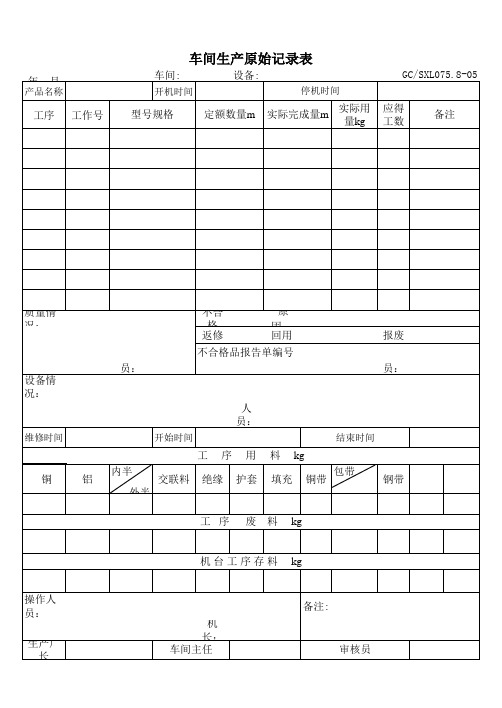
生产工序记录表
- 格式:xls
- 大小:17.00 KB
- 文档页数:1

生产工序记录表生产工序记录表是记录生产过程中各个工序所执行的具体步骤和操作的重要文档。
通过记录每个工序的详细信息,能够确保生产过程的顺利进行,保证产品质量和生产效率。
填写要求在填写生产工序记录表时,需注意以下几点:1.工序编号:每个工序都有一个唯一的编号,用于区分不同的工序;2.工序名称:工序的简要描述,清晰明了;3.执行人:负责执行该工序的人员姓名;4.执行时间:具体执行该工序的时间,精确到分钟级别;5.操作步骤:记录该工序的具体操作步骤,按照实际操作顺序填写;6.操作方法:描述执行该工序的具体方法和技巧;7.注意事项:列出在执行该工序时需要特别注意的事项;8.质量记录:记录该工序执行过程中的质量状况,包括合格品数量、不良品数量等;9.备注:对该工序执行过程中的特殊情况或需要说明的事项进行备注。
样例工序编号工序名称执行人执行时间操作步骤操作方法注意事项质量记录备注001 准备原材料张三8:00 检查原材料质量;称量原材料;准备加工设备使用天平称量原材料,确保准确;准备好所需的设备和工具原材料质量需符合标准要求;注意设备使用安全规范合格:100kg;不良:1kg002 原材料清洗李四9:00 使用清洁剂清洗原材料;冲洗干净;晾干选择适用的清洁剂,注意使用方法;彻底冲洗,确保无残留;晾干时间避免受伤,注意清洗剂的使用安全;确保干燥无不良总结生产工序记录表是生产过程中必不可少的文档,它记录了生产过程中每个关键工序的具体操作步骤、质量记录等重要信息,有助于提高生产效率和产品质量。
正确填写和使用生产工序记录表对于企业的生产管理具有重要意义,有助于组织和规范生产过程,确保产品质量和生产效率的提升。

工序验收记录表的填写与要求工序验收是产品生产过程中非常重要的一环,它能够确保产品质量符合标准要求,促进生产的高效进行。
而工序验收记录表作为工序验收环节的一项重要工具,对于保障生产质量的稳定性、统计分析以及问题溯源具有关键意义。
本文将就工序验收记录表的步骤和填写要求进行探讨。
一、工序验收记录表的基本要素工序验收记录表是一份详细记录每个生产工序的文件,它应具备以下基本要素:1. 生产工序名称:准确记录生产过程中的各个工序名称。
2. 生产日期和时间:记录该工序的具体生产日期和时间,以方便溯源和追踪。
3. 检验项:列出每个工序需要进行的检验项目,包括各项质量指标、技术参数等。
4. 抽样数:每个工序应抽取一定数量的样品进行检验,应明确记录抽样数。
5. 检验结果:记录每个抽样样品的具体检验结果,包括合格、不合格等。
6. 异常处理:如果发现不合格样品,应有相应的异常处理程序,如停止生产、调整设备等。
7. 问题来源:记录不合格样品的问题源头,以便后续改善和提升。
8. 处理结果:记录对于不合格样品的处理结果,如重新生产、报废等。
二、工序验收记录表的填写流程1. 确定工序名称:根据产品生产过程的步骤,确定需要进行验收的工序名称。
2. 制定检验项目:根据国家标准、行业规范以及产品质量要求,制定每个工序需要进行的检验项目。
3. 抽样确定:根据抽样原则和标准,确定每个工序的抽样数。
4. 检验过程:按照规定的检验方法和程序对样品进行检验。
5. 填写记录表:将检验结果填写到工序验收记录表中,确保准确无误。
6. 异常处理:如果发现不合格样品,要及时采取相应的措施,如调整设备、更换工艺等,将处理结果记录在表中。
7. 改善措施:针对不合格样品的问题源头,制定相应的改善计划,确保类似问题不再出现。
8. 存档归档:将填写好的工序验收记录表进行存档,以备查验和分析。
三、工序验收记录表的注意事项1. 严格按照程序操作:在填写工序验收记录表时,需要严格按照规定的操作程序进行,确保记录的准确性和一致性。
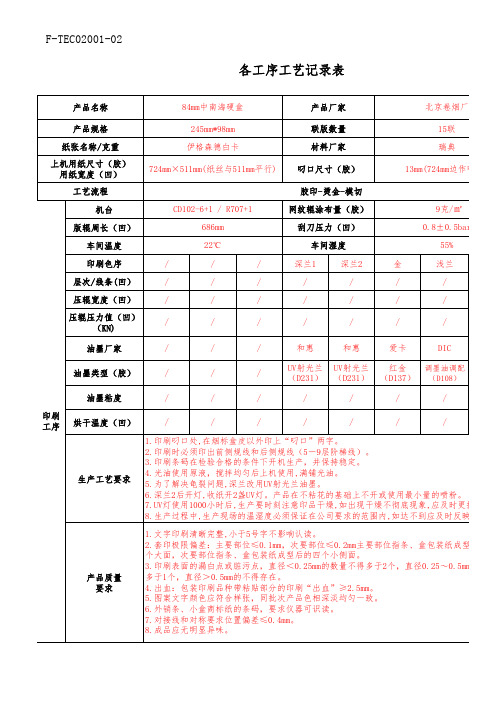
各工序工艺记录表
备注:请根据产品的生产工艺的情况进行凹印相关参数和胶印相关参数的填写
规线和后侧规线(5-9层阶梯线)。
的条件下开机生产,并保持稳定。
均匀后上机使用,满铺光油。
兰改用UV射光兰油墨。
盏UV灯。
产品在不粘花的基础上不开或使用最小量的喷粉。
、盒包装纸成型后的四个小侧面。
的不得存在。
带粘贴部分的印刷“出血”≥2.5mm。
样张,同批次产品色相深淡均匀一致。
的条码,要求仪器可识读。
置偏差≤0.4mm。
中心与图纸基准线允许误差≤0.2mm。
.2mm(模切与图案之间的偏差)。
,无粘连毛边等现象。
包装后产品的明显部位。
,切痕必须深入纸张,但不能切穿纸张背面。
≤0.5mm。


