金属切削原理第四章切削力
- 格式:ppt
- 大小:900.50 KB
- 文档页数:3
《金属切削原理与刀具》知识点总结第一章金属切削原理金属切削原理是金属切削工艺的基础,本章主要介绍了金属切削的基本原理,包括金属切削过程、刀具与被切削材料接触形式、切削能量与热力学原理、切削硬度与切削力的关系等。
第二章刀具材料与结构刀具材料与结构对切削加工的质量和效率有重要影响,本章主要介绍了刀具材料的选择与评价,以及刀具的结构与分类。
刀具材料的选择包括一般刀具材料、质子刀具材料和陶瓷刀具材料等。
第三章切削力分析与测定切削力是切削加工过程中的重要参数,正确定量和测定切削力对于提高切削加工的效率和质量至关重要。
本章主要介绍了切削力的分析与计算方法,以及切削力的测定方法,包括间隙力法、应力传感器法、功率法和应力波法等。
第四章刨削刨削是一种通过切削工具的多齿切削运动将金属材料切割成所需形状和尺寸的加工方法。
本章主要介绍刨削的工艺流程、刨削用刀具和切削参数的选择,以及刨削的切削力分析与测定方法。
第五章车削车削是一种利用车床刀具进行切削的加工方法,广泛应用于金属加工领域。
本章主要介绍了车削的工艺流程、车削刀具的选择和切削参数的确定,以及车削的主要工艺规律和效果评定方法。
第六章铣削铣削是一种通过旋转刀具进行切削的加工方法,广泛应用于金属加工和模具制造等领域。
本章主要介绍了铣削的工艺流程、铣削刀具的选择和切削参数的确定,以及铣削中的刀具磨损与刀具寿命评价方法。
第七章钻削钻削是一种利用钻头进行切削的加工方法,广泛应用于孔加工和螺纹加工等领域。
本章主要介绍了钻削的工艺流程、钻头的选择和切削参数的确定,以及钻削中的刀具磨损与刀具寿命评价方法。
第八章线切割线切割是一种利用细金属丝进行切削的加工方法,主要用于金属板材的切割。
本章主要介绍了线切割的工艺流程、线切割刀具的选择和切削参数的确定,以及线切割中的切削质量评价方法和切削速度对切割效果的影响。
此外,本书还包括金属切削中的润滑与冷却、数控机床中的刀具管理、切削机床中的刀具装夹等内容,为读者提供了全面的金属切削工艺和刀具知识。
金属切削原理定义金属切削的过程是工件和刀具相互作用的过程。
刀具要从工件上切去一部分金属,并在保证高生产率和低成本的前提下,使工件得到符合技朮要求的形状、尺寸精度、和表面质量﹔为了实现这一切削过程必须具备以下三个条件:(1)工件与刀具要有相对运动即切削运动﹔(2)刀具材料必须具备一定的切削性能﹔(3)刀具必须具备适当的几何参数。
即切削角度等。
第一章 第一节 切削运动与切削用量 一、切削运动外圆切削和平面刨削是金属切削加工中常见的加工方法。
现以它们为例来分析工件与刀具的切削运动。
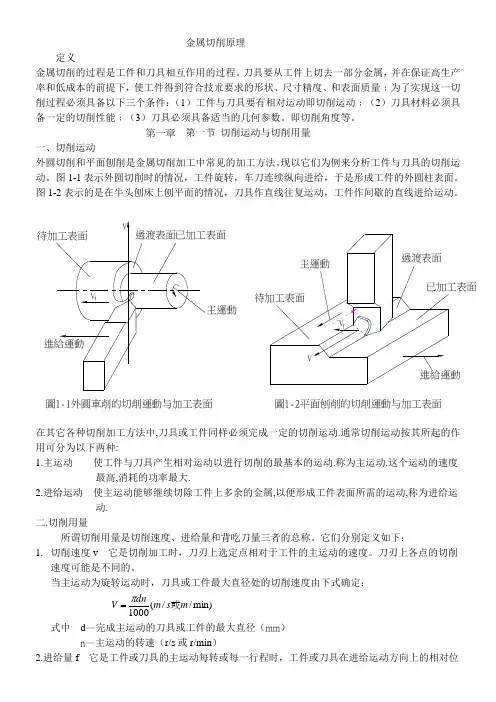
图1-1表示外圆切削时的情况,工件旋转,车刀连续纵向进给,于是形成工件的外圆柱表面。
图1-2表示的是在牛头刨床上刨平面的情况,刀具作直线往复运动,工件作间歇的直线进给运动。
圖1-1外圓車削的切削運動与加工表面圖1-2平面刨削的切削運動与加工表面在其它各种切削加工方法中,刀具或工件同样必须完成一定的切削运动.通常切削运动按其所起的作用可分为以下两种:1.主运动 使工件与刀具产生相对运动以进行切削的最基本的运动.称为主运动.这个运动的速度最高,消耗的功率最大.2.进给运动 使主运动能够继续切除工件上多余的金属,以便形成工件表面所需的运动,称为进给运动. 二.切削用量所谓切削用量是切削速度、进给量和背吃刀量三者的总称。
