削方面,沈学会[11]进行了较系统的理论研究,从运动学方面分析了一维振动铣削的加工机理,并通过实验得出工件切削表面质量提高㊁刀具磨损减小等加工效果㊂在二维振动铣削方面,C h e r n等[12]利用压电陶瓷微驱动二维振动工作台进行了振动铣削的实验研究,实验研究表明:振动辅助微铣削可以改善加工沟槽的尺寸精度,降低切削表面粗糙度和延长刀具寿命㊂丁辉[13]从理论上对二维振动铣削的动力学过程进行了分析,并通过实验得出二维振动铣削的加工效果优于一维振动铣削的结论,但在切削厚度的计算方面,他没有给出具体的解析函数公式,在刀尖轨迹的分析中也没有给出获得最优理想刀尖轨迹的参数选择㊂因此,本文将针对这两点,从解析函数角度计算切削厚度,并依据二维振动铣削切削厚度变化的特点,对加工参数进行优化,以此求得理想的刀尖轨迹和切削厚度曲线,进而提高工件的加工效果㊂1 切削厚度数值仿真1.1 切削厚度形成过程分析目前,普遍应用的铣削厚度计算模型是由T l u s t y 等[14]提出的,假设刀具轨迹为圆,依据刀具的旋转过程,刀具的切削厚度近似为h =f t s i n θ,ft 为刀具的每齿进给量,θ为刀具的旋转角度,如图1所示㊂但是在二维振动铣削中,刀尖轨迹不再是类似圆的形状,而是随着刀具的旋转图1 T l u s t y 等[14]的铣削厚度计算模型㊃2542㊃中国机械工程第26卷第18期2015年9月下半月Copyright ©博看网. All Rights Reserved.和振动的影响,呈现螺旋状,图2为两齿铣刀在二维振动铣削加工中刀尖轨迹仿真图,图中A 点为前一刀尖轨迹上的点,B 为后一刀尖轨迹上的点㊂图2 切削厚度最大轮廓图分析其运动过程可知,一次走刀过程中后一刀齿切削轨迹进入前一刀齿切削范围内时,对工件同一位置表面进行了第二次铣削;后一刀齿的刀尖位于前一刀齿的切削轨迹内时不产生切屑,切削厚度为零;后一刀齿的刀尖位于前一刀齿的切削轨迹外时产生切屑,切削厚度为同一刀具转角下切削刃与最大轮廓间交点的距离,即为图中A ㊁B 点间的距离㊂因此,为求出二维振动铣削的切削厚度,只需求前后两切削轨迹的最大轮廓方程,然后计算出同一刀具转角下两最大轮廓上点的坐标,这两交点间的距离即为当前刀具转角下切削厚度数值㊂1.2 切削厚度计算观察此最大轮廓曲线的变化规律,可近似地将其看作由若干个半椭圆接续而成㊂首先通过椭圆公式和刀具运动参数求得起始位置处半椭圆方程,然后通过一定的角度旋转可求得任意处的半椭圆方程,将所有刀具旋转半周期内的椭圆都求出后,就可确定最大轮廓上各点坐标,从而求得切削厚度值㊂具体计算过程如下:(1)为求得椭圆方程,先求每两个半椭圆间的交点坐标㊂由于刀具的旋转角度㊁振动频率和振幅都呈周期性变化,从而椭圆间交点的坐标也呈现周期性,其变化周期为刀齿的旋转周期T ,根据刀具的旋转规律和切削轨迹的特征,形成每一个交点的时间为t n =t 1+T (n -1)/k (1)式中,n =1,2, 为每一个交点的时间;k 为切削轨迹中椭圆的个数㊂则第n 个交点的坐标(x n ,yn )为x n =v f t n +r s i n ωt nyn =r c o s ωt }n (2)式中,v f 为刀尖的进给速度;ω为刀具旋转角速度㊂(2)根据两交点坐标和最大轮廓的曲线特征求第n 个椭圆方程的数学表达式㊂先求得第一个椭圆(刀尖起始位置的椭圆)的长轴和短轴来建立椭圆方程,将此椭圆方程乘以旋转矩阵就可以求得任意旋转角度下椭圆的方程,椭圆上点的坐标即为所求㊂旋转矩阵为c o s α-s i n αsi n αc o s éëêêùûúúα,其中旋转矩阵的旋转角α=ωt n +t n -12,则任意椭圆上点的坐标(x *n ,y*n )为x *n =-a n c o s φc o s α+(b n s i n φ+c )s i n α+v f t n +t n -12y *n =an c o s φs i n α+(b n s i n φ+c )c o s }α(3)式中,φ为刀具的旋转角度;a n 为长半轴值;b n 为短半轴值;c 为长半轴中点与进给点(v ft n +t n -12,0)间的距离㊂用同样的方法可以求得任意刀尖轨迹的最大轮廓点的坐标㊂整个计算程序的流程图见图3㊂图3 振动铣削切削厚度计算流程图通过以上算法求得相邻两切削轨迹的最大轮廓上点的坐标,在刀具同一旋转角度下,通过求两点间距离公式就可得到任意转角下的切削厚度,其仿真结果如图4所示㊂图4 二维振动铣削与传统铣削切削厚度㊃3542㊃二维振动铣削切削厚度及刀尖轨迹数值仿真李东明 田 野Copyright ©博看网. All Rights Reserved.