定位误差计算(专题)
- 格式:ppt
- 大小:3.17 MB
- 文档页数:8


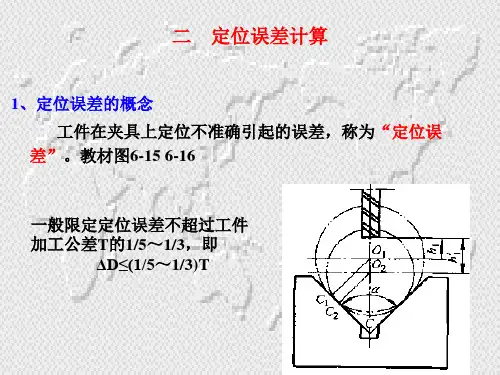
P.157(题3-3)习题(定位误差分析计算)解答:答:本工序铣槽要保证两个加工精度:尺寸014.054-和对称度不大于0.03。
1、采用第一种定位方案(见b 图)时,(1)对于尺寸014.054-的定位误差: )047.0(314.0021.0145sin 121.012sin 12=≤≈⎪⎭⎫ ⎝⎛-︒=⎪⎪⎪⎪⎭⎫ ⎝⎛-=∆-∆=∆αd JB JW DW T 所以能保证尺寸014.054-的加工精度要求。
(2)对于对称度的定位误差:000=+=∆+∆=∆JW JB DW(注:由于V 形块对工件外圆定位时,其定位基准就是过外圆中心的垂直线,即垂直方向的直径,所以定位基准与对称度的设计基准重合,0=∆JB ;又由于V 形块具有自动对中作用,外圆的中心仅在垂直方向上产生位置偏差,不会在水平方向上产生偏移,所以0=∆JW 。
) 所以能保证对称度的加工精度要求。
由此可见,第一种定位方案能同时保证上述两个加工精度要求。
2、采用第二种定位方案(见c 图)时,因定位销轴水平放置,属于单边固定接触。
(1)对于尺寸014.054-的定位误差: )(047.0314.0085.0)202.003.0()21.0202.0(=≥=+++=∆+∆=∆JW JB DW (注:由于用销轴对工件内孔进行定位,定位基准是工件内孔的中心,而设计基准是工件外圆的下母线,所以基准不重合,另外要注意到根据题目的提示:内孔与外圆还存在着同轴度公差,同轴度公差是指任意直径方向上,所以基准不重合误差既要考虑到工件外圆半径公差,还要考虑到同轴度公差在半径方向上所产生的最大偏差)所以不能保证尺寸014.054-的加工精度要求。
(2)对于对称度的定位误差: )(01.0303.002.0002.0=≥=+=∆+∆=∆JW JB DW (注:由于销轴对工件内孔定位时,其定位基准就是内孔中心,而对称度的设计基准是外圆的中心,即垂直方向的直径,当外圆的中心与内孔的中心在水平方向上产生最大的同轴度误差时,定位基准与对称度的设计基准不重合,02.0=∆JB ;又由于水平放置的销轴也具有自动对中作用,内孔的中心仅在垂直方向上产生位置偏差,不会在水平方向上产生偏移,所以0=∆JW 。
定位误差的分析计算为保证工件的加工精度,工件应有正确的定位,即除应限制工件必要的自由度使工件具有确定的位置外,还应使实施定位后所产生的误差在工件误差允许范围以内,实现工件安装时的定与准。
造成定位误差的原因有两个:一是由于定位基准与设计基准不重合,称基准不重合误差(定基误差)用△B表示;二是由于定位副制造误差而起定位基准的位移称为基准位移误差,用△Y表示。
(1)基准不重合误差的计算基准不重合误差因所选定位基准与工序基准不重合而引起,其值为两基准间的最大变化量(即两基面间公差),因此,计算时,可在确定认定位基准与工序基准的基础上,寻求两基面间的关系即可,具体分三步:①确定基准定位基准为该工序所选安装时定位的依据,并且一定在要求保证的工序尺寸方向上,作为已知条件在题目中说明或标注()于工序图;工序基准则为该工序用以表达加工表面(粗实线)位置尺寸的基准。
②基准是否重合经确认的定位基准与工序基准若为同一表面,则基准不重合误差△B=0;若不重合则需进行计算。
③基准不重合时的误差计算基准不重合误差为两基面间的最大变量。
因此,两基面间若有直接尺寸标注,则尺寸公差即为△B;若无直接尺寸,而只有间接尺寸,则需利用尺寸间关系如尺寸链进行求解。
若定位基准变动方向与对应工序尺寸不在同一方向,则需两基面间距离公差投影于工序尺寸方向,即△B=δs cosβ式中δs为定位基准与工序基准间尺寸公差β为基准间尺寸与工序尺寸之夹角(2)基准位移误差的计算基准位移误差△Y因定位副制造误差而起,因此,当定位副结构不同产生的基准位移误差计算。
