基孔制、基轴制公差带、配合、基本偏差数值表
- 格式:pdf
- 大小:2.13 MB
- 文档页数:13
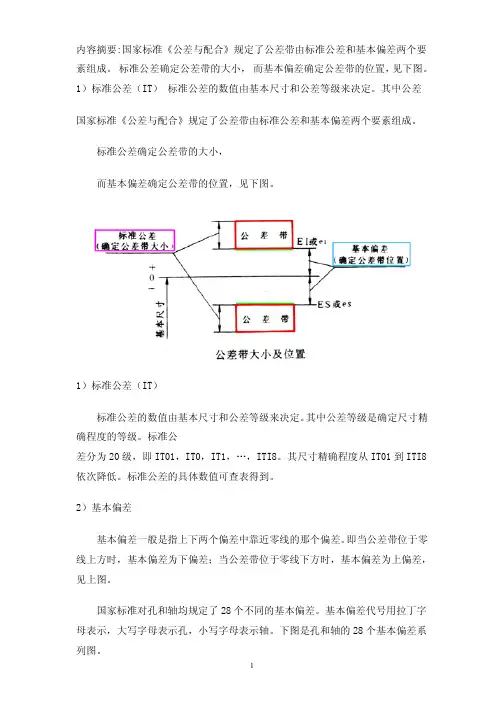
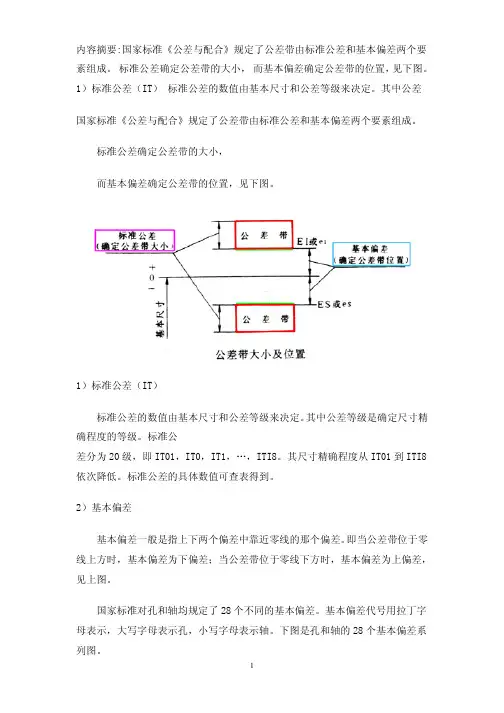
内容摘要:国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
标准公差分为20级,即IT01,IT0,IT1,…,ITI8。
其尺寸精确程度从IT01到ITI8依次降低。
标准公差的具体数值可查表得到。
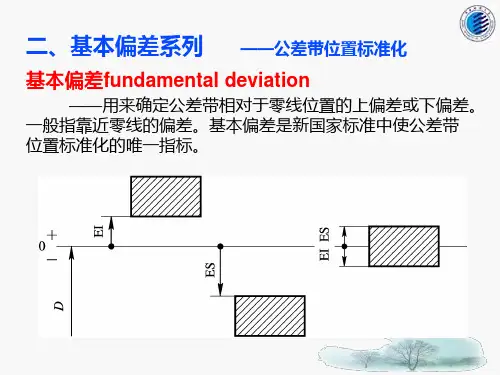
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。
7-6 极限与配合按零件图要求加工出来的零件,装配时不需要经过选择或修配,就能达到规定的技术要求,这种性质称为互换性。
零件具有互换性,便于装配和维修,有利于组织生产协作,提高经济效益。
建立极限与配合制度是保(GB/T1800、证零件具有互换性的必要条件。
内容摘要:国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
标准公差分为20级,即IT01,IT0,IT1,…,ITI8。
其尺寸精确程度从IT01到ITI8依次降低。
标准公差的具体数值可查表得到。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。
7-6 极限与配合按零件图要求加工出来的零件,装配时不需要经过选择或修配,就能达到规定的技术要求,这种性质称为互换性。
零件具有互换性,便于装配和维修,有利于组织生产协作,提高经济效益。
建立极限与配合制度是保(GB/T1800、证零件具有互换性的必要条件。
公差配合表:配合公差(fit tolerance)是指组成配合的孔、轴公差之和。
它是允许间隙或过盈的变动量。
孔和轴的公差带大小和公差带位置组成了配合公差。
孔和轴配合公差的大小表示孔和轴的配合精度。
孔和轴配合公差带的大小和位置表示孔和轴的配合精度和配合性质。
配合公差的大小=公差带的大小;配合公差带大小和位置=配合性质。
公差等级的选择与轴承配合的轴或轴承座孔的公差等级与轴承精度有关。
与P0级精度轴承配合的轴,其公差等级一般为IT6,轴承座孔一般为IT7。
对旋转精度和运转的平稳性有较高要求的场合(如电动机等),应选择轴为IT5,轴承座孔为IT6。
公差带的选择当量径向载荷P分成“轻”、“正常”和“重”载荷等几种情况,其与轴承的额定动载荷C之关系为:轻载荷P≤0.06C 正常载荷0.06C1) 轴公差带安装向心轴承和角接触轴承的轴的公差带参照相应公差带表。
就大多数场合而言,轴旋转且径向载荷方向不变,即轴承内圈相对于载荷方向旋转的场合,一般应选择过渡或过盈配合。
静止轴且径向载荷方向不变,即轴承内圈相对于载荷方向是静止的场合,可选择过渡或小间隙配合(太大的间隙是不允许的)。
2)外壳孔公差带安装向心轴承和角接触轴承的外壳孔公差带参照相应公差带表。
选择时注意对于载荷方向摆动或旋转的外圈,应避免间隙配合。