由图4可以看出,切削厚度变化曲线不再是一条规则的曲线,而是一条随着振动频率和幅值的变化而呈现起伏振荡的曲线,振荡的幅度由振动幅值控制,振荡变化的次数由振动频率决定㊂在初始阶段刀具切入工件和切出工件时,切削厚度迅速超过了最小切削厚度,对工件进行去除材料加工,减小了刀具与工件间的摩擦,对抑制毛刺的产生和延长刀具寿命起到了很大的作用㊂在刀具切入㊁切出阶段还出现了切削厚度为零的情况,此时,后一刀齿的切削刃在前一刀齿的切削轨迹内,不形成切屑,由此判断二维振动铣削是一个断续的切削过程,在一定的周期范围内,刀具与工件间歇性的接触和分离有利于切削液的进入,对于提高工件的加工表面质量有很大作用㊂2 刀尖轨迹数值仿真加工参数的选择不同,所形成的刀尖运动轨迹也不同,其结果影响切削厚度变化,对工件的加工效果产生很大影响㊂为获得理想加工效果的螺旋状刀尖轨迹,本文选取振动频率㊁振幅㊁每齿进给量和主轴转速4个因素,分析其对刀尖轨迹的影响㊂假设每齿进给量都为2μm,表1为正交仿真参数表,其中λ为振动频率与主轴回转频率的比值㊂通过MA T L A B仿真出铣刀刀尖轨迹,探索最优刀尖轨迹的参数选择㊂表1 正交仿真数据表数据组别振幅(μm)比值λ主轴转速(r/m i n)111/11000211/22000311/44000421/11000521/22000621/44000741/11000841/22000 941/44000依据仿真数据,得出不同参数变化下的刀尖切削轨迹仿真图,如图5~图7所示(其中虚线㊁实线分别表示前后两刀齿的切削轨迹)㊂仿真分析结果表明,1~3组中都没有出现螺旋状刀尖轨迹(图5);4~6组中,第4组出现螺旋状刀尖轨迹(图6a),第5组刚好要出现螺旋状刀尖轨迹(图6b),第6组没有出现螺旋状刀尖轨迹(图6c); 7~9组中,第7㊁8组出现明显的螺旋状刀尖轨迹(图7a㊁图7b),第9组没有出现螺旋状刀尖轨迹(图7c)㊂综合分析表明,振动幅值小于每齿进给量时都没有出现螺旋状的刀尖轨迹,而随着振动幅值(a)主轴转速为(b)主轴转速为1000r/m i n2000r/m i n(c)主轴转速为4000r/m i n图5 振动幅值为1μm时二维振动铣削仿真结果(a)主轴转速为(b)主轴转速为1000r/m i n2000r/m i n(c)主轴转速为4000r/m i n图6 振动幅值为2μm时二维振动铣削仿真结果与每齿进给量的比值越来越大,刀尖螺旋状运动轨迹越明显㊂当振动幅值一定时,随着振动频率与主轴回转频率比值的减小,螺旋状刀尖轨迹逐渐消失;当振动振动频率与主轴回转频率比值近似为1时,刀具旋转一周刀尖的螺旋状轨迹次数增多,如图7a所示,这种加工效果会使加工效率降低,并不是理想的刀尖运动轨迹,图7b(第8组)数据为理想的刀尖运动轨迹仿真图㊂根据第8组仿真数据,利用本文中切削厚度计算方法得出其切削厚度仿真图,结果同图4中加X㊁Y向振动的切削厚度曲线形状相似,此曲线即为理想的切削厚度曲线㊂基于以上分析,获得理想螺旋状刀尖运动轨迹和切削厚度曲线的条件为:振动幅㊃4542㊃中国机械工程第26卷第18期2015年9月下半月Copyright©博看网. All Rights Reserved.(a)主轴转速为(b)主轴转速为1000r /m i n2000r /m i n(c )主轴转速为4000r /m in图7 振动幅值为4μm 时二维振动铣削仿真结果值与每齿进给量的比值应大于等于2,但其比值不宜过大,否则影响加工效率;同时振动频率与主轴回转频率的比值应近似于1/2㊂3 实验验证为了验证仿真分析的准确性,对A l 6061进行二维振动铣削表面粗糙度实验㊂利用X Y 25X S 压电陶瓷装置设计二维振动工作台,工件固定于振动工作台上,两齿硬质合金端铣刀固定于空气轴承主轴上,刀杆直径为0.5mm ,螺旋角为30°,利用三维表面形貌轮廓仪(Z y go5000)测量切削表面粗糙度[15]㊂实验中振动频率为2000H z,每齿进给量为2μm ,主轴转速分别为4000r /m i n㊁7000r /m i n ㊁10000r /m i n ,实验结果分析如图8所示㊂图8 表面粗糙度对比图分析图8可知,二维振动铣削与普通铣削相比,粗糙度值明显减小,且主轴转速与振动频率的比值越接近1/2,其粗糙度值越小,加工效果越好,由此判断仿真分析结果的准确性㊂在理想刀尖轨迹下二维振动铣削能够降低工件表面粗糙度,从而达到提高加工表面质量的效果㊂4 结语本文对二维振动铣削过程中刀尖运动轨迹进行了分析,针对刀尖运动轨迹的特殊性,通过椭圆方程与旋转矩阵的结合,得出了一种计算二维振动铣削切削厚度的新方法㊂二维振动铣削是一种断续的切削形式,刀具与工件间歇性的接触有利于切削液的进入,这减小了刀具与工件间的摩擦,对抑制毛刺的产生和延长刀具寿命起到了很大的作用㊂获得理想螺旋状刀尖轨迹和切削厚度曲线的条件为:振动幅值与每齿进给量的比值应大于等于2,但其比值不宜过大,否则影响加工效率;同时振动频率与主轴回转频率的比值应近似于1/2㊂参考文献:[1] 芮小健,张幼桢,钟秉林.振动切削过程的实质与机理研究[J ].