1 工序过程检验记录表
- 格式:xls
- 大小:38.00 KB
- 文档页数:1
雨污水管道施工工序检验批验收记录表施工单位信息施工单位名称:施工地址:联系人:联系电话:工程概况工程名称:工程地址:建设单位:设计单位:监理单位:工程部位及工序工程部位工序检验依据检查项目雨污水管道埋地管道《建筑排水与排污设计规范》GBJ10排水管道铺设符合规范;管道连接处橡胶圈安装牢固;管道弯头安装符合要求。
雨污水管道室内管道《建筑排水与排污设计规范》GBJ10排水管道铺设符合规范;各类管件、软连接及其他附件规格型号符合设计要求,偏差在允许范围内。
雨污水管道洗手间《建筑卫生设施设计规范》GBJ192面盆、马桶、浴缸、淋浴器、水龙头等的品种、规格、型号符合设计要求;设施表面光滑平整,无毛刺。
雨污水管道排放系统《建筑排水与排污设计规范》GBJ10排污管道坡度符合规范;水泥砂浆厚度符合要求;排水口距离周边构筑物符合规范。
检验结果工程部位工序检验结不符合情况及处理措施果雨污水管道埋地管道合格无雨污水管道室内管道存在问题存在一个地漏与排水管道连接处漏水情况,已进行修补。
雨污水管道洗手间合格无雨污水管道排放系统合格无检验人信息检验人姓名:检验日期:如上表所示,经过对雨污水管道施工过程中的各项工序进行检验,现将检验结果作如下记录,以供验收人员进行查看并评估:1.埋地管道工序:经检查符合《建筑排水与排污设计规范》GBJ 10的规范要求,包括管道铺设符合规范、连接处橡胶圈安装牢固、管道弯头安装符合要求等,因此本工序检验结果为“合格”。
2.室内管道工序:经检查符合《建筑排水与排污设计规范》GBJ 10的规范要求,符合设计要求的各类管件、软连接及其他附件规格型号偏差在允许范围内,管道铺设也符合规范,因此本工序检验结果为“合格”。
3.洗手间工序:经检查符合《建筑卫生设施设计规范》GBJ 192的规范要求,各类设施的品种、规格、型号都符合设计要求,设施表面光滑平整,无毛刺,因此本工序检验结果为“合格”。
4.排放系统工序:经检查符合《建筑排水与排污设计规范》GBJ 10的规范要求,包括管道坡度符合规范、水泥砂浆厚度符合要求、排水口距离周边构筑物符合规范等,因此本工序检验结果为“合格”。
工序检验记录表工序检验记录表一、概述工序检验记录表是制造企业在生产过程中进行质量控制的重要手段之一。
该表格记录了每一个工序中所进行的检验项目及结果,以便在后续的生产中及时发现和解决问题,提高产品质量。
二、表格内容1. 表头:包括企业名称、表格名称、编号、日期等基本信息。
2. 工序信息:记录所属工序的名称、编号和负责人等信息。
3. 检验项目:列出该工序需要进行的所有检验项目,可以按照重要性和先后顺序排列。
4. 检验标准:对每个检验项目列出相应的标准或要求,以便判断是否合格。
5. 检验结果:对每个检验项目进行记录,包括合格或不合格等结果,并可以加上备注说明。
6. 处理措施:对于不合格的检验结果,需要记录下相应的处理措施,并由负责人签字确认。
三、填写要点1. 填写时间:填写日期时需要注意,应当填写实际进行检验的日期而非填表日期。
2. 填写规范:填写时需要规范化操作,如使用黑色或蓝色笔填写,避免涂改或使用液体纸修正。
3. 填写完整:每个检验项目都需要进行记录,不可遗漏或忽略。
4. 填写准确:对于检验结果,应当严格按照标准进行判断,避免主观臆断或随意判定。
