常见定位方式方法定位误差地计算
- 格式:doc
- 大小:1.10 MB
- 文档页数:8


(3)定位误差的计算由于定位误差ΔD是由基准不重合误差和基准位移误差组合而成的,因此在计算定位误差时,先分别算出Δ B和ΔY ,然后将两者组合而得ΔD。
组合时可有如下情况。
1)Δ Y ≠ 0,Δ B=O时Δ D= Δ B (4.8)2)ΔY =O,Δ B ≠ O时Δ D= Δ Y (4.9)3)Δ Y ≠ 0, Δ B ≠ O时如果工序基准不在定位基面上Δ D=Δ y + Δ B (4.10)如果工序基准在定位基面上Δ D=Δ y ±Δ B (4.11)“ + ” ,“—” 的判别方法为:①设定位基准是理想状态,当定位基面上尺寸由最大实体尺寸变为最小实体尺寸 (或由小变大)时,判断工序基准相对于定位基准的变动方向。
②② 设工序基准是理想状态,当定位基面上尺寸由最大实体尺寸变为最小实体尺寸 (或由小变大)时,判断定位基准相对其规定位置的变动方向。
③③ 若两者变动方向相同即取“ + ” ,两者变动方向相反即取“—”。
-、定位误差及其组成图9-21a图9-21 工件在V 形块上的定位误差分析工序基准和定位基准不重合而引起的基准不重合误差,以表示由于定位基准和定位元件本身的制造不准确而引起的定位基准位移误差,以表示。
定位误差是这两部分的矢量和。
二、定位误差分析计算(一)工件以外圆在v形块上定位时定位误差计算如图9-16a所示的铣键槽工序,工件在v 形块上定位,定位基准为圆柱轴心线。
如果忽略v形块的制造误差,则定位基准在垂直方向上的基准位移误差(9-3)对于9-16中的三种尺寸标注,下面分别计算其定位误差。
当尺寸标注为B1时,工序基准和定位基准重合,故基准不重合误差ΔB=0。
所以B1尺寸的定位误差为(9-4)当尺寸标注为B2时,工序基准为上母线。
此时存在基准不重合误差所以△D应为△B与Δy的矢量和。
由于当工件轴径由最大变到最小时,和Δy都是向下变化的,所以,它们的矢量和应是相加。
故(9-5)当尺寸标注为B3时,工序基准为下母线。


常见定位方式定位误差得计算⑴工件以平面定位平面为精基面基准位移误差△基=0定位误差△定=△不、⑵工件以内孔定位①工件孔与定位心轴(或销)采用间隙配合得定位误差计算△定= △不+ △基工件以内孔在圆柱心轴、圆柱销上定位。
由于孔与轴有配合间隙,有基准位移误差,分两种情况讨论:a、心轴(或定位销)垂直放置,按最大孔与最销轴求得孔中心线位置得变动量为:△基= δD+ δd+△min = △max =孔Dmax-轴dmin (最大间隙)b、心轴(或定位销)水平放置,孔中心线得最大变动量(在铅垂方向上)即为△定△基=OO'=1/2(δD+δd+△mi n)=△max/2或△基=(Dmax/2)-(dmin /2)=△max/2= (孔直径公差+轴直径公差) / 2②工件孔与定位心轴(销)过盈配合时(垂直或水平放置)时得定位误差此时,由于工件孔与心轴(销)为过盈配合,所以△基=0。
对H1尺寸:工序基准与定位基准重合,均为中心O,所以△不=0对H2尺寸:△不=δd/2⑶工件以外圆表面定位A、工件以外圆表面在V型块上定位由于V型块在水平方向有对中作用。
基准位移误差△基=0B.工件以外圆表面在定位套上定位定位误差得计算与工件以内孔在圆柱心轴、圆柱销上定位误差得计算相同。
⑷工件与"一面两孔"定位时得定位误差①“1”孔中心线在X,Y方向得最大位移为:△定(1x)=△定(1y)=δD1+δd 1+△1min=△1max(孔与销得最大间隙)②“2”孔中心线在X,Y方向得最大位移分别为:△定(2x)=△定(1x)+2δLd(两孔中心距公差)△定(2y)=δD2+δd2+△2min=△2max③两孔中心连线对两销中心连线得最大转角误差:△定(α)=2α=2tan-1[(△1max+△2max)/2L](其中L为两孔中心距)以上定位误差都属于基准位置误差,因为△不=0。
