基于ANSYS模拟金属切削切削力变化的数值仿真
- 格式:docx
- 大小:194.67 KB
- 文档页数:6
金属切削理论大作业2017年04月1基于ANSYS金属切削过程的有限元仿真付振彪,2016201064天津大学机械工程专业2016级研究生机械一班摘要:本文基于材料变形的弹塑性理论,建立了材料的应变硬化模型,采用有限元仿真技术,利用有限元软件ANSYS,对二维正交金属切削过程中剪切层及切屑的形成进行仿真。
从计算结果中提取应力应变云图显示了工件及刀具的应力应变分布情况,以此对切削过程中应力应变的变化进行了分析。
关键词:有限元模型;切削力;数学模型;二维模型;ANSYS1 绪论1.1金属切削的有限元仿真简介在当今世界,以计算机技术为基础,对于实际的工程问题应用商业有限元分析软件进行模拟,已经成为了在工程技术领域的热门研究方向,这也是科学技术发展所导致的必然结果。
研究金属切削的核心是研究切屑的形成过程及其机理,有限元法就是通过对金属切屑的形成机理进行模拟仿真,从而达到优化切削过程的目的并且可用于对刀具的研发。
有限元法对切屑形成机理的研究与传统的方法相比,虽然都是对金属切削的模拟,但是用有限元法获得的结果是用计算机系统得到的,而不是使用仪器设备测得的。
有限元法模拟的是一种虚拟的加工过程,能够提高研究效率,并能节约大量的成本。
1.2研究背景及国内外现状最早研究金属切削机理的分析模型是由Merchant [1][2],Piispanen[3],Lee and Shaffer[4]等人提出的。
1945 年Merchant 建立了金属切削的剪切角模型,并确定了剪切角与前角之间的对应关系这是首次有成效地把切削过程放在解析基础上的研究,成功地用数学公式来表达切削模型,而且只用几何学和应力-应变条件来解析。
但是材料的变形实际上是在一定厚度剪切区发生的,而且它假设产生的是条形切屑,所以该理论的切削模型和实际相比具有很大的误差。
1951 年,Lee and Shaffer 利用滑移线场(Slip Line Field)的概念分析正交切削的问题。
基于有限元模拟的金属切削力分析金属切削力是在工业中广泛应用的一个重要参数,它对于刀具寿命、加工精度和机床刚度等方面都有着重要的影响。
为了准确地分析金属切削过程中的切削力,有限元模拟成为一种常见而有效的方法。
本文将基于有限元模拟来分析金属切削力,并探讨其在实际应用中的意义与挑战。
金属切削力分析是通过模拟金属切削过程中力的产生和传递来实现的。
有限元模拟是一种数值计算方法,将复杂的连续体问题离散化成有限个简单区域,通过数学方法求解区域内的物理方程,从而得到问题的解。
在金属切削力分析中,有限元模拟可以将工件、切削刀具和切削过程中的载荷等要素简化为有限个简单区域,通过建立适当的数学模型,计算得到切削力的分布和变化规律。
金属切削过程中的切削力主要包括切削力和法向力,它们受到多种因素的影响,如工件材料的力学性质、刀具材料和几何形状、进给速度和切削深度等。
有限元模拟可以模拟这些力的产生和传递过程,并通过仿真分析来评估不同工艺参数对切削力的影响。
在实际应用中,准确地预测金属切削力可以为工业生产提供重要的参考,比如在刀具选择、切削参数优化和切削质量控制等方面发挥重要作用。
然而,金属切削力的有限元模拟也面临着一些挑战。
首先,精确地建立金属切削力的数学模型是关键。
模型的建立需要考虑到金属切削过程中的热、力和位移等多重因素的相互作用,并综合考虑金属材料的非线性变形和切削效应等。
其次,有限元模拟需要准确地描述金属切削过程中的边界条件。
切削力的分析需要确定工件和刀具的接触情况、切削刃的磨损和热耗散等。
最后,有限元模拟还需要考虑到计算效率和准确性的问题。
随着计算资源的提升和算法的改进,有限元模拟在金属切削力分析中的应用也取得了不断的发展与完善。
在金属切削力分析的实际应用中,有限元模拟可以通过优化切削参数和改进工艺流程来降低切削力的大小,从而提高加工效率和零件质量。
同时,有限元模拟还可以为刀具设计提供科学依据,减轻刀具磨损和延长刀具寿命。
金属切削过程模拟的有限元仿真摘要: 本文在建立车削三维有限元模拟基础上,运用有限元对车削过程中车削的变形系数,工件与刀具的温度分布,切削力进行了模拟,并对结果进行了分析讨论。
该模拟的结果对实际工作有重要的现实作用。
关键词:切削 有限元 模拟1 绪 论1.1本课题的研究背景1.1.1微电子等领域突出的散热问题在现代工业领域,有很多专门用途的设备,它们的工作性能和工作效率取决于关键零件的结构和性能,如空气冷却器,热交换器的散热管,激光器热辐射表面,环保设备的过滤表面,螺纹表面等等。
我们把这类起特定作用的表面统称为“功能表面”。
这些表面大多数采用组装式结构(套装、镶嵌、钎焊、高频焊)、切削、滚压等方法加工。
早在19世纪中期,Jone 就提出在管内插入螺旋线以强化蒸汽的冷凝过程,从此人们就开始了在传热管等传热材料上进行翅加工技术的研究。
70年代出现能源危机,研究翅化管的加工技术及其强化传热机理有了进一步的发展,随着加工制造技术的不断进步,近20年来对强化换热元件的研究在化工、能源、制冷、航空、电子等工业部门有了很大的进展,各式各样的强化换热元件层出不穷,为提高传热效率作出了重要的贡献。
但是随着微电子及化工等领域,尤其是微电子领域对产品性能的无限追求,芯片集成度不断提高,带来致命的高热流密度,电子器件的冷却问题越来越突出。
英特尔公司负责芯片设计的首席执行官帕特-盖尔欣格指出,如果芯片耗能和散热的问题得不到解决,到2005年芯片上集成了2亿个晶体管时,就会热得象“核反应堆”,2010年时会达到火箭发射时高温气体喷射的水平,而到2015年就会与太阳的表面一样热。
目前芯片发热区域(cm cm 5.15.1 )上的功耗已超过105W ,且未来有快速增加的趋势。
芯片产生的这些热量如果不能及时散出,将使芯片温度升高而影响到电子器件的寿命及工作的可靠性,因而电子器件的有效散热方式已成为获得新一代电子产品的关键科学问题之一。
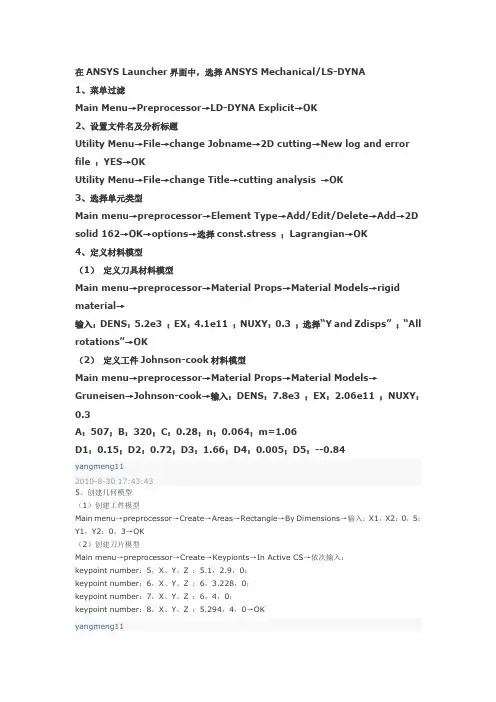
在ANSYS Launcher界面中,选择ANSYS Mechanical/LS-DYNA1、菜单过滤Main Menu→Preprocessor→LD-DYNA Explicit→OK2、设置文件名及分析标题Utility Menu→File→change Jobname→2D cutting→New log and error file :YES→OKUtility Menu→File→change Title→cutting analysis →OK3、选择单元类型Main menu→preprocessor→Element Type→Add/Edit/Delete→Add→2D solid 162→OK→options→选择const.stress ;Lagrangian→OK4、定义材料模型(1)定义刀具材料模型Main menu→preprocessor→Material Props→Material Models→rigid material→输入:DENS:5.2e3 ;EX:4.1e11 ;NUXY:0.3 ;选择“Y and Zdisps” ;“All rota tions”→OK(2)定义工件Johnson-cook材料模型Main menu→preprocessor→Material Props→Material Models→Gruneisen→Johnson-cook→输入:DENS:7.8e3 ;EX:2.06e11 ;NUXY:0.3A:507;B:320;C:0.28;n;0.064;m=1.06D1:0.15;D2:0.72;D3:1.66;D4:0.005;D5:--0.84yangmeng112010-8-30 17:43:435、创建几何模型(1)创建工件模型Main menu→preprocessor→Create→Areas→Rectangle→By Dimensions→输入:X1,X2:0,5;Y1,Y2:0,3→OK(2)创建刀片模型Main menu→preprocessor→Create→Keypionts→In Active CS→依次输入:keypoint number:5,X、Y、Z :5.1,2.9,0;keypoint number:6,X、Y、Z :6,3.228,0;keypoint number:7,X、Y、Z :6,4,0;keypoint number:8,X、Y、Z :5.294,4,0→OKyangmeng112010-8-30 17:44:006、网格划分(一)(1)对刀片进行网格划分Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取刀片边线→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:10→OK(2)对刀尖半圆进行网格划分Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取刀尖半圆→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:3→OK(3)确定刀片的单元属性Main menu→preprocessor→Meshing→Mesh Attributes→Picked Aeras→选取刀片→Apply→确定材料号和单元类型号为1→OK(4)刀片网格划分Main menu→preprocessor→Meshing→MeshTool→Mesh:Aeras;shape:Tri;free→Mesh→选取刀片→OK(二)(5)对工件进行网格划分切分工件Utility menu →Workplane→Wp settings→Grid and Triad→Minimum ,maximum:-5,5 ; Spacing:1.0→OK平移和旋转工作平面并用其切分工件Utility menu →Workplane→Offset wp by increm ens→X,Y,Z offsets:0,2.5,0;XY,YZ,ZX angle:0,90,0→OKMain menu→preprocessor→Modeling→operate→Booleans→Divide→Areas by wkplane→选取工件→OK取消工作平面显示Utility menu→workplane→Display