①工件以平面定位工件若以粗基准平面定位,定位面与限位面间不可能有很好的贴合,但该定位方案往往出现在加工开始或加工要求不高情况下,故此时的误差也就不必计算。
工件若以加工过的精基准平面定位,则定位面与限位面间会有良好的接触状态,定位基面的位置可看成是不动的。
因此,基准位移误差为零,即△Y=0。
②工件外圆在圆孔中定位工件在外圆定位时,其定位基准为轴的中心线,定位基面为外圆柱面。
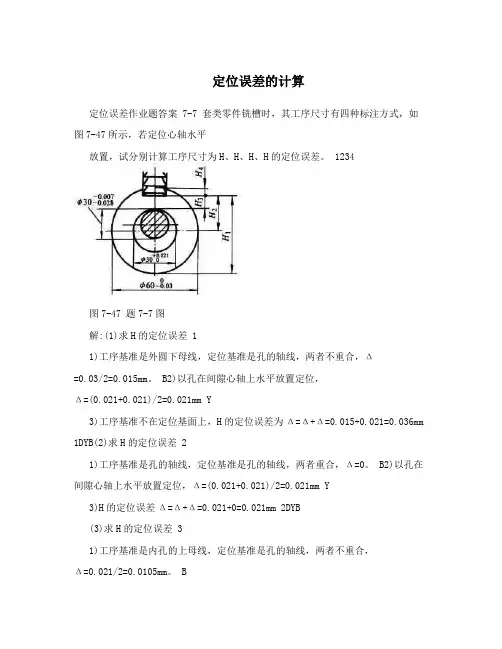
定位误差的计算定位误差作业题答案 7-7 套类零件铣槽时,其工序尺寸有四种标注方式,如图7-47所示,若定位心轴水平放置,试分别计算工序尺寸为H、H、H、H的定位误差。
1234图7-47 题7-7图解:(1)求H的定位误差 11)工序基准是外圆下母线,定位基准是孔的轴线,两者不重合,Δ=0.03/2=0.015mm。
B2)以孔在间隙心轴上水平放置定位,Δ=(0.021+0.021)/2=0.021mm Y3)工序基准不在定位基面上,H的定位误差为Δ=Δ+Δ=0.015+0.021=0.036mm 1DYB(2)求H的定位误差 21)工序基准是孔的轴线,定位基准是孔的轴线,两者重合,Δ=0。
B2)以孔在间隙心轴上水平放置定位,Δ=(0.021+0.021)/2=0.021mm Y3)H的定位误差Δ=Δ+Δ=0.021+0=0.021mm 2DYB(3)求H的定位误差 31)工序基准是内孔的上母线,定位基准是孔的轴线,两者不重合,Δ=0.021/2=0.0105mm。
B2)以孔在间隙心轴上水平放置定位,Δ=(0.021+0.021)/2=0.021mm Y3)工序基准在定位基面上,Δ=Δ?Δ DYB“+”、“-”的判别:当定位基面直径由大变小,定位基准朝上变动;当定位基面直径由大变小,若定位基准位置不动时,工序基准朝下变动;两者的变动方向相反,取“-”号。
所以H的定位误差为Δ=Δ-Δ=0.021-0.0105=0.0105mm 3DYB(4)求H的定位误差 41)工序基准是外圆上母线,定位基准是孔的轴线,两者不重合,Δ=0.03/2=0.015mm。
B2)以孔在间隙心轴上水平放置定位,Δ=(0.021+0.021)/2=0.021mm Y3)工序基准不在定位基面上,H4的定位误差为Δ=Δ+Δ=0.015+0.021=0.036mm DYB7-8 图7-48所示工件,加工工件上?、?、?三个小孔,请分别计算三种定位方案的定位误差,并说明哪个定位方案较好。
一种简单的定位误差计算方法
定位误差的计算方法:
1.定义定位误差:定位误差是指实际定位坐标与理论坐标之间的距离。
定位误差可以用来测量系统定位精度,也是详细地图实现定位精度检
验的重要参数。
2.估算定位误差:定位误差的估算可以通过当地的地形地貌特征来进行。
地形为开阔的平坦的,水体充足的平原地带,定位误差一般控制在20
米以内;而地形起伏大且复杂,水体不足的密集雨养林地带,定位误
差在40-50米以内视为合格的水平。
3.计算公式:将实际定位坐标与理论坐标逐点算出单位向量(u1, u2),根据向量定义,计算公式如下:
ds= sqrt(u1² + u2²)
其中,ds为定位误差,u1、u2为实际定位坐标和理论坐标的单位向量。
4.计算软件:目前的软件程序可用于简化计算定位误差的工作量,比如ArcGIS、MapInfo等。
它们具有快速准确计算定位误差的能力,还可以通过图像更好地反映实际情况,方便进行误差分析。
5.精度标准:根据不同的地类及地形,定义合理的定位误差标准,以保证测绘质量,同时也可以防止定位精度恶化。
通常情况下,最低定位误差标准为1-3米,并严格按照相关标准来认真检查。
本文通过介绍定位误差的定义、估算方法以及相关的计算公式和计算软件,以及精度标准,为定位误差的计算提供了简单的参考。
同时,还应结合实际情况,以保证测绘工作的准确性和完整性。
定位误差计算例题:
2.如图钻φ12孔,试分析
3.如图铣平面保证h ,已知两圆 的同轴度φ 0。
1,其它已知条件见图,试分析工序尺寸h 的定位误差.