它们分别定义如下:1. 切削速度v 它是切削加工时,刀刃上选定点相对于工件的主运动的速度。
刀刃上各点的切削速度可能是不同的。
当主运动为旋转运动时,刀具或工件最大直径处的切削速度由下式确定:m i n )//(1000m s m dnV 或π=式中 d —完成主运动的刀具或工件的最大直径(mm ) n —主运动的转速(r/s 或r/min )2.进给量f 它是工件或刀具的主运动每转或每一行程时,工件或刀具在进给运动方向上的相对位移量。
例如外圆车削时的进给量f 是工件每转一转时车刀相对于工件在进给运动方向上的位移量,其单位为mm/r;又如在牛头刨床上刨削时的进给量f 是刨刀每往复一次,工件在进给方向上相对刨刀的位移量,其单位为mm/双行程。
金属切削原理中切削力效果的仿真模拟研究随着工业技术的快速发展,金属切削加工在各个领域中都扮演着重要的角色。
而在金属切削加工过程中,切削力效果的研究对于提高切削加工的效率和质量具有重要的影响。
本文将以金属切削原理中切削力效果的仿真模拟研究为题,探讨金属切削过程中切削力的影响因素以及仿真模拟的方法。
首先,我们需要了解金属切削加工中切削力的概念和作用。
切削力是指在金属切削过程中刀具对工件产生的力。
它是通过与工件表面接触形成的摩擦力和切削力的合力,用于克服金属材料的强度和硬度,从而将金属材料切削成预定形状和尺寸的零件。
切削力直接影响着切削加工的效率、切削工具的寿命以及加工表面质量等方面。
在金属切削过程中,切削力的大小和方向受到多种因素的影响。
首先是刀具的几何形状和刀具材料的选择。
刀具的刃角、刃宽以及刀具材料的硬度和耐磨性等因素都会直接影响切削力的大小。
其次是被切削材料的性质。
材料的硬度、塑性和热导率等特性都会对切削力产生影响。
此外,切削速度、进给量和切削深度等工艺参数也会对切削力产生影响。
因此,研究这些影响因素对切削力的影响是非常必要的。
为了研究金属切削过程中切削力效果,研究人员常常采用仿真模拟的方法。
仿真模拟可以通过建立切削力的数学模型和计算机模拟技术,准确预测切削过程中的切削力大小和方向,并分析各种影响因素对切削力的影响。
其中,有限元法是一种常用的仿真模拟方法。
有限元法是一种数值计算方法,广泛应用于工程领域中的结构力学和材料力学问题。
在金属切削过程中,有限元法可以通过将切削区域划分成许多小块,建立小块上的切削力模型,并通过求解数学方程组来计算切削力的大小和方向。
通过调整模型中的参数,如刀具几何形状、工件材料特性、切削速度等,可以得到不同情况下的切削力效果。
此外,还可以使用商业仿真软件来进行金属切削过程中切削力效果的仿真模拟研究。
这些软件通过提供各种切削过程的模型和计算工具,能够更加方便地进行切削力的预测和分析。
金属切削原理中的切削力分析金属切削是一种常见的制造过程,用于在金属工件上去除材料并形成所需的形状。
在切削过程中,切削力是一个重要的物理量,它对切削性能和刀具寿命有着巨大的影响。
因此,对切削力进行准确的分析和控制对于提高切削效率和质量至关重要。
切削力是指切削工具在切削过程中所受到的力的大小和方向。