workingplane→等分接触区域相关Y向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区Y向线段(两条)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:10→OK等分接触区域相关X向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区X向线段(两条)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:40→OK等分接触区域不相关Y向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区Y向线段(两条)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:25→OK等分接触区域不相关X向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区X向线段(底边)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:30→OK确定工件的单元属性Main menu→preprocessor→Meshing→Mesh Attributes→Picked Aeras→选取工件→Apply→确定材料号为2和单元类型号为1→OK工件网格划分Main menu→preprocessor→Meshing→MeshTool→Mesh:Aeras;shape:Quad;mapped→Mesh →选取工件→OKyangmeng112010-8-30 17:44:227、建立partMain menu→preprocessor→LS-DYNA options→part options→create all part→OK(part1:刀具;part2:工件)Plot→parts(不同颜色显示单元)8、定义接触信息Main menu→preprocessor→LS-DYNA options→contact→Define contact→surface to surf;Eroding;静、动摩擦系数为0.15、0.10→OK→弹出contact options对话框,确定接触件(工件),目标件(刀片)→OK9、施加边界条件Utility menu→select→Entities→Nodes :By Location :X Coordinates→Min,Max:-0.01,0.01;From Full→Apply(选中左侧边所有节点)Main menu→preprocessor→LS-DYNA options→Constraints→Apply→on nodes→pick All→All DOF→OKUtility menu→select→Entities→Nodes :By Location :Y Coordinates→Min,Max:-0.01,0.01;From Full→Apply(选中底边所有节点)Main menu→preprocessor→LS-DYNA options→Constraints→Apply→on nodes→pick All→All DOF→OK恢复整个模型的选择Utility menu→select→Everything10、对刀片施加初速度Main menu→preprocessor→LS-DYNA options→Initial Velocity→on parts→w/Nodal Rotate→选择part1,VX:-100→OK恢复整个模型的选择Utility menu→select→Everything11、设置能量控制选项Main menu→Solution→Analysis options→Energy options→打开所有能量控制选项→OK12、设置人工体积粘性选项Main menu→Solution→Analysis options→Bulks viscosity→Quadratic Viscosity Coefficient:1.0→OK13、设置时间步长因子Main menu→Solution→Time controls→Time step ctrls→Time step scale factor:0.6→OK14、设置求解时间Main menu→Solution→Time controls→Solution time→1e-3→OK15、设置结果文件输出步数Main menu→Solution→Output Controls→File output Freq→Number of steps→[EDRST]:50;[EDHTIME]:50→OK16、设置结果文件的输出类型Main menu→Solution→Output Controls→Output File Types→Add:ANSYS and LS-DYNA→OK 17、输出K文件Main menu→Solution→Write jobname.K18、求解Main menu→Solution→Solve19、后处理(暂时不管)。
金属难加工材料切削及刀具磨损虚拟仿真报告(一)金属难加工材料切削及刀具磨损虚拟仿真报告挑战:金属难加工材料的切削加工•金属难加工材料的定义•高温、高硬度导致的切削困难•切削加工的关键问题方法:利用虚拟仿真技术进行分析•虚拟仿真技术的定义和优势•应用虚拟仿真技术分析金属难加工材料的切削行为•仿真模型的建立和参数设置结果:切削过程中的问题及研究成果•切削力的变化规律及影响因素•切削温度的分布和变化趋势•切削表面质量和切削力之间的关系讨论:刀具磨损与切削性能的关系•刀具磨损的原因和影响因素•切削力和刀具磨损的关系•如何通过优化切削参数延缓刀具磨损总结:虚拟仿真技术在切削加工中的应用前景•虚拟仿真技术的优势和局限性•未来发展方向和研究重点•为实际切削加工提供参考和决策依据金属难加工材料切削及刀具磨损虚拟仿真报告挑战:金属难加工材料的切削加工•金属难加工材料的定义–金属难加工材料是指具有高硬度、高强度和高耐磨性的金属材料,如钛合金、高速钢等。
•高温、高硬度导致的切削困难–由于金属难加工材料的硬度较高,切削时需要更大的切削力。
–高温会导致材料软化和脆性增加,使刀具损耗加剧。
•切削加工的关键问题–如何降低切削力和温度,提高切削效率和加工质量。
方法:利用虚拟仿真技术进行分析•虚拟仿真技术的定义和优势–虚拟仿真技术利用计算机模拟真实物理过程,可以减少实验成本、提高研究效率。
–通过虚拟仿真可以提前预测切削加工过程中的各种参数和结果。
•应用虚拟仿真技术分析金属难加工材料的切削行为–通过建立切削仿真模型,可以模拟金属难加工材料在切削过程中的变形、热力分布等行为。
–利用仿真结果可以分析切削力、切削温度和切削表面质量等参数的变化趋势。
•仿真模型的建立和参数设置–建立金属难加工材料的切削仿真模型。
–设置切削参数,如切削速度、进给速度和切削用量。
–调整模型和参数以获得准确的仿真结果。
结果:切削过程中的问题及研究成果•切削力的变化规律及影响因素–切削力随着切削速度的增加而增加,随着进给速度的增加先增加后减小。
江苏科技大学本科毕业设计(论文)学院机电与汽车工程学院专业机械电子工程学生姓名周华兵班级学号1145523238指导教师邱小虎二零一五年六月江苏科技大学本科毕业论文基于Ansys的金属切削过程分析研究Research on metal cutting process based on Ansys摘要本文通过对金属切削过程进行深入的理论分析,以材料变形的弹塑性有限元理论为基础,建立了45号钢材料的正交切削有限元分析模型,借助大型商业有限元软件ANSYS 强大的大变形分析功能,对45号钢材料正交金属切削过程进行了模拟分析。
对切削过程中的两个重要部分:应力场、温度场进行模拟分析。
由于在现有的ANSYS软件中,用于切削过程分析中的直接热结构耦合单元较少,且分析过程大多不稳定,难度较大,在本文中分别采用不同的单元类型和分析类型将应力和热分开分析,得到更稳定直观的分析结果。
在应力场分析中,讨论了工件的残余应力、残余应变、切削过程中工件、切屑、刀具的应力分布,以及工件与切屑的接触类型,切削分离等问题。
在温度场分析中,单独考虑工件与刀具的接触类型,为相对滑动,因此建立了两者的滑动摩擦分析模型,通过模拟切削过程中的摩擦生热,分析了工件和刀具在切削过程中的温度场分布。
通过对金属切削过程的模拟研究,能得到直观的变量数据,对深入研究切削机理、设计和选用相关的切削工艺参数提供重要的理论指导和参考依据。
关键词:ANSYS;金属切削;有限元;应力场;温度场AbstractMetal cutting process is theoretically analyzed in the paper,Based on the elastic-plastic finite element theory of material deformation,The FEA model of the orthogonal cutting of 45 steel materials is established,With the large commercial finite element software ANSYS powerful large deformation analysis function,A simulation analysis of the orthogonal metal cutting process of the 45 steel material is carried out.Two important parts of cutting process: stress field and temperature field simulation analysis.Because of the existing ANSYS software, the direct thermal structure coupling unit is less, and the analysis process is mostly unstable, and it is difficult to process.In this paper, the stress and heat of different element types and analysis types are separately analyzed, and more stable and intuitive results are obtained.In the analysis of stress field, and discusses the workpiece residual should force, residual strain, cutting in the process of workpiece and cutting chip, tool stress distribution, and the workpiece and chip