四、使用场景1. 生产过程中的质量控制:在生产流程中,对于每个工序进行检验并记录结果,以便及时发现和解决问题。
2. 产品质量追溯:通过工序检验记录表可以查看每个工序的检验结果,并追溯到具体的生产时间和责任人等信息。
3. 质量管理评估:通过对多个工序的检验结果进行分析,可以评估企业的质量管理水平,并提出改进意见。
五、注意事项1. 应当根据实际情况选择适当的表格格式和内容,避免出现冗余或不必要的信息。
2. 对于重要工序或关键产品应当加强监管和审核,并增加相应的检验项目和标准。
3. 工序检验记录表应当妥善保管,并定期进行归档和备份。
同时要保证机密性和安全性。
六、结语工序检验记录表是制造企业在生产过程中必不可少的质量管理工具,通过规范化的操作和记录,可以提高产品质量和生产效率。

制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
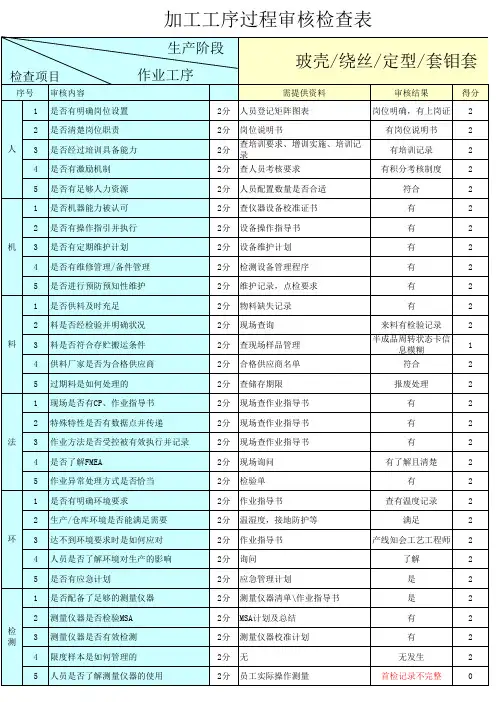

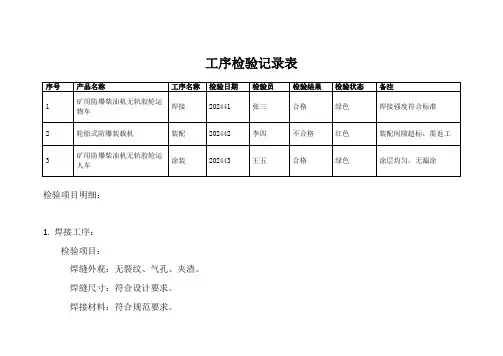
工序检验记录表
检验项目明细:
1. 焊接工序:
检验项目:
焊缝外观:无裂纹、气孔、夹渣。
焊缝尺寸:符合设计要求。
焊接材料:符合规范要求。
检验方法:目视检查、量具测量、硬度测试。
2. 装配工序:
检验项目:
部件配合:无干涉、间隙均匀。
紧固件扭矩:符合规定值。
运动部件:运动顺畅无卡滞。
检验方法:目视检查、扭矩扳手测量、手动测试。
3. 涂装工序:
检验项目:
涂层外观:无流挂、橘皮、针孔。
涂层厚度:使用测厚仪测量。
附着力测试:使用划格法测试。
检验方法:目视检查、涂层测厚仪、附着力测试仪。
检验状态标识说明:
绿色:合格,可以进行下一工序。
黄色:合格,但需要特别注意或进行额外的标记。
红色:不合格,需要立即采取纠正措施。
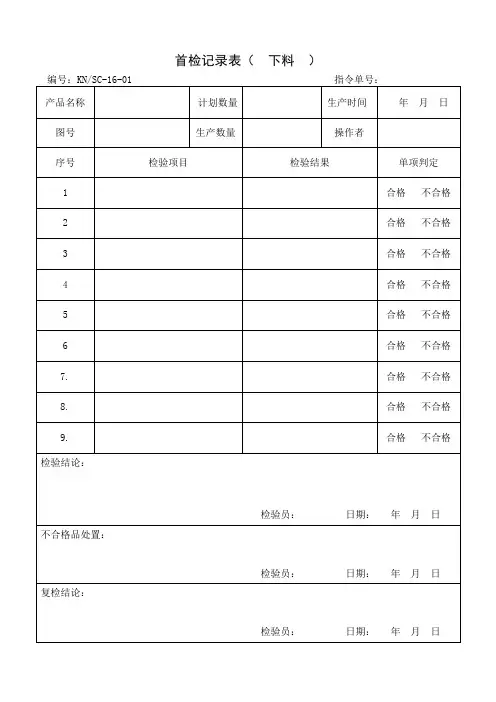
记录填写指南:
序号:便于追溯的记录编号。
产品名称:被检验产品的名称。
工序名称:具体检验的工序名称。
检验日期:进行检验的日期。
检验员:执行检验的操作员姓名。
检验结果:详细记录检验是否通过,以及通过或失败的具体原因。
检验状态:根据检验结果贴上相应的状态标识。
备注:记录任何额外的观察或需要特别注意的信息。
请根据实际生产过程中的工序要求和检验标准,填写和更新表格内容。
产
闪光对焊做拉伸和冷弯试验。
连接200个也按一批计;
土生产
3
混凝土施
工
安装
土原材料
发生变化时,均应重新进行配合比试验
土配合比
3
混凝土施
工
模板
安装
3
土原材料
4
混凝土施
工
连续梁体外行
悬臂
偏差
5支座
水层混凝土桥面防水层、伸缩装置技术条件的有关规定办理
次按铁道部颁布的有关客运
模板及支架
1
原材料、同交货状态的钢筋,每60T为一批,不足60T也按一批记。
2同牌号、同炉
持证上岗。
批;2、钢筋加工和焊接的
混凝土原
材料
3
混凝土施
工
梁体外形尺寸允许
偏差。
制程检验作业流程(附表单)说明:1.此⽂件为正式运⾏⽂件,该⽂件负责部门为品质部,其主要职责是维护该⽂件的运⾏、检查、培训指导、问题点收集、处理;2.运⾏过程中若同公司旧⽂件有冲突时,⼀律依本⽂件执⾏。