当量径向载荷的大小也影响外圈的配合选择。
3) 轴承座结构形式的选择滚动轴承的轴承座除非有特别需要,一般多采用整体式结构,剖分式轴承座只是在装配上有困难,或在装配上方便的优点成为主要考虑点时才采用,但它不能应用于紧配合或较精密的配合,例如K7和比K7更紧的配合,又如公差等级为IT6或更精密的座孔,都不得采用剖分式轴承座。
公差标准:①当轴承内径公差带与轴公差带构成配合时,在一般基孔制中原属过渡配合的公差代号将变为过盈配合,如k5、k6、m5、m6、n6等,但过盈量不大;当轴承内径公差带与h5、h6、g5、g6等构成配合时,不在是间隙而成为过渡配合。
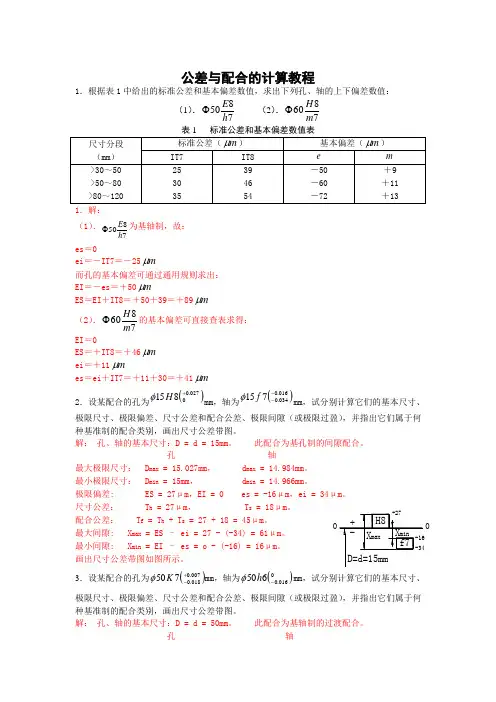
公差与配合的计算教程1.根据表1中给出的标准公差和基本偏差数值,求出下列孔、轴的上下偏差数值:(1).7850h E Φ (2).7860m H Φ 表1 标准公差和基本偏差数值表1.解:(1).7850h E Φ为基轴制,故:es =0ei =-IT7=-25m μ而孔的基本偏差可通过通用规则求出: EI =-es =+50m μES =EI +IT8=+50+39=+89m μ (2).7860m H Φ的基本偏差可直接查表求得: EI =0ES =+IT8=+46m μ ei =+11m μes =ei +IT7=+11+30=+41m μ 2.设某配合的孔为()027.00815+H φmm ,轴为()016.0034.0715--f φmm ,试分别计算它们的基本尺寸、极限尺寸、极限偏差、尺寸公差和配合公差、极限间隙(或极限过盈),并指出它们属于何种基准制的配合类别,画出尺寸公差带图。
解: 孔、轴的基本尺寸:D = d = 15mm 。
此配合为基孔制的间隙配合。
孔 轴最大极限尺寸: D max = 15.027mm , d max = 14.984mm 。
最小极限尺寸: D min = 15mm , d min = 14.966mm 。
极限偏差: ES = 27μm ,EI = 0 es = -16μm ,尺寸公差: T h = 27μm , T s = 18μm 。
配合公差: T f = T h + T s = 27 + 18 = 45μm 。
最大间隙: X max = ES – ei = 27 - (-34) = 61μm 。
最小间隙: X min = EI – es = o - (-16) = 16μm 。
画出尺寸公差带图如图所示。
3.设某配合的孔为()007.0018.0750+-K φmm ,轴为()0016.0650-h φmm 极限尺寸、极限偏差、尺寸公差和配合公差、极限间隙(或极限过盈),并指出它们属于何种基准制的配合类别,画出尺寸公差带图。

公差配合基孔制和基轴制详解1. 公差配合的基本概念哎呀,聊到公差配合,这可真是一门需要细细琢磨的学问。
简单来说,公差配合就像我们做饭时对材料的控制一样,你要确保食材的分量、大小、质地都刚刚好,不多不少。
这玩意儿在机械设计里也是个大头。
你想想,假如两个零件需要配合得非常精准,那它们的尺寸差异就得严格控制,这就是公差配合的魔力所在。