contact type, the cutting separation.In the temperature field analysis, the contact types of the workpiece and the cutter are considered separately, and the sliding friction model is established,Through the simulation of friction heat in the cutting process, analyzes the distribution of workpiece and cutting tool in the cutting process the temperature field.Through the simulation study on the metal cutting process, intuitive variable data, in-depth study of cutting mechanism, design and selection of the cutting parameters provide important theoretical guidance and reference for.Keywords: ANSYS;metal cutting;FEA;stress field; temperature field目录第一章绪论------------------------------------------------------------ 1 1.1 研究的目的和意义---------------------------------------------------- 11.1.1研究目的---------------------------------------------------------11.1.2研究意义---------------------------------------------------------2 1.2金属切削过程有限元模拟的国内外研究现状-------------------------------21.2.1国外研究现状-----------------------------------------------------21.2.2国内研究现状-----------------------------------------------------3 1.3金属切削模拟技术存在的问题-------------------------------------------3 1.4 ANSYS----------------------------------------------------------------41.4.1简介-------------------------------------------------------------41.4.2 ANSYS分析计算流程----------------------------------------------- 5 1.5本论文的主要工作-----------------------------------------------------6 第二章金属切削理论基础------------------------------------ 72.1金属切削变形理论-----------------------------------------------------72.1.1金属切削过程概述-------------------------------------------------72.1.2金属切削变形的三个变形区域---------------------------------------7 2.2切削力的来源---------------------------------------------------------8 2.3金属切削过程中的应力-------------------------------------------------9 2.4金属切削温度场理论--------------------------------------------------112.4.1切削温度场的概述------------------------------------------------112.4.2切削热的产生与传出----------------------------------------------12 第三章金属切削过程的有限元建模与分析---------------------------143.1金属切削应力场的有限元分析------------------------------------------143.1.1建立几何模型----------------------------------------------------143.1.2材料属性及材料的本构关系----------------------------------------153.1.3建立有限元模型与网格划分----------------------------------------163.1.4定义接触对------------------------------------------------------173.1.5求解设置--------------------------------------------------------18 3.2金属切削温度场有限元分析--------------------------------------------203.2.1建立几何模型----------------------------------------------------203.2.2定义材料属性----------------------------------------------------203.2.3建立有限元模型与网格划分----------------------------------------203.2.4定义接触对------------------------------------------------------213.2.5求解设置--------------------------------------------------------22 第四章金属切削有限元分析结果-------------------------------------244.1金属切削应力场有限元分析结果----------------------------------------244.1.1切屑等效塑性应变分布--------------------------------------------244.1.2切屑等效应力分布------------------------------------------------264.1.3刀具的应力分布--------------------------------------------------29 4.2金属切削温度场有限元分析结果----------------------------------------32 第五章总结与展望----------------------------------------------------345.1总结----------------------------------------------------------------34 5.2未来展望------------------------------------------------------------34 致谢-------------------------------------------------------------------- 36参考文献--------------------------------------------------------------- 37第一章绪论1.1研究的目的和意义1.1.1研究目的在机械制造行业中,金属切削是一种非常重要的加工方式。
河南科技学院2009届本科毕业论文(设计)论文题目:基于ANSYS的切削加工受力分析学生姓名:李敏芝所在院系:机电学院所学专业:机械设计制造及其自动化导师姓名:付素芳王占奎完成时间:2009年5月摘要金属切削是机械制造行业中的一类重要的加工手段。
早在一百多年前人们就已经开始了对金属切削过程的研究。
由于金属切削本身具有非常复杂的机理,用传统的研究方法研究非常困难。
本文应用有限元分析方法,利用材料变形的弹塑性理论及金属切削基本原理,建立工件材料的模型,借助大型商业有限元分析软件ANSYS, 通过输入材料性能参数、建立有限元模型、施加约束及载荷、计算, 对正交金属切削的受力情况进行了模拟。
最后得出应力云图,进行切削加工中的工件和刀具的受力情况分析。
关键词:有限元分析,ANSYS,金属切削AbstractMetal-cutting machinery manufacturing industry in a class of important means of processing. As early as more than 100 years ago, people have begun the process of metal cutting research. As a result of metal-cutting itself is very complex mechanism, using the traditional method of study very difficult. In this paper, finite element method, using materials of the elastic-plastic deformation theory and the basic principles of metal cutting, the establishment of the workpiece material model, with large commercial finite element analysis software ANSYS, the importation of material properties through the establishment of the finite element model, to impose constraints and load calculated for the orthogonal metal cutting forces are simulated. Came to the conclusion that the stress image, the cutting of the workpiece and tool in the analysis of the forces.Key words: finite element analysis, ANSYS, metal-cutting1绪论金属切削是机械制造行业中的一类重要的加工手段。