需要指出得就是定位误差一般总就是针对批量生产,并采用调整法加工得情况而言。
定位误差分析与计算一、基本概念定位误差分析是针对某一个工序的工序尺寸而言的,只要该工序尺寸不因定位而产生误差,那么就认为该工序尺寸的定位误差是零。
至于该工序尺寸在加工过程中产生的误差,则不属于定位误差的研究范畴。
所以,不应将定位误差与加工过程误差以及其它误差混为一谈。
1.定位误差△D(△dw):工件在夹具上(或机床上)定位不准确而引起的加工误差称之为定位误差。
其大小等于按调整法加工一批工件而定位时工序尺寸的最大变动量。
定位误差来源于两个方面:基准不重合误差和基准位移误差。
2.基准不重合误差△B(△jb):因工序基准与定位基准不重合(原因),用调整法加工一批工件时(条件),引起工序基准相对定位基准在工序尺寸方向上的最大变动量 (结果),称为基准不重合误差。
若把工序基准与定位基准之间的联系尺寸(基本尺寸)称之为“定位尺寸”,则△B就是定位尺寸的公差在工序尺寸方向上的投影(或者说定位尺寸的最大变动量在工序尺寸方向上的投影)。
注意:基准不重合误差中的工序基准和定位基准都是针对工件而言的,与定位元件无关;3.基准位移误差△Y(△db):因定位副制造不准确(原因),用调整法加工一批工件时(条件),引起工序基准在工序尺寸方向上的最大变动量(结果),称为基准位移误差。
(或者说工序基准位置的最大变动量在工序尺寸方向上的投影)。
基准位移误差可以划分为两类:工件定位表面制造不准确引起的基准位移误差和夹具定位元件表面制造不准确引起的基准位移误差。
注意:在基准位移误差计算中,工序基准的变动是因为定位基准的变动而引起的。
所以有学者认为:基准位移误差是指定位基准在工序尺寸方向上的最大变动量。
二、工件以平面定位——支承钉或支承板工件以平面定位铣台阶面(如图(a)所示),试分析和计算工序尺寸20±0.15的定位误差,并判断这一方案是否可行。
如果变换定位方式(如图(b)所示),工序尺寸20±0.15的定位误差是否有变化?工件以平面时,由于定位副容易制造得准确,可以认为基准位移误差ΔY=0,故只考虑基准不重合误差ΔB即可。
工件的定位误差分析及计算方法第28卷第2期2011年6月长江工程职业技术学院JournalofChangjiangEngineeringV ocationalCollegeV o2.28No.2June2011工件的定位误差分析及计算方法邹哲维.万会雄(长江工程职业技术学院,武汉430212)摘要:分析了定位误差的概念及产生原因,给出了定位误差的5种计算方法:矢量合成法,几何分析法,图解法,全微分法,尺寸链法,为正确选择定位误差的计算方法提供了依据.关键词:定位误差;工序基准;定位基准;计算方法中图分类号:TH161.24文献标识码:A文章编号:1673—0496(2011)02—0070—03 AnalysisofLocationErrorandCalculationMethodZOUZhe-wei.W ANHui—xiong(ChangjiangEngineeringV ocationalCollege,Wuhan430212,China)Abstract:Conceptoflocationerrorsandmaincausesofthemareanalysed.Fivewayso fcalcul at—inglocationerrorsarediscussed:vectorcomposition,geometricanalysis,graphic,differenti al,dimentionchain.al1ofwhichserveasbasisforselectingarightway.Keywords:locationerror;workingprocedurebenchmark;locationbenchmark;calculation meth—od在数控加工工艺的教学过程中,工件的定位误差是学生经常感到困难和迷惑的一个教学环节,学生普遍反映概念难于理解,分析无从下手.