它由垂直于切削刀具切向的剪切力和垂直于切削速度方向的进给力组成。
切削力的大小受到金属材料的性质、切削工艺参数和切削刀具的几何特征等因素的影响。
在进行切削力分析时,首先需要考虑金属材料的力学性质。
常用的金属切削力分析模型包括麦克沃尔特戴勒模型和李格尔-彼得森模型。
麦克沃尔特戴勒模型将切削力与切削速度和切削刀具的几何特征相关联。
李格尔-彼得森模型则利用切削力的经验公式将切削力与切削深度、切削速度和材料性质等参数联系起来。
这些模型在工程实践中提供了一种简易而有效的方式来预测和控制切削力。
其次,切削工艺参数对切削力的影响也是不可忽视的。
切削深度、进给速度和切削速度是常见的切削工艺参数。
切削深度是指切削刀具在单次切削过程中进入金属工件的深度。
进给速度是指切削刀具在单位时间内移动的距离。
切削速度是指切削刀具与金属工件表面的相对速度。
当切削深度、进给速度和切削速度增加时,切削力也会增加。
因此,合理选择和控制切削工艺参数可以降低切削力,并提高切削效率。
此外,切削刀具的几何特征也对切削力产生重要影响。
切削刀具的刃数、前角、刀尖半径和刃倾角等几何参数会改变切削过程中金属材料的切削形态。
例如,多刃刀具可以降低单刃切削时的切削力,而较小的刀尖半径会导致更大的切削力。
因此,在选择切削刀具时应综合考虑切削力和切削效果的平衡。
了解切削力的分布情况也是切削力分析的重要内容。
切削力在切削过程中不均匀地分布在切削刀具和金属工件之间。
通常,切削力最大的区域在切削刀具的刀尖附近。
了解切削力的分布情况有助于优化刀具设计和切削工艺参数的选择。
总之,在金属切削原理中,切削力的分析对于提高切削效率、保护刀具和改善切削质量都至关重要。
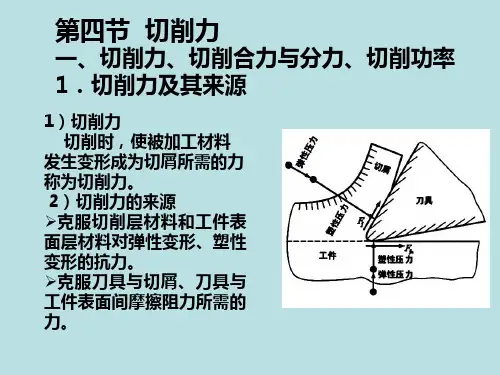
你知道金属切削的切削力的来源、切削合力及分解,切削功率计算吗?切削力的来源,切削合力及其分解,切削功率(见图)(一)切削力的来源研究切削力,对进一步弄清切削机理,对计算功率消耗,对刀具、机床、夹具的设计,对制定合理的切削用量,优化刀具几何参数等,都具有非常重要的意义。
金属切削时,刀具切入工件,使被加工材料发生变形并成为切屑所需的力,称为切削力。
切削力来源于三个方面:1.克服被加工材料对弹性变形的抗力;2.克服被加工材料对塑性变形的抗力;3.克服切屑对前刀面的摩擦力和刀具后刀面对过渡表面与已加工表面之间的摩擦力。
(二)切削合力及其分解上述各力的总和形成作用在刀具上的合力Fr(国标为F)。
为了实际应用,Fr可分解为相互垂直的Fx(国标为Ff)、Fy(国标为Fp)和Fz(国标为Fc)三个分力。
在车削时:Fz——主切削力或切向力。
它切于过渡表面并与基面垂直。
Fz是计算车刀强度,设计机床零件,确定机床功率所必需的。
Fx——进给抗力、轴向力或走刀力。
它是处于基面内并与工件轴线平行与走刀方向相反的力。
Fx是设计进给(走刀)机构,计算车刀进给功率所必需的。
Fy——切深抗力、或背向力、径向力、吃刀力。
它是处于基面内并与工件轴线垂直的力。
Fy用来确定与工件加工精度有关的工件挠度(详见第七章),计算机床零件和车刀强度。
它与工件在切削过程中产生的振动有关。