1.1 基孔制与基轴制的基本概念说到基孔制和基轴制,这俩名字听起来有点儿拗口,但其实都不难理解。
基孔制,顾名思义,就是以孔的尺寸作为基准来控制公差。
你可以把它想象成做大饼时,我们先定一个饼的大小,再决定里头的馅料有多少。
基轴制则正好相反,我们以轴的尺寸为基准来决定公差。
这就好比你先弄好一个轴心,再把其他东西套在上面。
就像你买个玩具,玩具的中心杆先固定好,其他部分再围绕它来制作。
1.2 公差配合的实用意义要是零件配合不好,就好像是我们在拼装家具时,一颗螺丝总是拧不上去,那可是烦得要命。
公差配合的好坏,直接影响到设备的性能和寿命。
想象一下,如果你家的门框做得不精确,门怎么可能顺畅地开合呢?所以,搞懂这些配合方式对于确保机械设备的正常运转可是至关重要的。
2. 基孔制详解好了,现在咱们掰开揉碎了说说基孔制。
简单来说,基孔制就是把“孔”当作参考点来制定尺寸公差的方式。
比如说,你设计一个机器零件,打算在它上面钻个孔。
那这个孔的尺寸就被定为你的基准,然后再确定其他相关零件的尺寸和公差。
想象一下,你在定做一个戒指,内圈的尺寸(基准孔)要固定好,然后才决定它的外圈和宽度。
2.1 基孔制的优点基孔制有个大优点,就是它特别容易控制。
你可以把孔的尺寸做得很准确,因为孔是比较简单的几何形状,制造起来也更容易。
就像做一个圆形的杯子,杯口的直径定好,其他地方就好做多了。
这种方式让我们在生产过程中可以减少很多麻烦,还能保证零件之间的配合更加稳定。
2.2 基孔制的应用场景基孔制在很多精密机械里都有广泛应用,尤其是那些需要高精度配合的地方。
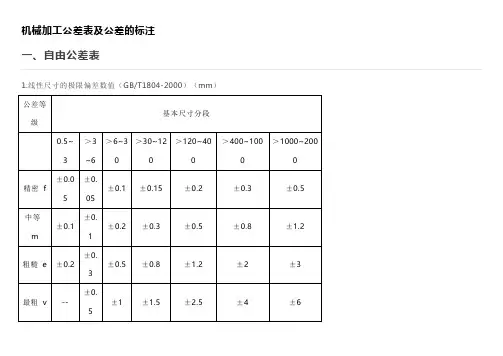
机械加工公差表及公差的标注一、自由公差表4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630二、形位公差标注:三、公差标注详解:1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
配合公差表选用配合的方法有三种:计算、类比和试验。
一般情况采用类比法。
采用类比法,首先了解配合部位在机械设备中的作用、使用要求及工作条件。
其次考虑国标各种配合基本偏差的特点,了解常用、优先配合的特征及应用场合。
最后查阅相关资料熟悉典型配合实例。
基本步骤确定配合的特征,即确定是间隙还是过盈还是过渡配合。
比如孔与轴有无相对运动。
是否传递扭矩,是否精确同轴,是移动还是转动还是复合运动。
等等。
确定类别后,再进一步确定选哪一种配合例如H7/k6用于轻微震动的定位配合,装拆也比较方便。
H7/n6用于精确定位承受冲击载荷,装拆较困难。
等等再说工作条件,工作时孔轴哪一个温度高。
配合长度如何,配合面粗糙度,配合误差等等. 这个问题涉及的理论不是几句话就说明白的。
比如Φ12的孔和轴配合,选用基孔制那么先加工孔,孔公差为H0~H18,孔的最小直径为12,最大为12+公差,这样孔就加工好了。
再加工Φ12的轴,根据需要可以选用过渡配合,间隙配合或者过盈配合。