㊀第2期2019年4月机电元件ELECTROMECHANICALCOMPONENTSVol 39No 2Apr 2019㊀收稿日期:2018-12-14综述与简介基于ANSYS薄壁零件铣削加工变形仿真研究周建华ꎬ刘㊀志(贵州航天电器股份有限公司ꎬ贵州贵阳ꎬ550009)㊀㊀摘要:针对薄壁零件(一边固定ꎬ其他边自由的矩形)铣削加工变形问题ꎬ利用经验公式建立了其静态铣削力预测模型ꎮ同时ꎬ在ANSYSWorkbench14.5软件环境下ꎬ结合实际加工参数ꎬ研究了在给定铣削力作用下ꎬ铣刀切削位置和零件壁厚对加工变形产生的影响ꎬ并得出其加工变形规律及预防措施ꎬ为该类零件的加工提供理论依据和技术支撑ꎮ关键词:薄壁零件ꎻ加工变形ꎻ铣削加工ꎻ有限元分析Doi:10.3969/j.issn.1000-6133.2019.02.016中图分类号:TN784㊀㊀㊀㊀文献标识码:A㊀㊀文章编号:1000-6133(2019)02-0060-05ResearchonSimulationofMillingMachiningDeformationofThin-WalledPartsBasedonANSYSZHOUJianhuaꎬLIUZhi(GUIZHOUSPACEAPPLIANCECO.ꎬLTD.ꎬGuizhouGuiyang550009ꎬChina)Abstract:Forthethin-walledparts(onesidefixedandtheothersidefreerectangle)millingdeformationproblemꎬandthestaticmillingforcepredictionmodelhadbeenestablishedbytheempiricalformula.AtthesametimeꎬwhichundertheenvironmentofANSYSWorkbench14.5softwareꎬtheeffectofthemillingcuttercuttingpo ̄sitionandwallthicknessonthemachiningdeformationunderagivenmillingforcewerestudiedbycombiningwithactualmachiningparameters.Andtheprocessingdeformationlawandpreventivemeasureswereobtainedtoprovidethetheoreticalbasisandtechnicalsupportfortheprocessingoftheseparts.Keywords:Thin-WalledPartsꎻMachiningdeformationꎻMillingmachiningꎻFiniteelementanalysis1㊀前言由于薄壁零件具有重量轻㊁强度高㊁造型美观等优点ꎬ被广泛应用于航空航天㊁汽车等各种领域中ꎬ但是由于自身结构特点ꎬ其刚度较低ꎬ加工余量大ꎬ加工工艺性较差ꎬ在切削加工过程中很容易发生变形ꎬ这严重影响着其加工表面质量[1]ꎮ因此ꎬ对其加工变形的原因及变形规律进行研究尤为重要ꎮ为了更直观地㊁更准确地对薄壁零件(一边固定ꎬ其他边自由的矩形)铣削加工变形进行研究和控制ꎬ本文结合了其自身结构特点和实际加工参数ꎬ利用ANSYSWorkbench14.5仿真平台对薄壁零件铣削加工变形规律进行数值仿真研究ꎬ并在此基础上提出了相应的预防措施ꎬ为进一步进行薄壁零件的数控补偿加工和切削参数的优化提供研究基础ꎮ2㊀变形机理分析2.1㊀零件结构分析如图1所示ꎬ该薄壁零件材料为2AL2铝合金ꎬ外形尺寸为104mmˑ50mmˑ2mmꎮ由于在铣削加工过程中ꎬ其厚度方向上的尺寸慢慢接近于2mm时ꎬ导致零件刚度也随之逐渐变低ꎬ待铣削加工结束后ꎬ能较直观地观察到薄壁零件发生明显的弯曲变形ꎬ严重影响其加工表面质量ꎮ图1㊀薄壁零件铣削加工示意图2.2㊀加工变形影响因素分析在薄壁零件铣削加工过程中ꎬ导致其变形加工的因素有很多ꎬ比如:毛坯材料属性㊁零件结构㊁切削参数及刀具参数等ꎬ其中零件受力发生变形是影响其加工变形最为显著的因素ꎮ此外ꎬ零件内部的残余应力及热变形等也是影响其加工变形的重要因素[2]ꎮ针对如图1所示的薄壁零件变形问题ꎬ假设不受其他因素的影响ꎬ本文在此重点对其受到铣削力的作用下的变形问题进行研究ꎮ3㊀铣削力预测模型的建立虽然国内外很多学者对铣削力预测模型做了大量的研究ꎬ试图获得与实际铣削加工过程中铣削力变化一致的数学模型ꎬ但是铣削加工是一个复杂的过程ꎬ无法获得较为准确的数学模型ꎮ在实际工程应用中ꎬ一般用试验获得的经验公式对铣削力进行数学建模ꎬ经验公式用来表达金属切削过程中各种现象与切削因素的关系ꎬ包括刀具㊁工件材料㊁切削参数等因素的影响ꎮ针对如图1所示的薄壁零件进行加工变形研究ꎬ选用顺铣的方式进行加工ꎬ并结合实际加工过程中其余相关参数ꎬ则通过查阅机械加工工艺手册获得其铣削力为(由于在x㊁z方向上的切削力对加工变形产生的影响较小ꎬ可忽略[2])Fy=14ˑ118ˑap1ˑf0.75zˑa0.85eˑZˑd-0.73ˑn-0.1ˑ0.8=62N式中:ap 轴向切深ꎬap=15mmꎻfz 每齿进给量ꎬfz=0.2mm/zꎻae 径向切深ꎬae=1mmꎻZ 刀具齿数ꎬZ=8ꎻd 刀具直径ꎬd=12mmꎻn 主轴转速ꎬn=3000r/minꎮ4㊀有限元仿真分析4.1㊀ANSYSWorkbench的优势ANSYSWorkbench与经典ANSYS相比ꎬ其优势较为明显:支持与ANSYS系统求解器的进行交互ꎬ集成了ANSYS旗下的大部分软件ꎬ可以将不同模块组合ꎬ进行数据交换ꎬ方便工程应用ꎻ与CAD软件能实现无缝连接ꎬ不会出现像经典ANSYS那样造成三维模型数据丢失㊁干涉等问题ꎻ此外ꎬ其操作界面更加人性化ꎬ能让人很快熟悉其操作ꎬ从而提高实际工程问题的仿真效率[3]ꎮ针对以上优势及现有条件ꎬ本文选用ANSYSWorkbench14.5的仿真平台对薄壁零件铣削加工变形进行仿真研究ꎮ4.2㊀总体仿真方案分析在给定铣削力的条件下ꎬ对薄壁零件铣削加工变形的主要因素有:铣刀切削位置(刀具进给方向和刀具轴向方向)㊁壁厚ꎬ本文采用单一变量原则ꎬ分别对上述因素进行仿真研究ꎬ其总体仿真方案如图2所示ꎬ其中结构分析类型采用结构静力分析来对薄壁零件铣削加工变形进行计算ꎻ输入参数为工16㊀第2期周建华等:基于ANSYS薄壁零件铣削加工变形仿真研究件材料属性ꎬ即2AL2铝合金材料的属性ꎬ其弹性模量为280GPaꎬ泊松比为0.33ꎬ屈服强度为326MPaꎬ切变模量为26GPaꎻ网格划分采用默认solid186单元进行分析ꎻ由于铣削力通过沿刀具螺旋线方向均布施加在工件上ꎬ同时切削刃与工件接触长度较短ꎬ因此载荷可近似当作是线性载荷[4]ꎮ图2㊀总体仿真方案4.3㊀铣刀切削位置对加工变形的影响(1)载荷在刀具进给方向变化时的影响在研究该因素的影响时ꎬ假设铣刀在刀具轴向方向始终为z=35~50mmꎬ则施加在工件上的线载荷可通过计算为4133N/mmꎮ而在x方向上分别取x=0mmꎬx=8mmꎬx=16mmꎬx=24mmꎬx=32mmꎬx=40mmꎬx=48mmꎬx=56mmꎬx=64mmꎬx=72mmꎬx=80mmꎬx=88mmꎬx=96mmꎬx=104mm的位置上分析工件的变形情况ꎮ当x=0mm时ꎬ工件的变形及等效应力云图如图3和图4所示ꎬ从图中可看出其最大变形量为0.26mmꎬ最大应力为108.78MPaꎮ分别求出上述位置薄壁零件的最大变形量ꎬ其变形量如表1所示ꎬ利用MATLAB软件绘制出载荷在刀具进给方向移动时的薄壁零件的变形曲线ꎬ如图5所示ꎮ图3㊀x=0时工件的变形图4㊀x=0时工件的等效应力云图表1㊀载荷在刀具进给方向移动时的变形数据㊀㊀㊀位置变形量x=0x=8x=16x=24x=32x=40x=48x=56x=64x=72x=80x=88x=96x=104变形量/mm0.260.220.1860.1530.1360.1280.1240.1280.1280.1360.1530.1860.220.2626机电元件2019年㊀图5㊀载荷在刀具进给方向移动时的薄壁零件的变形曲线㊀㊀由图5中可知ꎬ载荷在刀具进给方向移动时的薄壁零件的变形曲线近似是一个对称轴为x=52mm的抛物线ꎬ在x=0和x=104处变形量值最大ꎬ而在x=52处变形量最小ꎬ这主要是因为受到工件材料自身的约束作用ꎬ在加工薄壁零件两边时很容易发生较大的变形ꎬ而在中间位置时不易发生变形ꎮ(2)载荷在刀具轴线方向变化时的影响在研究该因素的影响时ꎬ假设铣刀在x=16mm的方向上保持不变ꎬ而在z方向分别为取20~30mm㊁25~35mm㊁30~40mm㊁35~45mm㊁40~50mm的位置处来分析工件的变形情况ꎮ同理ꎬ根据载荷在刀具进给方向变化时的影响的分析方法ꎬ逐一对上述位置进行仿真分析ꎬ将得到工件的最大变形量ꎬ如表2所示ꎬ然后利用MATLAB软件绘制出载荷在刀具轴线方向变化时的影响曲线ꎬ如图6所示ꎮ从图6中可看到ꎬ载荷在刀具轴线方向变化时的影响曲线近似是一条直线ꎬ呈递增方式增大ꎬ当加工z=40~50mm处工件变形量最大ꎬ其值为0.15mmꎮ因此ꎬ在加工过程中ꎬ为了避免产生较大变形ꎬ提高加工效率ꎬ可以采用分层加工的方法ꎬ根据加工不同层选用不同的加工参数ꎬ使零件的变形量控制在一定的范围内ꎮ表2㊀载荷在刀具进给方向移动时的变形数据㊀㊀㊀㊀位置变形量z=20z=25z=30z=35z=40变形量/mm0.0580.080.1020.1260.15图6㊀载荷在刀具轴线方向变化时的影响曲线4.4㊀零件壁厚对加工变形的影响假设铣刀在x=16mmꎬz=37~50mm处保持不变ꎬ分别取工件壁厚为1.4mm㊁1.6mm㊁1.8mm㊁2mm㊁2.2mm㊁2.4mm㊁2.6mm来分析壁厚对零件加工变形的情况ꎮ在ANSYSWorkbench14.5中逐一对上述情况进行仿真得到零件变形量ꎬ如表3所示ꎬ然后利用MATLAB软件绘制出壁厚对加工变形的影响曲线ꎬ如图7所示ꎮ图7㊀壁厚对加工变形的影响曲线36㊀第2期周建华等:基于ANSYS薄壁零件铣削加工变形仿真研究表3㊀壁厚变化的变形数据㊀㊀㊀㊀壁厚变形量1.41.61.822.22.42.6变形量/mm0.5390.3620.2540.1860.140.1080.085㊀㊀由图7可知ꎬ在相同载荷下ꎬ薄壁零件的最大变形量与其壁厚近似成反比关系ꎬ随着壁厚值的增大ꎬ零件越不容易产生变形ꎬ这主要是因为随着壁厚值的增加ꎬ零件的刚度值也随着增大ꎬ故越不容易产生变形ꎮ5㊀结论结合实际加工参数ꎬ利用ANSYSWorkbench14.5软件对薄壁零件铣削加工变形进行了数值仿真分析ꎮ通过仿真结果可以看出ꎬ在给定静态铣削力作用下ꎬ壁厚的变化对变形的影响很大ꎬ铣刀切削位置的变化对变形的影响也较大ꎮ因此ꎬ在满足加工质量的前提下ꎬ应适当增加薄壁零件的刚度ꎬ采用分层加工和数控补偿技术的方法进行加工ꎬ为进一步对其他影响薄壁零件加工变形的因素展开研究具有重要意义ꎮ参考文献[1]㊀王晓健.