机械制造,1994(12):13‐14.R u iX i a o j i a n ,Z h a n g Y o u z h e n ,Z h o n g B i n g l i n .E s -s e n c e a n dM e c h a n i s m R e s e a r c ho fV i b r a t i o nC u t t i n g[J ].M a c h i n e r y ,1994(12):13‐14.[2] S h a m o t oE ,M o r i w a k iT .S t u d y o nE l l i p t i c a lV i b r a t i o n C u t t i n g[J ].A n n a l s o f t h eC I R P ,1994,43:35‐38.[3] 李启东,郭全英,张宏.微观动态切屑形成原理与分析[J ].沈阳工业大学学报,2002,24(4):100‐102.L iQ i d o n g ,G u o Q u a n y i n g ,Z h a n g H o n g .M i c r o ‐d y -n a m i cC u t t i n g sF o r m i n g P r i n c i p l e a n dA n a l ys i s [J ].J o u r n a l o f S h e n y a n g U n i v e r s i t y o f T e c h n o l o g y ,2002,24(2):100‐102.[4] K i mJD ,C h o i IH.C h a r a c t e r i s t i c so fC h i p G e n e r a -t i o nb y U l t r a s o n i cV i b r a t i o nC u t t i n g w i t hE x t r e m e -l y L o w C u t t i n g V e l o c i t y [J ].I n t e r n a t i o n a l J o u r n a l o f A d v a n c e d M a n u f a c t u r i n g T e c h n o l o g y ,1998,14(1):2‐6.[5] 夏敬宇,朱训生,徐可伟,等.超声振动切削金属基复合材料的刀具磨损[J ].航空精密制造技术,2002,38(2):1‐4.X i a J i n g y u ,Z h uX u n s h e n g ,X uK e w e i ,e t a l .U l t r a -s o n i cV i b r a t i o nC u t t i n g M e t a l l i cM a t r i xC o m p o s i t e s C u t t i n g T o o lW e a r [J ].A v i a t i o nP r e c i s i o n M a n u f a c -t u r i n g T e c h n o l o g y,2002,38(2):1‐4.[6] 毛善峰,汤铭权,万迪慧.超声波振动切削时硬质合金刀具的磨损研究[J ].东南大学学报,1995,25(3):50‐54.M a oS h a n f e n g ,T a n g M i n g q u a n ,W a nD i h u i .M e c h -a n i s m s o fT o o lW e a ro fC e m e n t e dI m s e r t s i n U l t r a -s o n i cV i b r a t i o nC u t t i n g Pr o c e s s [J ].J o u r n a l o f (下转第2465页)㊃5542㊃二维振动铣削切削厚度及刀尖轨迹数值仿真李东明 田 野Copyright ©博看网. All Rights Reserved.滨:哈尔滨工程大学,2009.[11] 朱振友,徐爱杰,林涛,等.机器人视觉的 手-眼”关系快速标定算法[J].光学技术,2004,30(2):150‐152.Z h uZ h e n y o u,X uA i j i e,L i nT a o,e t a l.H i g h‐s p e e dC a l i b r a t i o n M e t h o d f o r t h eR e l a t i o n s h i p o f t h eE y eI n‐h a n do fR o b o tV i s i o n[J].O p t i c a lT e c h n i q u e,2004,30(2):150‐152.