如果孔选用Φ12H7,也就是Φ12(+0.018/0),过盈配合,轴可以用Φ12p6,也就是Φ12(0.029/0.018),他们的公差配合Φ12H7p6=Φ12(0,-0.029),其中0=孔的最大尺寸0.018-轴的最小尺寸0.018,-0.029=孔的最小尺寸0-轴的最大尺寸0.029选用基轴制那么就先加工轴,轴公差为h0~h18,轴的最大直径为12,最小为12+公差(公差为负值).这样轴就加工好了,再加工Φ12的孔,根据需要可以选用过渡配合,间隙配合或者过盈配合. 如果轴选用Φ12h6,也就是Φ12(0,-0.011),过盈配合,孔可以用Φ12P7,也就是Φ12(-0.011/-0.029),他们的公差配合Φ12P7h6=Φ12(-0,-0.029),其中-0=孔的最大尺寸-0.011-轴的最小尺寸-0.011,-0.029=孔的最小尺寸-0.029-轴的最大尺寸0可见,对于相同直径Φ12的孔轴配合,相同的配合公差Φ12(-0,-0.029),选用基孔制和基轴制时,孔和轴的公差是不一样的。
标注公差、基本偏差、配合、基准制和形位公差1.标准公差和基本偏差为便于生产,实现零件的互换性及满足不同的使用要求,国家标准《极限与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的标记。
标准公差分为20级,即IT01,IT0,IT1,…,IT18。
其尺寸精确程度从IT01到IT18依次降低。
标准公差的具体数值见有关标准。
2)基本偏差基本偏差是指在标准的极限与配合中,确定公差带相对零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。
当公差带在零线的上方时,基本偏差为下偏差;反之,则为上偏差。
基本偏差共有28个,代号用拉丁字母表示,大写为孔,小写为轴。
从基本偏差系列图中可以看出:孔的基本偏差A~H和轴的基本偏差k~zc为下偏差;,孔的基本偏差K~ZC和轴的基本偏差a~h为上偏差,JS和js的公差带对称分布于零线两边、孔和轴的上、下偏差分别都是+IT/2、-IT/2。
基本偏差系列图只表示公差带的位置,不表示公差的大小,因此,公差带一端是开口,开口的另一端由标准公差限定。
基本偏差和标准公差,根据尺寸公差的定义有以下的计算式:ES=EI+IT 或EI=ES-IT ei=es-IT或es=ei+IT孔和轴的公差带代号用基本偏差代号与公差带等级代号组成。
2.配合基本尺寸相同的、相互结合的孔和轴公差带之间的关系,称为配合。
根据使用要求的不同,孔和轴之间的配合有松有紧,因而国标规定配合种类:1)间隙配合孔与轴装配时,有间隙(包括最小间隙等于零)的配合。
孔的公差带在轴的公差带之上。
2)过渡配合孔与轴装配时,可能有间隙或过盈的配合。
孔的公差带与轴的公差带互相交叠。
3)过盈配合孔与轴装配时有过盈(包括最小过盈等于零)的配合。
孔的公差带在轴的公差带之下。
3.基准制在制造配合的零件时,使其中一种零件作为基准件,它的基本偏差一定,通过改变另一种非基准件的基本偏差来获得各种不同性质配合的制度称为基准制。
(1)基孔制基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合
的一种制度。
基孔制的孔为基准孔,其下偏差为零,基本偏差代号为H.