基于ANSYSWorkbench的薄壁件加工工艺优化[J].机械工程师ꎬ2017ꎬ5:150-151. [2]㊀田庆.铝合金薄壁零件铣削加工仿真分析与试验研究[D].上海交通大学ꎬ2014.[3]㊀喻永巽.ANSYSWorkbench的应用现状及分析[J].机电工程技术ꎬ2014ꎬ9(43):138-140.[4]㊀黄志刚ꎬ柯映林.飞机整体框类结构件铣削加工的模拟研究[J].中国机械工程ꎬ2004ꎬ15(11):991-995.(上接第59页)4.2.3㊀全输出矩阵全输出矩阵是指在同一时刻任何输入端均可连接到所有输出端ꎮ通常在每个输入端设置一个功分器ꎬ并在每个输出端设置一个单刀多掷射频同轴继电器ꎮ一般地ꎬ全输出矩阵与多通道矩阵具有相同的能力ꎬ只是增加了输出能力而已ꎮ如图8所图8㊀全输出3ˑ3矩阵示全输出矩阵示意图ꎮ全输出矩阵由于增加功分器会下降插损和隔离指标ꎬ所以通常在所有输出端增加放大器来补偿和改善插损和隔离指标ꎮ5㊀结论射频同轴继电器由于宽带性能宽㊁传输功率高㊁射频性能优异㊁隔离度好㊁易组装且应用广泛ꎬ而成为最主要且最经典的射频开关类型ꎮ射频微波㊁通信㊁军事㊁航空航天等主要应用领域的快速发展ꎬ对传统射频同轴继电器产生了重要影响ꎬ使经典的射频同轴继电器出现新的特点和趋势:小型化㊁高性能㊁高可靠㊁集成化㊁防静电放电㊁抗无源互调(PIM)等ꎮ这些趋势值得我们关注研究ꎬ以此把握技术发展的脉搏和市场发展的方向ꎮ46机电元件2019年㊀。
论文题目:基于ANSYS的切削加工过程温度场的分析学生姓名:所在院系:机电学院所学专业:机械设计制造及其自动化导师姓名:完成时间:摘要在切削金属过程中所消耗的能量几乎90% 以上都转化为热, 致使工件、切屑和刀具的温度都上升, 其中刀具的温升与切削机理及切削参数密切相关, 并且直接影响刀具的磨损及其使用寿命.以传热学为基础,用有限差分数值方法, 对二元切削加工过程中切削区域温度场进行了计算机模拟。
并以金刚石和硬质合金刀具切削钛合金为例, 进行了切削温度计算。
经ANSYS分析, 模拟计算效果图与实测切削温度值吻合良好。
这不削计算机模拟是可行的,同时也为探索难加工材料的切削加工特性提供了一种新的解析方法,可节省大量实验,为进一步预测最佳切削过程、指导新型刀具材料的开发奠定了基础。
关键词:ANSYS,切削温度,解析预测,有限差分AbstractBased on heat transfer, by using a finite difference numerical method and per2sonal computer, temperature field at cut ting area in two dimensional machining processes is pre2dicted. Take machining titanium alloy by using diamond too l and carbide too l for examples, the cutting temperature is calculated. The calculated temperature is in good agreement with that measured. This indicates that computer simulation of cutting temperature is applicable. It also provides a new analytic method for the study of cutting and processing features of hard process2ing materials. A large amount of experiments will be saved thus. It lay a for p redict2ingthe optimum cut ting process and instructing the development of new cutter materials.Key words:ANSYS,Cut ting temperature,Analytic prediction,Finite difference目录1绪论 (1)1.1概述 (1)1.2 研究切削温度的意义 (1)1.3 切削温度在国内外的研究现状 (2)1.4研究目的、意义和内容 (2)2.ANSYS软件简介 (3)2.1 ANSYS 的定义 (3)2.2 ANSYS软件的内容 (3)2.3 ANSYS软件提供的分析类型 (4)3 ANSYS 对物体的热分析 (5)3.1热分析简介 (5)3.2 ANSYS热分析特点 (5)4 ANSYS在实例中的应用 (6)4.1 定义工作文件名和工作标题 (6)4.2 定义单元类型 (7)4.3 定义材料性能参数 (8)4.4建模 (12)4.5划分网格 (15)4.6加载求解 (18)4.7查看结果 (22)4.8 结果分析 (22)5致谢 (23)6参考文献 (24)1绪论1.1概述在机械制造业中,虽然已发展出各种不同的零件成型工艺,但目前仍有90 %以上的机械零件是通过切削加工制成。
基于ANSYS的平面端铣模态及切削响应分析软件仿真在工程领域中的应用日益广泛,特别是在机械制造领域。
ANSYS作为广泛应用的有限元分析软件,在机械制造领域中具有重要的地位。
本文以平面端铣为例,探讨基于ANSYS的平面端铣模态及切削响应分析,旨在通过仿真分析的方法,为实际生产提供参考。
一、背景介绍端铣是一种常见的金属切削加工工艺,通过旋转的刀具在工件上进行切削,常用于平面、凸、凹面的加工。
平面端铣是其中的一种类型,主要用于对工件平面进行加工。
在实际的加工过程中,需要对刀具的结构及切削过程进行分析和优化,以确保加工质量和效率。
基于ANSYS的模态分析可以用来研究刀具在振动条件下的响应,帮助工程师改善刀具的结构设计,减少振动和噪音,提高切削精度和表面质量。
切削响应分析可以模拟切削过程中的力、温度等参数,帮助优化切削参数和工艺。
二、模态分析1. 几何建模需要对平面端铣刀具进行几何建模。
在ANSYS中,可以通过几何建模模块创建刀具的三维模型,包括刀具刃部、刀柄、刀夹等部分。
建模过程中需要考虑刀具的实际结构和尺寸,并根据实际使用情况添加刀尖圆弧、刃部锥度等细节。
2. 材料属性定义在模态分析中,需要对刀具材料的力学性能进行定义。
通常,刀具使用的材料为高速钢、硬质合金等。
在ANSYS中,可以通过材料属性定义模块设置刀具的杨氏模量、泊松比、密度等材料参数。
3. 网格划分网格划分是有限元分析中的重要步骤,直接影响仿真结果的准确性。
对平面端铣刀具进行网格划分时,需要注意刀具刃部、刀柄等部位的细节,尽可能保证网格的均匀性和密度。
通过对刀具进行固定约束条件和激励载荷条件的设置,可以进行模态分析。
在模态分析结果中,可以得到刀具的自由振动模态和频率,以及各模态下的振动形状和振动频率值。
模态分析的结果可以帮助工程师了解刀具在振动条件下的响应行为,如振动模态、主要受力部位等。
根据分析结果,可进行刀具结构的优化设计,以减小振动幅值,提高切削性能。
天津工业大学毕业设计(论文)题目:基于ansys的车床切削温度仿真研究姓名学院机械工程学院专业机械工程及自动化指导教师职称摘要切削温度是反映高速切削加工过程的一个童要的物性指标,是影响刀具磨损、刀具寿命和产品表面完整性及加工质量的重要因素,成为很重要的研究课题。
本论文建立切削区温度场的传热模型,用热源法对剪切热源和刀/屑摩擦热源的温度场进行理论计算,得出剪切热源产生的工件和切屑的温度场分布方程和刀/屑摩擦热源产生的刀具和切屑的温度场分布方程,最后求出二者共同作用下刀具和切屑的温度场分布方程。
建立热豁塑性有限元模型,运用ansys对切削过程中的温度场进行数值模拟。
得出切削过程中的温度场分布,最高温度集中在刀/屑接触面上刀尖附近的局部区域内。
最高温度随子步的变化曲线表明切削的初始阶段,温度上升很快,随着切削地进行,温度的变化趋于平缓,最后达到稳态。
切削达到稳态后,垂直已加工工件表面的温度变化曲线表明只有工件表面一薄层发生温度变化,工件内部温度几乎不变。
从刀/屑接触面上前刀面的温度分布曲线,可以看出刀具上温度的最高点并不在刀尖处,而是位于前刀上距离刀尖不远的地方。
在单因素条件下,分别改变切削速度、切削厚度和刀具前角,得出了切削速度、切削厚度和刀具前角对切削温度的影响曲线。
仿真结果与文献试验结果变化趋势一致。
关键词:ansys ; 切削温度 ; 热源法 ; 高速ABSTRACTCutting temperature during high speed machining operation has been recognized as a major factor that influences the tool life,the machined surface integrity and its quality.It has been an important research project.In the Paper,the heat transfer model of cutting temperature field has been built.Theoretic study about shear plane heat source and tool一chip interface friction heat source is carried out with the method of heat source.The temperature field distribution of chip and workpiece due to shear plane heat source is determined by this method.The temperature field distribution of chip and tool due to tool-chip interface friction heat source is also obtained.Then temperature field