本文试图从基本概念人手,阐述其内在关系,理清教材中的一些模糊环节和提法,并对工件定位误差的计算方法作一个归纳和总结.1基准的概念及要点分析定位误差的分析与计算是一个比较复杂的问题,在分析之前,有必要对一些基本的概念加以明确.基准是确定生产对象(工件)上的某些点,线,面的位置所依据的那些点,线,面.要注意的是基准概念中的"某些点,线,面"与概念中的"那些点,线,面"应该指的是同一工件上的要素.按基准的形成方式,可分为以下5类:(1)设计基准:在零件图上用来确定某一表面的尺寸,位置所依据的基准.(2)工序基准;在工序图上用来确定本工序被加收稿日期:2011-03—30作者简介:邹哲维(1975-),男,武汉人,讲师,硕士,主要从事机电一体化和数控技术的教学与研究工作.一7O一工表面加工后的尺寸,位置所依据的基准.(3)定位基准:是加工过程中,使工件相对机床或刀具占据正确位置所使用的基准.(4)测量基准(度量基准):是用来测量加工表面位置和尺寸而使用的基准.(5)装配基准:是装配过程中用以确定零部件在产品中位置的基准.在以上各类基准中,设计基准是在零件图纸上体现出来的,它是工件基准的最原始形态,后面四种基准是伴随着零件加工和装配过程而产生的,是对设计基准的各种演变形式.在此有必要强调的是工件的定位基准,它是通过夹具的定位元件来反映工件的几何要素的,因此工件的定位基准也应该指的是工件的某些点,线, 面,而不应该理解为与工件表面接触的夹具上的某些点,线,面.同时还要注意的是工件的定位表面并不一定是工件的定位基准,一般情况下,与夹具中定位元件接触的工件表面就是定位表面,也是定位基准,但对于回转体工件,在自动定心夹紧机构中定位,如圆工件在三爪卡盘,V形块中定位,其定位表面(圆柱面)不是定位基准,此时工件的中心轴线才是它的定位基准.邹哲维,万会雄工件的定位误差分析及计算方法2定位误差的概念,产生原因和分类在不同的教材中,对定位误差的表述不尽相同,这给学习者带来了困惑,同时也影响了定位误差的计算和正确表达.在此,笔者从定位误差的形成过程出发,给出定位误差的定义,是一批工件在某种定位方案中定位时,由于工件在夹具中定位不准确所引起的沿着加工尺寸方向的最大加工误差.理论上可认为,产生定位误差的原因有以下5个方面:(1)定位基准本身有制造误差(包括尺寸和形位误差);(2)工序基准本身有制造误差(包括尺寸和形位误差);(3)定位元件有制造误差(包括尺寸和形位误差);(4)定位基准与定位元件有最小配合间隙;(5)定位元件的磨损.归纳起来,可把定位误差分为两类:一个是由于定位基准与工序基准不重合而引起的定位误差,称为基准不重合误差(M3).另一个是由于工件定位基面和夹具上定位元件限位基面制造误差引起的定位误差,称为基准位移误差(△y).对基准不重合误差(203)的计算,要把握三个原则:(1)引起此项误差的原因——工序基准和定位基准不重合(重合则zXB=0,计算△rB时就抓住这一部位);(2)计算对象——工序基准最大位置变动;(3)计算方向——加工尺寸(即工序尺寸)方向.对基准位移误差(AY)的计算,要把握三个原则:(1)引起此项误差的原因——定位副有制造误差(没有误差或无间隙的配合,则AY=0,抓住这一位置,就能进行此项误差的计算);(2)计算对象——定位基准的最大位置变动;(3)计算方向——沿加工尺寸(即工序尺寸)方向.3定位误差的适用范围及结果分析定位误差的计算适用于调整法加工.因为定位误差产生的条件是采用"调整法"加工,如果采用"试切法",讨论定位误差将毫无意义.