[12] Z h a n g Z h e n g y o u.A F l e x i b l e N e w T e c h n i q u ef o rC a m e r a C a l i b r a t i o n[J].I E E E T r a n s a c t i o n s o nP a t t e r nA n a l y s i sa n d M a c h i n e I n t e l l i g e n c e,2000,22(11):1330‐1334.[13] M o réJJ.T h eL e v e n b e r g‐M a r q u a r d tA l g o r i t h m:I m p l e m e n t a t i o n a n d T h e o r y[M].H e i d e l b e r g:S p r i n g e rB e r l i n,1978.[14] M o a k h e rM.M e a n s a n dA v e r a g i n g i n t h eG r o u p o fR o t a t i o n s[J].S I AM J o u r n a lo n M a t r i x A n a l y s i sa n dA p p l i c a t i o n s,2002,24(1):1‐16.[15] T h o m a sH C,C h a r l e sEL,R o n a l dLR,e t a l.算法导论[M].殷建平,徐云,王刚,等.译.北京:机械工业出版社,2013.[16] 黄厚生.求解旅行商问题的新方法研究[D].天津:天津大学,2005.[17] H e l s g a u n K.A nE f f e c t i v eI m p l e m e n t a t i o no f t h eL i n–k e r n i g h a n T r a v e l i n g S a l e s m a n H e u r i s t i c[J].E u r o p e a nJ o u r n a lo f O p e r a t i o n a lR e s e a r c h,2000,126(1):106‐130.[18] 耿国卿.数控机床与计算机串口线路的连接与数据传输[J].机床与液压,2012,40(14):112‐116.G e n g G u o q i n g.T h e C o n n e c t i o na n d D a t a T r a n s-m i s s i o no fS e r i a lC o mm u n i c a t i o nf o rN C M a c h i n eT o o l a n dC o m p u t e r[J].M a c h i n eT o o l&H y d r a u-l i c s,2012,40(14):112‐116.[19] 王召鹏,陈国金.利用宏指令实现数控机床状态采集方法的研究[J].现代制造工程,2007(11):134‐136.W a n g Z h a o p e n g,C h e n G u o j i n.R e s e a r c ho n R e a l i-z i n g t h e S a t u sC o l l e c t i o n o fN u m e r i c a l C o n t r o lM a-c h i n eb y M a c r oI n s t r u c t i o n[J].M ode r n M a n uf a c-t u r i n g E n g i n e e r i n g,2007(11):134‐136. [20] O t s uN.AT h r e s h o l dS e l e c t i o nM e t h o d f r o m G r a y‐l e v e l H i s t o g r a m s[J].I E E E T r a n s a c t i o no n S y s-t e m,M a na n dC y b e r n e t i c s,1979,9(1):62‐66. [21] C a n n y J.A C o m p u t a t i o n a lA p p r o a c ht oE d g eD e-t e c t i o n[J].I E E ET r a n s a c t i o n so nP a t t e r nA n a l y s i sa n d M a c h i n e I n t e l l i g e n c e,1986(6):679‐698.