distribution of chip and tool due to combined both sources is derived.This paper builds thermo-viscoplastic model and carries out the finite element simulations of cutting temperature field by finite element software.The temperature field distribution indicates that the highest temperature focuses on the local region near to the tooltip at the tool-chip interface.From the dynamic cutting simulation,the curve of the highest temperature variation with step indicates that at the early stage of cutting,temperature increases very rapidly and its change is slower and slower during cutting period until reaching steady state.When reaching steady state cutting,the temperature variation curve of machined surface along cutting depth direction indicates that the temperature only a thin layer of work Piece rise while the local workpiece temperature doesn't change much.During steady state cutting process,the maximum temperature occurs away from the tooltip rather not the tooltip can be obtained from the rake face temperature curve of the tool-chip interface.The effect of the cutting parameters such as cutting velocity,the cutting depth,rake angle on the cutting temperature has been studied.The computed conclusions show good agreement with those of literatures. Keywords: ansys;cutting temperature ;heat source method ;high speed目录第一章绪论............................ 错误!未定义书签。
基于ANSYS/ LS-DYNA的金属切削技术研究摘要:运用ANSYS/LS-DYNA有限元分析软件对WC硬质合金刀具切削45#钢的过程进行有限元仿真。
分析了建立有限元模型时的关键技术,研究了切削的应力变化过程,并对切削速度、切削厚度和刀具前角对切削力的影响进行了分析,可为金属切削技术的研究提供参考。
关键词:金属切削;应力;切削力0 引言金属切削加工是指利用金属切削刀具从毛坯或半成品上切去多余的材料,从而获得符合预定技术要求的零件或半成品的一种加工技术。
计算机技术的发展推动了金属切削加工模拟技术的进步,有限元法应用于加工过程的模拟,具有动态性、高度非线性等特点。
仿真结果能够达到所需的精度,可靠性高,还能得出许多在试验中很难测量的数据。
本文利用ANSYS/LS-DYAN软件建立金属的正交切削有限元模型,对WC硬质合金刀具切削45#钢的过程进行分析。
1 有限元模型1.1 建立几何模型在ANSYS/LS-DYNA中有Lagrange、Euler和ALE 3种算法,本文采用Lagrange法。
采用这种方法时,物体结构形状的变化和单元网格的变化是完全一致的,材料不会在单元与单元之间发生流动。
在ANSYS的前处理器中建立二维模型,刀具的几何参数为:前角=12°,后角=15°,工件取长15mm,高7mm的矩形。
定义有限单元类型为PLANE162。
1.2 建立材料模型在金属切削过程中,材料的行为是非线性的,工件模型采用Johnson-Cook模型,刀具可看成线性弹性模型。
刀具材料为WC硬质合金,密度为15700kg/m3,弹性模量为652GP a,泊松比为0.22;工件材料为45钢,材料参数如表1。
Johnson-Cook模型如下:1.3 网格划分网格划分是有限元模拟的基础,它关系到有限元计算的速度和精度,以至计算的成败。
将工件进行切分,分为上下两部分,上半部分高3mm,为切削区。
切削区网格进行细分,得到工件的网格数为6000,刀具网格数为400。
基于ANSYS/LS-DYNA的钢弹侵彻钢板数值模拟摘要:利用ANSYS/LS-DYNA有限元软件Lagrange算法,对钢弹以一定的角度斜侵彻厚钢板进行了全过程的数值模拟,求解着速度为1000m/s左右的钢弹侵彻钢板的动力响应时间历程,获取钢弹侵彻钢板的速度、加速度和Von-Mises应力云图,帮助我们分析高速碰撞过程并量化碰撞过程中物质内部的变化。
关键词:有限元分析ANSYS LS-DYNA钢弹侵彻数值模拟0 引言钢弹侵入是十分复杂的固体动力学问题,其大量的中间过程如弹、靶的相对速度,弹靶接触面运动规律,应力分布与传播,能量和动能的转化等难以通过理论分析与计算得到。
数值分析方法为研究钢板侵彻问题提供了良好的教学手段,通过对钢弹及钢板在侵彻过程中网格变化,记录钢弹与钢板作用过程的全部信息,从而反映真实的侵彻过程。
1 ANSYS/LS-DYNA有限元软件ANSYS/LS-DYNA是由美国公司开发的一款软件,由于ANSYS/LS-DYNA程序有强大的数值模拟功能,它在民用和国防工业领域有广泛的应用。
主要涉及爆破工程的安全分析流体结构相互作用;战斗部结构的设计分析;内弹道发射对结构的动力响应分析;侵彻过程及爆炸成坑模拟分析;军用设备和结构设施受碰撞和爆炸冲击加载的结构动力分析;超高速碰撞模拟分析等。
本文采用了ANSYS/LS-DYNA有限元分析软件对钢弹侵彻钢板进行数值模拟、仿真与分析。
2 有限元模型2.1 钢弹侵彻3cm钢板计算机算法和材料模型选择本试验属于典型的钢弹侵彻钢板问题,钢弹速度中等,属于中速撞击范围。
钢弹及钢板计算模型如图1所示。
图1 模型示意图钢弹尺寸(直径1.5cm ,长度5.0cm )与钢板尺寸(厚度3.0cm,长度30.0cm 宽度30.0cm)相比要小得多,可以认为钢板是无限域。
在这种情况下,钢板可视为轴对称体,由于钢弹也为轴对称体,为了简化问题的计算,在分析的过程中只建立二分之一个模型。
ansys中LS-DYNA 2D金属切削模拟步骤在ANSYS Launcher界面中,选择ANSYS Mechanical/LS-DYNA1、菜单过滤Main Menu→Preprocessor→LD-DYNA Explicit→OK2、设置文件名及分析标题Utility Menu→File→change Jobname→2D cutting→New log and error file :YES→OK Utility Menu→File→change Title→cutting analysis →OK 3、选择单元类型Main menu→preprocessor→Element Type→Add/Edit/Delete→Add→2D solid162→OK→options→选择const.stress ;Lagrangian→OK 4、定义材料模型(1)定义刀具材料模型Main menu→preprocessor→Material Props→Material Models→rigid material→ 输入:DENS:5.2e3 ;EX:4.1e11 ;NUXY:0.3 ;选择“Y and Zdisps” ;“All rotations”→OK(2)定义工件Johnson-cook材料模型Main menu→preprocessor→Material Props→MaterialModels→Gruneisen→Johnson-cook→输入:DENS:7.8e3 ;EX:2.06e11 ;NUXY:0.3A:507;B:320;C:0.28;n;0.064;m=1.06D1:0.15;D2:0.72;D3:1.66;D4:0.005;D5:--0.845、创建几何模型(1)创建工件模型Main menu→preprocessor→Create→Areas→Rectangle→By Dimensions→输入:X1,X2:0,5;Y1,Y2:0,3→OK(2)创建刀片模型Main menu→preprocessor→Create→Keypionts→In Active CS→依次输入:keypoint number:5,X、Y、Z :5.1,2.9,0; keypoint number:6,X、Y、Z :6,3.228,0; keypoint number:7,X、Y、Z :6,4,0; keypoint number:8,X、Y、Z :5.294,4,0→OK6、网格划分(一)(1)对刀片进行网格划分Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取刀片边线→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→Alllines→NDIV:10→OK(2)对刀尖半圆进行网格划分Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取刀尖半圆→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→Alllines→NDIV:3→OK(3)确定刀片的单元属性Main menu→preprocessor→Meshing→Mesh Attributes→Picked Aeras→选取刀片→Apply→确定材料号和单元类型号为1→OK(4)刀片网格划分Main menu→preprocessor→Meshing→MeshTool→Mesh:Aeras;shape:Tri;free→Mesh→选取刀片→OK(二)(5)对工件进行网格划分切分工件Utility