一般要求工件的定位误差不超过工件制造公差的1/3,此种定位方案才合理,否则必须重新设计新的定位方案,直到满足要求为止.4定位误差的计算方法4.1矢量合成法定位误差(△D)计算常用合成法,此方法是从定位误差形成的原因人手建立相应的计算公式.我们知道定位误差是由基准不重合和基准位移引起的, 即定位误差是由基准不重合误差ZXB和基准位移误差△y组成.要计算定位误差,必须找出基准不重合误差,XB和基准位移误差△y,然后把二者合成起来,即可得出定位误差的数值.其计算公式为:, zXD一△B±△y在具体计算时,先分别求出AB和AY,然后按公式将两项合成.合成的方法如下:(1)zX/3≠0,△y=0时,zXD=△B;(2)△B=0,△yvao时,AD=AY;(3)zXB≠0,△y≠0,且工序基准不在定位基面上时,ZXD=ZX/3+AY;(4)zX/3=A-0,△y≠0,且工序基准在定位基面上时,,XD=zXB±△ly,当基准位移和基准不重合引起的加工尺寸变化方向相同时,取"+"号;反之,取"一"旦l,o4.2几何分析法几何分析法是定位误差计算最基本的方法,是利用图形尺寸的几何关系(如平面线性关系,角度关系,空间线性关系等)来建立工件的定位误差模型, 常用的几何分析法有图形解析法(如线性极限尺寸解析法等),合成法(如三角形矢量合成法等).该方法能直接反映不同定位方式下定位误差大小问题, 具有直观性和可操作性.要注意的是由于工件定位误差的来源较复杂,在利用图形解析基准变动时,工件定位误差大小需要精确的图形表达.4.3图解法利用平面绘图软件(如AUTOCAD,CAXA)精确画出工件的定位简图,并在图中放大画出工件尺寸变动的极限位置,应用绘图软件的尺寸标注功能自动标注机床夹具定位误差.这种方法进行工件定位误差的求解,直观,方便,简捷,求解精确.该方法在进行图形法求解时,其关键是找出引起工序尺寸变化的两个极限位置.几何分析法和图解法的区别是:几何分析法在一71~2011年6月长江工程职业技术学院第28卷第2期作图时只需绘制图形尺寸的一般位置,而图解法在作图时必须绘制出图形尺寸的两个极限位置.4.4全微分法采用全微分法计算定位误差,应先写出工序基准至某一参考点在加工尺寸方向上的距离,此距离与定位元件和工件的尺寸有关,然后对距离求全微分,以微小增量替代微分,再考虑微小增量的正负, 使全微分绝对值最大,该值就是定位误差.用此方法时,要明确工序基准和工序尺寸方向,不必考虑误差的来源.这种方法要求应用高等数学的知识,比较复杂,对于求解含有角度尺寸的定位误差计算比较方便.根据全微分定义可知,若将同批工件在夹具中逐次定位后加工所得到的工序尺寸y视作其他所有影响它变化的诸因素Xl,X2,X3,…,Xn,的函数,即:Y—F(X1,X2,……Xn)则=籍+菱+....一+蔫此处,dY为工件的定位误差,dX1,dX2,……,dXn为影响工序尺寸的工件与夹具定位元件的各有关尺寸量误差;毒,篇,……,为影响工序尺寸的工件与夹具定位元件的各有关尺寸量误差的函数.4.5尺寸链法在分析计算工件某一表面的定位误差时,其本质是计算加工工序尺寸变动量,而加工工序尺寸变动情况又受到有关各尺寸变动情况的影响.因此,在进行定位误差的计算时,可以利用尺寸链的原理建立以工序尺寸为封闭环的尺寸链,定位误差的计算就转化为尺寸链的计算.在建立尺寸链时,先分析工件的定位方案,列出工序尺寸与相关尺寸的几何关系图,其中工序尺寸作为封闭环,其他尺寸作为组成环,利用尺寸链正计算公式求得封闭环即定位误差.5小结定位误差的计算方法很多,本文对各种计算方法作了一个归纳,这些方法都各有其特点,在应用中可针对具体问题,采用不同的计算方法.矢量合成法是从定位误差的原因人手进行分析,有利于学生理解定位误差的产生原因,几何分析法和图解法直观,全微分法和尺寸链法两者相辅相成,在实践中可先建立尺寸链,再利用全微分法进行解算.参考文献:[1]王先逵.