⽂件编制/更改⼀览表版本编制/更改内容⽇期编制/更改⼈ A/0 ⽂件运⾏评审栏会签市场部研发部设计部⾃控部资料室采购部⼈⼒资源部仓储部⽣产部 PMC部品质部战略发展部财务部项⽬部电⼯部售后服务部制定:审核:审批:1.0⽬的保证产品品质在制造过程得到有效控制,确保产品满⾜规定的要求,防⽌不合格品流通,减少⽣产返⼯及产品报废,特制定本流程。
2.0适⽤范围适⽤于产品从原料投放、加⼯制作到完⼯出货全过程的检验和测量控制。
3.0职责3.1品质部:负责制程品质的检验和制程品质管控,负责相关品质检验数据的记录和统计分析,负责品质责任认定和责任追究,负责品质改善监督和进度跟进。
3.2⽣产部:负责制程品质的⾸末件检验、报检、⾃检、互检、巡检及品质异常的反馈和处理。
3.3其它部门:负责协助品质部和⽣产部按本流程执⾏相关作业。
4.0作业程序4.1关键⼯序的识别在以下情况时,应对其作为关键或特殊⼯序予以识别和对待:4.1.1⼯序的结果不能通过其后的检验和试验完全验证,或者加⼯后⽆法测量或需要实施破坏性实验才能得出结果;4.1.2⼯序对最终产品的安全质量、主要性能有重⼤影响。
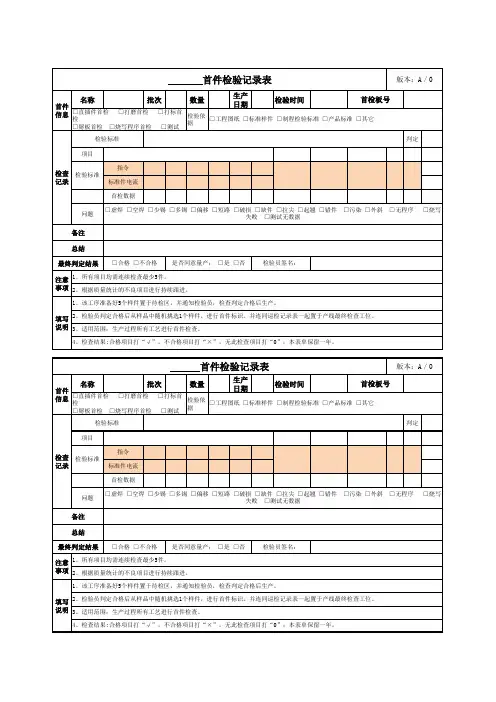
4.2⾸件检验4.2.1各车间各⼯序依据⽣产排期计划、⼯艺流程、作业指导书、产品图纸、品质标准等进⾏⾸件检验。
4.2.2必须进⾏⾸件检验的⼯序:机加件(如挂具、挂钩、齿轮、轴承、研发样件)4.2.3上述⼯序出现以下情况时必须进⾏⾸件检验:开⼯⽣产时、更换⼯件、换料、换模、修模、设备维修、更换⼯装夹具、⽣产⼈员变更、加⼯⽅法变更及其它需要⾸检的情况。
4.2.4各⼯序/机台操作员根据⽣产排期计划及对应的加⼯⼯件的⼯艺流程、作业指导书、产品图纸、品质标准等进⾏⾸件⽣产,经⾃检合格后向品管送检。
产品名称:产品图号:工序编号:_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日类别点检方法接受标准__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分PPE 1劳保用品佩戴目视符合本工位《PPE规范》人2是否经过培训并具备能力目视对照技能矩阵表(U或O)3检查光电保护有效性目视见点检指导书4检查机器背门是否关闭目视见点检指导书5检查转台是否有异响耳听见点检指导书6检查设备电流目视见工艺参数表7检查设备电压目视见工艺参数表8检查保护气体流量目视见工艺参数表9检查工装目视、手调安装正确、无松动10检查法兰夹紧面目视、手摸定位面洁净、无飞溅11检查挠性节保护罩目视见点检指导书12检查气密堵头目视见点检指导书13导电嘴有无损坏/是否松动目视导电嘴无损坏、无松动料14零件齐全、零件编号目视符合该工序过程检验记录表内的零件明细表法15文件及记录表单是否齐全目视文件及表单明细表16现场5S 目视零件材料整齐现场干净 17现场光线是否充足目视灯光打开、无损坏18检具是否在有效日期内目视合格证在有效期内19各仪表计量器具是否在有效日期内目视合格证在有效期内版本号开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □反应计划处理记录开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □操作者确认机(设备、工装)环测反应计划说明点检时如发现不合格项,应立即通知班长,由班长通知生产主管,生产主管通知相应的负责人改正或临时改正,并在处理记录和反应计划中记录处理情况。