menu →Workplane→Wp settings→Grid and Triad→Minimum ,maximum:-5,5 ;Spacing:1.0→OK平移和旋转工作平面并用其切分工件Utili ty menu →Workplane→Offset wp by incremens→X,Y,Z offsets:0,2.5,0;XY,YZ,ZX angle:0,90,0→OKMain menu→preprocessor→Modeling→operate→Booleans→Divide→Areas by wkplane→选取工件→OK取消工作平面显示Utility menu→workplane→Display workingplane→ 等分接触区域相关Y向线段Uti lity Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区Y向线段(两条)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→Alllines→NDIV:10→OK等分接触区域相关X向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区X向线段(两条)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→Alllines→NDIV:40→OK等分接触区域不相关Y向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区Y向线段(两条)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→Alllines→NDIV:25→OK等分接触区域不相关X向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区X向线段(底边)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:30→OK确定工件的单元属性Main menu→preprocessor→Meshing→Mesh Attributes→Picked Aeras→选取工件→Apply→确定材料号为2和单元类型号为1→OK工件网格划分Main menu→preprocessor→Meshing→MeshTool→Mesh:Aeras;shape:Quad;mapped→Mesh→选取工件→OK 7、建立partMain menu→preprocessor→LS-DYNA options→part options→create allpart→OK(part1:刀具;part2:工件) Plot→parts(不同颜色显示单元) 8、定义接触信息Main menu→preprocessor→LS-DYNA options→contact→Define contact→surface to surf;Eroding;静、动摩擦系数为0.15、0.10→OK→弹出contact options对话框,确定接触件(工件),目标件(刀片)→OK 9、施加边界条件Utility menu→select→Entities→Nodes :By Location :XCoordinates→Min,Max:-0.01,0.01;From Full→Apply(选中左侧边所有节点)Main menu→preprocessor→LS-DYNA options→Constraints→Apply→onnodes→pick All→All DOF→OKUtility menu→select→Entities→Nodes :By Location :YCoordinat es→Min,Max:-0.01,0.01;From Full→Apply(选中底边所有节点)Main menu→preprocessor→LS-DYNA options→Constraints→Apply→onnodes→pick All→All DOF→OK恢复整个模型的选择Utility menu→select→Everything10、对刀片施加初速度Main menu→preprocessor→LS-DYNA options→Initial Velocity→onparts→w/Nodal Rotate→选择part1,VX:-100→OK恢复整个模型的选择Utility menu→select→Everything11、设置能量控制选项Main menu→Solution→Analysis options→Energy options→打开所有能量控制选项→OK12、设置人工体积粘性选项Main menu→Solution→Analysis options→Bulks viscosity→Quadratic Viscosity Coefficient:1.0→OK 13、设置时间步长因子Main menu→Solution→Time controls→Time step ctrls→Time step scale factor:0.6→OK 14、设置求解时间Main menu→Solution→Time controls→Solution time→1e-3→OK15、设置结果文件输出步数Main menu→Solution→Output Controls→File output Freq→Number ofsteps→[EDRST]:50;[EDHTIME]:50→OK16、设置结果文件的输出类型Main menu→Solution→Output Controls→Output File Types→Add:ANSYS and LS-DYNA→OK 17、输出K文件Main menu→Solution→Write jobname.K18、求解Main menu→Solution→Solve19、后处理(暂时不管感谢您的阅读,祝您生活愉快。
2007年12月农业机械学报第38卷第12期基于ANSYS /LS -DYNA 的金属切削过程有限元模拟李国和 王敏杰 段春争 【摘要】 利用A N SYS /L S -DY NA 进行了金属切削过程的模拟研究,模拟了切屑的形成过程,得到了变形区应力和应变分布,并研究了残余应力和切削力的变化。
模拟结果表明,在第1变形区和第2变形区,应力、应变较大,且较集中,前刀面的最大应变出现在距刀尖一定距离的地方;在切削过程中,切削力逐渐增大,最后保持在某一个值附近波动,达到稳定状态;在加工表面上存在着残余应力和残余应变,且残余应力和残余应变随着与刀尖和已加工表面之间距离的增大而减小。
关键词:金属切削 有限元模拟 应力 应变中图分类号:T G 501文献标识码:AFinite Element Simulation of the Process of OrthogonalMetal Cutting Based on the ANSYS /LS -DYNALi Guohe Wang M injie Duan Chunzheng(Dalian Univer sity o f Technology )AbstractThe finite element simulation study of metal cutting pro cess has been carried out w ith the finite element so ftw are ANSYS /LS -DYNA .The fo rming process o f chip w as simulated and the distr ibution of strain and stress w as acquired .In addition ,the change of rem nants stress ,strain and cutting force has been studied.The results of simulatio n show ed that the str ain and stress is larger and m ore intense in the first and second deformation zone and the larg est stress o f rake face appeared in position that had a displacement to the too l tip .In the process of metal cutting ,the cutting fo rce has been increased g radually and then held wav e nearby a constant value.T here w er e remnants str ain and stress in the finished surface and the r em nants strain and stress decr eased w ith the distance of too l tip and the finished surface increased .Key words Metal cutting ,Finite element simulatio n ,Stress ,Strain收稿日期:2006-09-05李国和 大连理工大学精密与特种加工教育部重点实验室 博士生,116024 大连市王敏杰 大连理工大学精密与特种加工教育部重点实验室 教授 博士生导师段春争 大连理工大学精密与特种加工教育部重点实验室 讲师 引言为了研究金属切削的机理,使切削参数的选取、刀具的设计更加合理,学者们已经做了大量的研究工作。
基于ANSYS的金属切削过程模拟
朱江新; 夏天; 阳平; 黄江
【期刊名称】《《制造业自动化》》
【年(卷),期】2010(032)011
【摘要】本文基于有限元分析软件ANSYS强大的大变形分析功能,使用二次开发工具APDL和FORTRAN语言进行二次开发,对金属切削过程进行有限元分析。
完成了铝合金A6061材料正交切削过程的全程模拟,并通过试验验证了计算结果,本文给出的二次开发算法具有重要的实用价值。
【总页数】4页(P32-34,109)
【作者】朱江新; 夏天; 阳平; 黄江
【作者单位】广西大学机械工程学院南宁 530004
【正文语种】中文
【中图分类】TG506
【相关文献】
1.基于ANSYS/LS-DYNA的金属切削技术研究 [J], 周现柳;华中平;李婷
2.基于ANSYS的金属切削过程有限元仿真 [J], 陈志刚;周里群;黄霞春
3.基于ANSYS/LS-DYNA的金属切削技术研究 [J], 周现柳;华中平;李婷