机械制造工艺学[M].北京:机械工艺出版社,2006.E23李华.机械制造技术[M].北京:高等教育出版社, 2005.[3]李大磊.定位误差的本质及其计算方法讨论[J3.机械工程师,2005,(9).(上接第60页J生信用档案的收集,整理,建立,更新都应该与信用档案立法同步进行.没有信用档案立法做保障,高校学生信用档案的建立,管理和利用将得不到法律的监督,很难达到预期的效果.无论如何,新事物发展的开始阶段总充满着崎岖.信用档案建设,对弘扬诚信之风,完善整个社会信用体系,打造信用中国起到了积极的推动作用.建立高校学生信用档案是加强高校学生管理,整顿市场经济秩序,加强社会信用体系建设和社会主义市场经济体制发展的必然要求.我们相信经过不断的建设它会变得更完善可行.高校学生信用档案是新形势下档案工作新的工作内容,高校档案工作者要充分认识高校学生信用档案工作的重要意义,增强工作的主动性和敏锐性,将高校学生信用档案工作纳入自身的工作视野, 与时俱进,积极探索高校学生信用档案管理的最佳方式和有效途径,为建设社会信用体系做出应有的贡献.参考文献:[1]刘翠松.论我国高校学生诚信档案建设[J].兰台世界: 上半月,2007,(10).[2]王辉,熊伟,徐爱华.建设行业信用档案应用口].西华大学(自然科学版),2007,(2).[3]张红卫.论个人信用档案的构建[J].重庆邮电大学学报(社会科学版),2007,19(3).[43卫胜.实现个人信用档案社会利用的几个法律问题[J].安徽科技学院,2007,(4).。
常见定位方式定位误差的计算
⑴工件以平面定位
平面为精基面
基准位移误差△基=0 定位误差△定=△不
.⑵工件以孔定位
①工件孔与定位心轴(或销)采用间
隙配合的定位误差计算△定= △不 + △基
工件以孔在圆柱心轴、圆柱销上定位。
由于孔与轴有配合间隙,有基准位移误差,分两种情况讨论:
a.心轴(或定位销)垂直放置,按最大孔和最销轴求得孔中心线位置的变动量为:
△基 = δD + δd + △min = △max =孔Dmax-轴dmin (最大间隙)
b.心轴(或定位销)水平放置,孔中心线的最大变动量(在铅垂方向上)即为△定
△基=OO'=1/2(δD+δd+
△min)=△max/2
或△基=(Dmax/2)-(dmin/2)=△max/2
= (孔直径公差+轴直径公差) / 2
②工件孔与定位心轴(销)过盈配合时(垂直或水平放置)时的定位误差
此时,由于工件孔与心轴(销)为过盈配合,
所以△基=0。
对H1尺寸:工序基准与定位基准重合,均为中心O ,所以△不=0
对H2尺寸:△不=δd/2
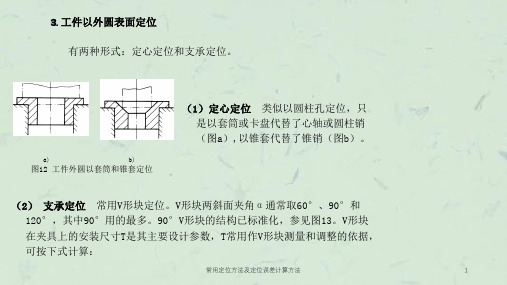
⑶工件以外圆表面定位
A、工件以外圆表面在V型块上定位
由于V型块在水平方向有对中作用。
基准位移误差△基=0
B.工件以外圆表面在定位套上定位定位误差的计算与工件以孔在圆柱心轴、圆柱销上定位误差的计算相同。
⑷工件与"一面两孔"定位时的定位误差
①“1”孔中心线在X,Y方向的最大位移为:
△定(1x)=△定(1y)=δD1+δd1+△1min=△1max(孔与销的最大间隙)
②“2”孔中心线在X,Y方向的最大位移分别为:
△定(2x)=△定(1x)+2δLd(两孔中心距公差)
△定(2y)=δD2+δd2+△2min=△2max
③两孔中心连线对两销中心连线的最大转角误差:
△定(α)=2α=2tan-1[(△1max+△2max)/2L]
(其中L为两孔中心距)
以上定位误差都属于基准
位置误差,因为△不=0。
需要指出的是定位误差一般总是针对批量生产,并采用调整法加工的情况而言。
在单件生产时,若采用调整法加工(采用样件或对刀规对刀),或在数控机床上加工时,同样存在定位误差问题。
但若采用试切法进行加工,则一般不考虑定位误差。