(三)切削功率(见公式)1、单位切削力单位切削力p是指切除单位切削层面积所产生的主切削力,可用下式表示:单位切削力p可查手册,利用单位切削力P来计算主切削力Fz较为简易直观。
2、切削功率Pm消耗在切削过程中的功率称为切削功率Pm(国标为Po)。
切削功率为力Fz和Fx所消耗的功率之和,因Fy方向没有位移,所以不消耗功率。
于是Pm=(Fz*Vc+Fx*nw*f/1000)×10-3其中:Pm—切削功率(KW);Fz—切削力(N);Vc—切削速度(m/s);Fx—进给力(N);nw—工件转速(r/s);f—进给量(mm/s)。
金属切削原理中的切削力分量的解析计算方法在金属切削加工过程中,切削力是一个重要的物理量,它直接影响切削质量、刀具寿命和机械设备的稳定性。
准确地计算切削力分量对于优化金属切削过程、提高生产效率具有重要意义。
本文将介绍金属切削原理中常见的三个切削力分量:主切削力、侧切削力和进给力,并阐述其解析计算方法。
1. 主切削力的解析计算方法主切削力是切削加工中最主要的切削力分量,它沿工件的切削方向生效。
主切削力的计算依赖于切削力系数(Kc)、切削宽度(ao)和切削厚度(t)。
主切削力的计算公式如下:Fc = Kc × ao × t其中,Fc为主切削力,单位为牛顿(N);Kc为切削力系数,其值与切削材料、切削条件等有关;ao为切削宽度,单位为毫米(mm);t为切削厚度,单位为毫米(mm)。
2. 侧切削力的解析计算方法侧切削力是与主切削力垂直的切向力,它的大小直接影响切削刀具的振动和工件表面质量。
侧切削力的计算需要考虑刀具的几何参数、刀具偏角等因素。
侧切削力的计算公式如下:Fs = Ks × ae × t × tan(φ)其中,Fs为侧切削力,单位为牛顿(N);Ks为侧切削力系数,其值与切削条件、刀具材料等有关;ae为侧切削宽度,单位为毫米(mm);t为切削厚度,单位为毫米(mm);φ为刀具偏角。
3. 进给力的解析计算方法进给力是将工件推入切削区域所需的力量,它直接影响工件的进给速度和加工精度。
进给力的计算需要考虑刀具尺寸、进给速度、切削宽度等因素。
进给力的计算公式如下:Ff = Kf × f × ae其中,Ff为进给力,单位为牛顿(N);Kf为进给力系数,其值与切削条件、刀具材料等有关;f为进给速度,单位为毫米/转(mm/rev);ae为切削宽度,单位为毫米(mm)。
在实际切削过程中,切削力的计算可以通过试验测量和模拟仿真方法进行。
试验测量需要使用专用的力测量设备,并进行一系列的实验来获取切削力分量的准确值。
金属切削原理与刀具(第四版)习题册答案中国劳动社会保障出版社目录第一章金属切削加工的基本知识 (1)第一节切削运动 (1)第二节切削要素 (1)第二章金属切削刀具的基本知识 (3)第一节刀具材料 (3)第二节切削刀具的分类及结构 (4)第三节刀具的几何角度 (4)第四节刀具的工作角度 (6)第三章切削加工的主要规律 (7)第一节切削变形 (7)第二节切屑的类型与控制 (7)第三节积屑瘤 (9)第四节切削力与切削功率 (10)第五节切削热和切削温度 (12)第六节刀具磨损与刀具耐用度 (12)第四章切削加工质量与效率 (14)第一节工件材料的切削加工性 (14)第二节已加工表面质量 (14)第三节切削用量的选择 (15)第四节切削液 (16)第五章车刀 (18)第一节焊接式车刀 (18)第二节可转位车刀 (18)第三节成形车刀 (20)第六章孔加工刀具 (21)第一节麻花钻 (21)第二节深孔钻 (22)第三节铰刀 (23)第四节镗刀 (24)第五节其他孔加工刀具 (24)第七章铣刀 (26)第一节铣刀的种类及用途 (26)第二节铣刀的几何参数及铣削要素 (27)第三节铣削方式 (28)第八章拉刀 (30)第一节拉刀的种类 (30)第二节拉刀的结构组成及主要参数 (30)第三节拉削方式 (31)第四节拉刀的使用与刃磨 (32)第九章螺纹刀具 (34)第一节螺纹车刀 (34)第二节丝锥和板牙 (35)第三节螺纹铣刀 (35)第四节塑性变形法加工螺纹 (35)第十章齿轮加工刀具 (37)第一节齿轮刀具的种类 (37)第二节齿轮滚刀 (37)第三节蜗轮滚刀 (38)第四节插齿刀 (39)第五节剃齿刀 (40)第十一章数控机床用刀具 (41)第一节数控车床用刀具 (41)第二节数控铣床用刀具 (42)第三节数控加工中心用刀具 (43)第一章金属切削加工的基本知识第一节切削运动一、填空题1.刀具、工件、主、进给2.待加工、已加工、过渡二、判断题*1.√*2.√3.× 4.× 5.√ 6.×三、选择题*1.B *2.C 3.A *4.A *5.A *6.B *7.A四、简答题写出下表中各种切削加工方法具备的主运动。
金属切削中的加工力学与切削力分析金属切削是工业生产中常见的一种加工方法,它通过刀具对金属材料进行切削,将工件加工成所需形状和尺寸。
而在金属切削过程中,加工力学和切削力起着至关重要的作用。
本文将深入探讨金属切削中的加工力学原理,并对切削力分析进行详细介绍。
首先,我们需要了解金属切削中的加工力学原理。
加工力学是研究材料在受力下的变形和断裂行为的科学。
在切削过程中,金属材料受到了切削力、切削温度和切削速度等多种力的作用。
其中,切削力是最重要且常常关注的力之一。
切削力分析是研究切削过程中切削力的来源、大小和变化规律的一种方法。
切削力的大小直接影响到切削加工的质量和效率。
切削力分析主要从以下几个方面进行研究。
首先,切削力的来源。
切削力主要来源于金属材料的塑性变形和切削区域的摩擦力。
在金属切削中,作用在刀具与金属工件接触面上的力分为主切削力和切削沿进给方向的切向力。
主切削力是指切削物质在刀具前沿断裂形成切屑时所产生的力,而切向力则是刀具与工件接触面上相对运动所产生的力。
其次,切削力的大小。
切削力的大小与多个因素有关,包括金属材料的物理性质、切削条件、刀具几何形状和尺寸等。
通常情况下,金属材料的硬度越高,切削力越大。
切削条件包括切削速度、进给量和切削深度等,这些因素的变化也会直接影响到切削力的大小。
然后,切削力的变化规律。
切削力在切削过程中会发生变化,通常情况下呈现出先增大后减小的趋势。
在切削开始时,刀具与金属工件接触面上的切削力逐渐增大;当刀具的前沿与金属材料形成切屑后,切削力达到峰值;随着切屑的形成和断裂,切削力逐渐减小。
这种变化规律主要受切削材料的性质和切削条件的影响。
另外,切削力分析还需要考虑到切削温度对切削力的影响。
切削过程中,金属材料受到切削工具的高速运动和巨大压力作用,产生大量的摩擦热。
这会导致切削区域温度升高,从而影响切削力的大小和变化规律。
切削温度过高会导致材料变软,增加切削力和工具磨损,降低切削加工的质量和效率。