4.螺旋刀具土壤切削过程模拟分析——基于ANSYS/LS-DYNA971 [J], 薛子萱;吕新民;唐卫卫
5.基于ABAQUS的金属切削过程模拟 [J], 朱江新;夏天;范威
因版权原因,仅展示原文概要,查看原文内容请购买。
基于ANSYS模拟金属切削切削力变化的数值仿真李根天津理工大学天津300384摘要:本文是基于金属切削的基本理论,借助ANSYS软件从刀具,工件的材料选取以及ansys模型的建立中都符合实际的进行了准确设置,最终得到切削力的变化曲线,目的就是为了预测切削力的变化,为进一步对刀具破损,磨损和切削振动等方面进行研究提供数据,节约实验成本。
关键词:ANSYS;切削力:仿真;分析1 前言切削加工机理很复杂,它涉及到金相学、弹性力学、塑性力学、断裂力学、传热学以及摩擦接触、润滑等很多领域,受工件材料、刀具参数、加工工艺等多方面的影响,这些都给切削力的建模计算带来了困难。
以往切削力的主要研究方法是在切削理论研究的基础上建立切削力的解析表达式,搭建切削实验平台拟合得到切削力经验公式。
传统的通过搭建实验平台获取切削力的方法只能获得特定加工工艺下特定刀具、工件参数的结果,其结果的准确性依赖实验平台搭建的合理与否,并且实验周期长,相对花费比较高[1]。
随着有限元技术的不断发展和完善,有限元商业软件日益成熟利用计算机仿真切削过程逐渐成为切削力研究的主要方向,通过有限元软件建立切削力模型,可以根据具体的材料参数、刀具模型及边界条件进行灵活的处理,仿真周期短,结果直观。
本文就是基于ANSYS软件对于刀具切削过程中切削力的分析仿真,获得研究刀具性能的大量数据,不仅使刀具研究、刀具产品的开发更加精确、可靠,并且大大缩短了研究开发的周期,节省了用于样品试制及实验设备等方面的费用。
2 建模与计算2.1 基本理论金属切削过程中切削力只要来源于以下两个方面[2]:(1)切削层金属,切屑和工件表面层金属的弹性、塑性变形所产生的抗力。
(2)刀具与切屑、工件表面间的摩擦阻力。
因此,在金属切削过程中仿真要考虑的因素很多,其中主要有以下三个方面:首先,在切削过程中,材料模型既有弹性变形,又有塑性变形。
被剪切工件材料由弹性变形到塑性变形,最后被撕裂并脱离已加工表面形成切屑,整个切削过程是一个非常复杂的非线性问题。
因此,就材料的非线性而言,我们要考虑其屈服准则、流动准则及强化准则。
通用的屈服准则是米塞斯(V on Mises )屈服准则[3],其描述方式为:“材料处于塑性状态时,等效应力是一不变的定值。
”用公式可表示为:()()()[]⎭⎬⎫⎩⎨⎧-+-+-=213232221212/1σσσσσσσ 式中:σ—等效应力;1σ、2σ、3σ—材料的第1、2、3主应力。
材料在热软化的过程中出现了流动性,单个塑性应变分量pl x ε、ply ε的发展方向则通过流动准则来描述,其表达式为[4]: }{}{σλε∂∂=Q d pl 式中:pl x ε—材料的塑性应变; λ—塑性增量系数; Q —决定材料应变方向的应力函数屈服准则随塑性应变的发展可用两种强化准则来描述:等向强化及随动强化,本研究中选用多线性等向强化准则(MIHO )。
等向强化准则可表达为[5]:Y =31-σσ式中:Y —塑性功的函数。
其次,在切屑形成过程中,切屑中单元位移的改变和单元取向的改变会改变整体模型的刚度,这是一个几何非线性问题,它包括大应变和大扰度。
大应变公式表达为[5]:{}{}{}X U -=x式中:{}U —位移矢量; {}x —变形的位置矢量; {}X —未变形的位置矢量。
2.2 建立有限元模型在切削过程中,由于刀具的硬度比工件的硬度高得多,为了符合实际切削过程,在建模时,将刀具看作为刚体,工件作为柔体。
刀具材料的变形按弹性计算,而工件材料的变形按弹塑性计算。
所以,工件采用大应变弹塑性单元进行弹塑性分析;刀具采用弹性单元只进行弹性分析。
考虑到前刀面与切屑以及后刀面与工件之间存在摩擦,且摩擦类型因刀面上各个点所受的等效剪应力而异,因此,在各接触对上采用目标单元和接触单元来模拟接触并控制摩擦类型。
另外,用有限元技术模拟切屑形成,在建模时应首先建立切屑与加工表面的初始联系,并指定分离准则。
材料模型的建立对于仿真的正确性十分重要[6.7]。
在ANSYS中刀具材料选用YT类硬质合金,查相关手册得相关数据:弹性模量E=600GPa,泊松比μ=0.3,刀具前角10°,后角8°;选取工件材料为45钢,其弹性模量E=200GPa,泊松比μ=0.28。
切削厚度为2mm进行切削,模型采用直角自由切削,建立如图1所示的二维模型。
工件被划分为:1500个单元,刀具分成100个单元。
工件底部约束X和Y两个自由度,左侧约束X自由度;刀具约束Y 方向的自由度。
图1 工件与刀具的三维有限元模型2.3 加载与计算在刀具右端加水平向左的位移,刀具在给定的速度和不同的位移边界条件下向左移动,形成切削过程。
通过计算软件的解算器进行综合计算。
切屑与产生的已加工表面间的对应节点在初始时是联系在一起的,我们选取的分离准则Von Mises 分离准则(等效塑性应变)。
随着刀具的位移,刀尖前面的节点对产生塑性应变,在每一时步,计算出对应节点的应变,当等效塑性应变值达到分离准则值时,节点对分开。
随着节点对的连续分离,就形成了切削过程。
3 结果分析3.1 提取计算结果获得更时步的切削力通过ANSYS的通用后处理器和时间历史后处理器来提取某时步计算结果。
由图2知,在靠近切削刃的应力具有最大值,在前刀面上,有效应力从切削刃处开始急剧下降,后刀面的有效应力下降较为缓慢。
在刀尖附近应力最大,工件整个受力较为均匀。
图2 刀具的等效应力图由于刀尖部位为最大应力点,由此可知刀具破坏的主要形式为刀尖和刀刃破坏,因此选用高强度的刀片材料对于增加刀具强度是十分必要的。
由于切削过程中会产生高温,且刀具与工件之间存在较大的压力,因此当温度和压力达到一定水平时在应力最大处就可能产生刀刃点蚀以及刀具塑性变形,使加工精度难以保证,为此必须调整切削参数以降低应力,以保证刀具在稳定的切削状态下工作。
此外由于刀尖部位应力最大。
磨损严重,将直接影响加工质量,因此需要及时检查刀具状况并进行刀具补偿。
3.2 切削力变化规律通过ANSYS结果后处理将计算结果提取出来,通过上述方法获得各时步的主切削力进行比较得到图3[8.9]的变化曲线。
图3 有限元仿真主切削力变化曲线在切削过程中,切削力由零线性增至最大值,然后减小并且逐步接近稳定。
在切削的起始阶段,随着刀具与工件接触长度的增加以及刀具克服工件弹性变形,刀具对工件的作用力是逐渐增加的。
当工件进入塑性变形阶段时,工件材料软化,刀具克服塑性变形所做的功小于克服弹性变形所做的功,切削力因此逐渐减小,在最后形成稳定切削时,切削力便保持在一个稳定的值上,该稳定的值为平均切削力。
显然,通过有限元分析我们可以显示瞬时切削力的更多动态细节。
4 结论切削力是金属切削过程中一个很重要的参数,用ANSYS有限元分析的方法,在对金属切削过程进行数值模拟的基础上,成功地对切削过程中切削力的变化进行了仿真可以清楚地观测到刀具与工件的仿真结果,通过对于切削力结果的分析,得到切削力的变化规律。
从而提前模拟实验过程,节约实验成。
参考文献[1]何思亮.动态切削力解析模型的研究[J].焦作矿业学院学报,1994,(1).[2]王浩青.切削力理论计算公式局限性的探讨[J].烟台大学学报,2001,(4).[3]陈恩平.切削力经验公式的试验研究[J].燕山大学学报,2004,(7).[4]黄雪梅.切削加工过程动态模型的研究[J].制造业自动化,2000,(1).[5]张福润.机械制造技术基础[M].2版.武汉:华中科技大学出版社,2000.[6]吴创国,张定华,任学军,杨蕾.切削力建模方法综述[J].力学进展,2006,36,(4).[7]郑孟昆,张国军,黄禹,李明震.基于SPH的切削力建模与分析[J].机械制造,2012,50,(569).[8]杨俊,何辉波,韩文强,李英华,顾涛.基于切削力和表面粗糙度的干切削参数优化[J]西南大学学报,2014,36,(12).[9]王文津,王太勇,范胜波,罗珺,李娜.车削过程切削力的计算机数值仿真[J].机械强度2006,(5):725~728.[10]明冬兰,刘旺玉,张发英,陈澄洲.大刃倾角斜角拉屑车削的切削力研究[J].制造材料2012,50,(569).[11]苪执元,李川平,果俊锋,冯瑞成.基于Abaqus/explicit的钛合金高速切削切削力的研究[J].机械与电子,2011,(4).[12]张耀良,杨明,刘锡录,阎通海.金属切削加工中切削力计算的量纲分析法[J].哈尔滨科学技术大学学报,1992,16,(1).[13]杨壮凌.切削力仿真模型的研究[J].机械与电气,2008,(10).[14]范胜波, 王太勇, 汪文津, 何慧龙.基于MATLAB神经网络的切削力预测[J].机床与液压,2006:(1).[15]谢峰,赵吉文,张崇高,等.金属切削刀具的虚拟设计方法初探[J].工具技术,2001,(10).[16]M. Cemal CAKIR a, Yahya ISIK. Finite element analysis of cutting tools prior to fracture inhard turning operations [J]. Materials and Design 26 (2005) 105~112.[17]Kug Weon Kim, Hyo-Chol Sin. Finite Element Method and Thermo-Viscoplastic CuttingModle in Manufacturing Systems [M]. New York: CRC Press.2001:24~30.[18]Abdullah Duran , Muammer Nalbant. Finite element analysis of bending occurring whilecutting with high speed steel lathe cutting toolsoperations [J].Materials and Design 26 (2005) 549–554.[19]Wang Min, Zhang Weihong, Tan Gang, Qin Guohua. New Cutting Force Modeling Approachfor Flat End Mill [J]. Chinese Journal of Aeronautics.2007:(20) 282~288.[20]S.W. LEE, A.Kasten, A.Nestler. Analytic mechanistic cutting force model for thread millingoperations[C]. Procedia CIRP 8 2013:546~511.。