4.图示钻孔,已知条件和加工要求见图示,试分析a)、b)、c )三种定位方案中,工序尺寸L 的定位误差
5.如图车外圆,要求外圆对内孔有同轴度要求,已知心轴直径为0.0090.02530φ-
-,计算工件内外圆的同轴
度的定位误差△dw 。
6.钻直径为φ10的孔,采用a)、b)两种定位方案,试分别计算定位误差.
7.如图在工件上铣台阶面,保证工序尺寸A,采用V形块定位,试进行定位误差分析。
8.钻孔O,a)为工序图,b)~f)为不同定位方案,试分别计算各种方案的定位误差。
9.如图同时钻四个φ12孔,请从左至右分别分析1、2、3、4孔的定位误差。
10.如图钻孔,保证A,采用a)~d)四种方案,试分别进行定位误差分析。
11.如图钻d孔,保证同轴度要求,采用a)~d) 四种定位方式,试分别进行定位误差分析。
12.如图铣槽,保证对称度、m或n,采用a)~c)三种定位方案,试分别进行定位误差分析
. 13.如图在圆柱体上铣台阶面,采用b)~h)定位方案,试分别进行定位误差分析。
幻灯片1三、定位误差计算实例例1:如图所示,以A面定位加工φ20H8孔,求加工尺寸40±0.1mm的定位误差。
定位误差计算实例解:工序基准B与定位基准A不重合,因此存在基准不重合误差。
ΔB=0.05+0.1=0.15mm定位基面为平面,ΔY=0故,ΔD=ΔB=0.15mm例2:如图所示,工件以内孔在定位销上定位铣槽,要求保证加工尺寸,求其定位误差。
以内孔定位心轴垂直放置时定位误差的计算解: 1)定位基准与工序基准重合,ΔB =0。
2)定位销垂直放置ΔY=Xmax=Dmax-dmin=TD+Td3)ΔD=ΔY=TD+Td例3:如下图所示,用工件内孔定位铣键槽时,其工序尺寸分别为A1、A2、A3、A4 、A5 ,求各工序尺寸的定位误差。
定位心轴尺寸为:011dTd -φ解: (1)工序尺寸A1工序基准为孔的上母线,定位基准为孔的轴线2DB T =∆ 21d D Y T T +=∆心轴水平放置工序基准在定位基面上,定位基面(孔)变大,定位基准下移;定位基准不动,工序基准上移。
221Dd D B Y D T T T -+=∆-∆=∆(2)工序尺寸A2工序基准与定位基准重合ΔB=021d D Y T T +=∆20211d D d D B Y D T T T T +=++=∆+∆=∆(3)工序尺寸A3工序基准为孔的下母线,定位基准为孔的轴线 21d D Y T T +=∆2D B T =∆工序基准在定位基面上,定位基面(孔)变大,定位基准下移;定位基准不动,工序基准下移。
221D d D B Y D T T T ++=∆+∆=∆(4)工序尺寸A4工序基准为外圆的下母线,定位基准为孔的轴线2d BT =∆21d D Y T T +=∆工序基准不在定位基221d d D B Y D T T T ++=∆+∆=∆(5)工序尺寸A5工序基准为外圆的上母线,定位基准为孔的轴线2d BT =∆ 21d D YT T +=∆工序基准不在定位基面上221dd D B Y D T T T ++=∆+∆=∆例4:铣下图所示工件上的键槽,以圆柱面在的V 形块上定位,求加工尺寸分别为A1、A2、A3时的定位误差。