(2)基轴制基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合
的一种制度。
基轴制的轴为基准轴,其上偏差为零,基本偏差代号为h。
注:分子为孔的公差,分母为轴的公差。
具体应用的方面:
1、基孔制的选择。
一般应优先选用基孔制。
对于高精度的中小尺寸孔,采用基孔制可减少定值刀,量具的数量规格。
2、基轴制的选择。
在可以获得明显的经济效益的情况下,选择基轴制。
如农机或纺机中,用不需切削加工的冷插棒材直接作轴;
结构上的特殊原因,同一基本尺寸的轴上有不同的配合要求。
3、与标准件配合的基准制选择。
基准制的选择依标准件而定。
比如键采用基孔制、圆柱销采用基轴制,滚动轴承的外圈与孔采用基轴制,滚动轴承的内圈与轴采用基孔制。
4、非基准制选择。
为了满足配合的特殊需要,可用任意孔,轴公差带组成的配合。
公差配合基孔制和基轴制详解嘿,朋友们,今天我们要聊聊公差配合,尤其是基孔制和基轴制这两个概念。
可能你会觉得这听起来有点儿枯燥无味,不过别急着打瞌睡,这些知识其实跟我们的生活息息相关呢!想象一下你在组装一个家具,或者在车间里工作,这些概念可是直接影响到你工作的质量和效率的。
好了,我们废话不多说,直接进入正题吧!1. 公差配合的基本概念首先,咱们得搞清楚“公差配合”到底是什么。
简单来说,公差就是零件尺寸允许的偏差范围,这个偏差不大到会让零件不合适,也不小到会导致零件不能正常工作。
想象一下你要把一根螺丝拧进一个孔里,如果螺丝太大了,拧不进去;太小了,又会晃来晃去。
这时候,公差配合就像是调味品,刚刚好才是最完美的。
2. 基孔制2.1 基孔制的定义基孔制,听起来有点复杂,其实就是个简单的概念。
我们把孔作为基准,设定一个基准孔尺寸,然后在这个基础上确定其它配合的公差。
也就是说,孔的尺寸是固定的,其他零件的尺寸根据这个孔来变化。
这样做的好处就是,孔位是最重要的,保证了孔的位置精准,可以让配合更为稳定。
说白了,就是用孔来当主角,其他零件来配合它,孔就像是主角,其他零件就是配角了。
2.2 基孔制的应用基孔制特别适用于那些孔的尺寸更容易控制的情况,比如生产中需要固定孔的机器或装置。
这就好比在做菜的时候,你要保证调料的量准确,这样做出来的菜才会美味可口。
基孔制就像是菜谱上的精准配方,确保了我们每次做出来的成品都能保持一致。
3. 基轴制3.1 基轴制的定义好,现在换个角度,聊聊基轴制。
跟基孔制相反,这次是把轴作为基准来确定配合公差。
简单来说,就是把轴的尺寸固定好,孔的尺寸根据轴来调整。
这就像是在玩拼图游戏,轴是固定的,孔的大小则要根据轴来调整,确保它们能完美配合。
轴是主角,孔来配合,这样做的好处是,轴的尺寸控制较容易,可以确保机械装置的旋转部分平稳运行。
3.2 基轴制的应用基轴制常见于那些需要确保旋转运动平稳的场合,比如电机、齿轮传动系统等。
第三章孔、轴公差与配合目的:从基本几何量的精度项目入手,了解几何量线性尺寸、角度尺寸的基本概念,掌握常用孔、轴国家标准的构成,常用孔、轴公差与配合的选择,大尺寸孔、轴公差与配合及线性尺寸的未注公差。
重点:掌握尺寸精度及配合的选用;孔、轴公差与配合在图样上的标注。
难点:尺寸精度及配合的选用;课次3:基本几何精度概念及精度设计基本要求• 基本内容:本课题主要论述几何量的基本概念,有关几何量精度的基本术语和定义,几何参数误差,线性尺寸精度,角度尺寸精度。
要求深刻理解与熟练掌握的重点内容有:1、几何量精度的基本术语及定义;2、尺寸公差标准;3、常用孔、轴国家标准的构成---基本偏差系列、标准公差系列;4、会画尺寸公差带图与配合公差带图;5、在已知相同字母孔(轴)极限偏差的基础上,能求出与之相配的轴(孔)的极限偏差;难点:几何参数误差的项目、评定。
• 学时:6学时+习题课2学时基本几何量精度(一)• 几何量:包括长度、角度、几何形状、相互位置和表面粗糙度等几何参数。
• 几何量精度:是指这些几何参数的精度。
几何量精度设计的主要任务是要使机械产品能够满足几何参数互换性的要求。
• 本次课主要论述:几何量的基本概念,有关几何量精度的基本术语和定义,长度即线性尺寸精度。
简述角度尺寸精度。
有关几何量精度的基本术语和定义:• 孔和轴• 尺寸:尺寸、基本尺寸、实际尺寸、作用尺寸、极限尺寸、实体尺寸• 偏差与公差• 尺寸公差带图• 加工误差与公差的关系• 合格性判定原则孔和轴• 在满足互换性的配合中,孔和轴具有广泛的含义,即:• 孔指圆柱形内表面及其它内表面中,由单一尺寸确定的部分,其尺寸由D表示;• 轴指圆柱形的外表面及其它外表面中由单一尺寸确定的部分,其尺寸由d 表示。
• 即:孔为包容面,轴为被包容面。
如下图所示• 有关尺寸的概念• 尺寸:用特定单位表示长度值的数字。
• 基本尺寸:由设计给定的尺寸,一般要求符合标准的尺寸系列。