[22] F i s c h l e rM A,B o l l e sRC.R a n d o mS a m p l eC o n s e n-s u s:aP a r a d i g m f o r M o d e lF i t t i n g w i t h A p p l i c a-t i o n s t oI m a g eA n a l y s i sa n d A u t o m a t e dC a r t o g r a-p h y[J].C o mm u n i c a t i o n so ft h e A C M,1981,24(6):381‐395.(编辑 袁兴玲)作者简介:唐君萍,男,1991年生㊂南京航空航天大学机电学院硕士研究生㊂研究方向为机器视觉检测㊂张丽艳,女,1967年生㊂南京航空航天大学机电学院教授㊂刘胜兰,女,1974年生㊂南京航空航天大学机电学院副教授㊂叶 南,男,1982年生㊂南京航空航天大学机电学院讲师㊂(上接第2455页)S o u t h e a s tU n i v e r s i t y,1995,25(3):50‐54. [7] M a C,S h a m o t o E,M o r i w a k i T.S t u d y o nt h eT h r u s tC u t t i n g F o r c e i n E l l i p t i c a lV i b r a t i o n C u t-t i n g[J].M a t e r.S c i.F o r u m.,2004,44(12):396‐400.[8] A h n JH,L i m H S,S o nS M.I m p r o v e m e n t o fM i-c r o M a c h i n i n g A c c u r a c y b y2D i m e n s i o n a l V i b r a-t i o nC u t t i n g[J].P r o c.A S P E,1999,20:150‐153.[9] B r e h lD E,D o w T A.R e v i e wo fV i b r a t i o n‐a s s i s t e dM a c h i n i n g[J].P r e c i s i o n E n g i n e e r i n g,2008,32:153‐172.[10] 高扬,顾立志.振动钻削理论与参数优化方法研究概况[J].工具技术,2008,42(10):27‐30.G a oY a n g,G uL i z h i.R e s e r c hS i t u a t i o n o fV i b r a t i o nD r i l l i n g T h e o r y a n d O p t i m i z i n g P a r a m e t e r M e t h-o d s[J].T o o l E n g i n e e r i n g,2008,42(10):27‐30.[11] 沈学会.超声振动辅助铣削加工技术及机理研究[D].济南:山东大学,2011.[12] C h e r nG w o l i a n g,C h a n g Y u a n c h i n.U s i n g T w o‐d i-m e n s i o n a lV i b r a t i o nC u t t i n g f o rM i c r o‐m i l l i n g[J].I n t e r n a t i o n a l J o u r n a lo f M a c h i n eT o o l s&M a n u-f a c t u r e,2006,46:659‐666.[13] 丁辉.二维振动辅助微细铣削机理及其实验研究[D].哈尔滨:哈尔滨工业大学,2011.[14] T l u s t y J,M a c n e i lP.D y n a m i c so fC u t t i n g F o r c e si nE n d M i l l i n g[J].A n n a l so f t h eC I R P,1975,24(1):21‐25.[15] R a s i d iI.V i b r a t i o n A s s i s t e d M a c h i n i n g:M o d e l-l i n g,S i m u l a t i o n,O p t i m i z a t i o n,C o n t r o l a n dA p p l i-c a t i o n s[D].L o nd o n:B r u ne lU n i v e r s i t y,2010.(编辑 郭 伟)作者简介:李东明,男,1971年生㊂大连交通大学机械工程学院教授㊁博士㊂主要研究方向为传感器与测试技术㊁精密加工技术㊂田 野,女,1989年生㊂大连交通大学机械工程学院硕士研究生㊂㊃5642㊃飞机复杂零件上大量小尺寸导孔的快速视觉检测 唐君萍 张丽艳 刘胜兰等Copyright©博看网. All Rights Reserved.。