工序检验记录表
检验项目明细:
1. 焊接工序:
检验项目:
焊缝外观:无裂纹、气孔、夹渣。
焊缝尺寸:符合设计要求。
焊接材料:符合规范要求。
检验方法:目视检查、量具测量、硬度测试。
2. 装配工序:
检验项目:
部件配合:无干涉、间隙均匀。
紧固件扭矩:符合规定值。
运动部件:运动顺畅无卡滞。
检验方法:目视检查、扭矩扳手测量、手动测试。
3. 涂装工序:
检验项目:
涂层外观:无流挂、橘皮、针孔。
涂层厚度:使用测厚仪测量。
附着力测试:使用划格法测试。
检验方法:目视检查、涂层测厚仪、附着力测试仪。
检验状态标识说明:
绿色:合格,可以进行下一工序。
黄色:合格,但需要特别注意或进行额外的标记。
红色:不合格,需要立即采取纠正措施。
记录填写指南:
序号:便于追溯的记录编号。
产品名称:被检验产品的名称。
工序名称:具体检验的工序名称。
检验日期:进行检验的日期。
检验员:执行检验的操作员姓名。
检验结果:详细记录检验是否通过,以及通过或失败的具体原因。
检验状态:根据检验结果贴上相应的状态标识。
备注:记录任何额外的观察或需要特别注意的信息。
请根据实际生产过程中的工序要求和检验标准,填写和更新表格内容。
步骤
编号输出结果前期准备
项目确定目标及计划JYW-001项目推进计划表
现有工艺布局
现有工序流程图
JYW-002直列式工艺分析表
JYW-003价值流分析图
JYW-004工具配置表
JYW-005工装配置表
优化后工艺布局
优化后工艺流程图
JYW-006作业时间记录表
JYW-007问题记录表
JYW-008辅材统计表
物料配送方案
JYW-009作业指导表
优化完成的布局图
优化完成的工序流程图
JYW-010会议记录表
JYW-011精益知识受训时间记录表
JYW-012改善提案
JYW-013周报
JYW-014月报
JYW-0156S巡检表
JYW-016工时效率统计表
JYW-017
质量项点统计表(合格率)
项目总结
发布交流文档
关注对象生产周期在制品产值
质量(合格率)
产品标准工时
《精益之路》书籍编辑总结精益生产推行步骤及标准模板年度指标日常工作实施过程标准化。
客户名称产品图号生产批次每板产品数量板厚焊接面积
(cm)日期备注
生产数量
(板)脱模型式模板准备责任人预压紧力
(MPA)
升温时间(分)最高温度(度)工艺压力(MPA)起始到开门时间表面质量非焊接区域变形程度
有无局部分层
剥离力拱弹性度疲劳次数焊接责任人焊接时间成型下料冲孔铆螺丝折弯表面抛光车间主管:操作者:
客户名称产品图号生产批次每板产品数
量板厚焊接面积
(cm)日期备注
生产数量
(板)脱模型式模板准备责任人预压紧力
(MPA)
升温时间(分)最高温度(度)工艺压力(MPA)起始到开门时间表面质量非焊接区域变形程度
有无局部分层
剥离力拱弹性度疲劳次数焊接责任人焊接时间成型下料冲孔铆螺丝折弯表面抛光车间主管:操作者:
客户名称产品图号生产批次每板产品数
量板厚焊接面积
(cm)日期备注
生产数量
(板)脱模型式模板准备责任人预压紧力
(MPA)
升温时间(分)最高温度(度)工艺压力(MPA)起始到开门时间表面质量非焊接区域变形程度
有无局部分层
剥离力拱弹性度疲劳次数焊接责任人焊接时间成型下料冲孔铆螺丝折弯表面抛光车间主管:操作者:成 型 工 序备注焊 接 工 序成 型 工 序备注生产工序跟踪记录表
焊 接 工 序生产工序跟踪记录表
焊 接 工 序成 型 工 序备注生产工序跟踪记录表。